



BS EN 10210 S275J0Hay isang mainit na natapos na guwang na istrukturang bakal na seksyon na ginawa upangBS EN 10210sa iba't ibang hugis na bilog, parisukat, parihaba, o hugis-itlog na seksyon.
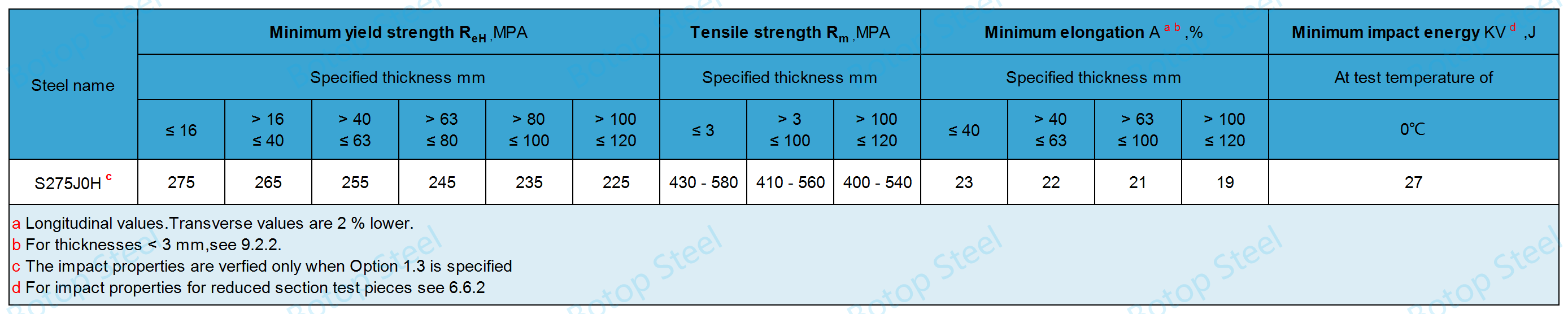
Ang materyal na S275J0H ay nailalarawan sa pamamagitan ng minimum na lakas ng ani na 275 MPa sa kapal na hindi hihigit sa 16 mm; ang minimum na enerhiya ng pagtama nito ay minimum na 27 J sa 0℃.
Ang S275J0H ay kabilang sa isang uri ng carbon steel, bilang ng bakal1.0149, na may mahuhusay na katangiang estruktural at pagproseso, pangunahing ginagamit sa mga istruktura ng gusali, ngunit ginagamit din para sa mga bahaging hindi nagdadala ng karga, ay maaaring makatulong sa pagpapanatili ng katatagan at tibay ng istruktura batay sa pagsasakatuparan ng mga benepisyong mababa ang gastos.
Paalala: Ang lahat ng mga kinakailangan sa BS EN 10210 ay nalalapat din sa EN 10210 at samakatuwid ay hindi na inuulit dito.
Ang mga pagtatalaga ng grado sa BS EN 10210 ay itinalaga alinsunod sa EN 10027-1 at ang mga numero ng bakal ay itinalaga alinsunod sa EN 10027-2.
| Pangalan ng bakal | Numero ng bakal | Uri ng Bakal | Pangalan ng bakal | Numero ng bakal | Uri ng Bakal |
| S235JRH | 1.0039 | bakal na karbon | S275NH | 1.0493 | bakal na karbon |
| S275J0H | 1.0149 | bakal na karbon | S275NLH | 1.0497 | bakal na karbon |
| S275J2H | 1.0138 | bakal na karbon | S355NH | 1.0539 | bakal na karbon |
| S355J0H | 1.0547 | bakal na karbon | S355NLH | 1.0549 | bakal na karbon |
| S355J2H | 1.0576 | bakal na karbon | S420NH | 1.8750 | haluang metal na bakal |
| S355K2H | 1.0512 | bakal na karbon | S420NLH | 1.8751 | haluang metal na bakal |
| S460NH | 1.8953 | haluang metal na bakal | |||
| S460NLH | 1.8956 | haluang metal na bakal |
Para sa karagdagang impormasyon tungkol sa mga partikular na kahulugan ng mga letra at numero sa mga grado,maaari kang mag-click dito.
Kapal ng pader ≤120mm.
Pabilog: Mga diyametro sa labas hanggang 2500 mm;
Kuwadrado: Mga sukat sa labas hanggang 800 mm x 800 mm;
Parihabang: Mga sukat sa labas hanggang 750 mm x 500 mm;
Elliptical: Mga sukat sa labas hanggang 500 mm x 250 mm.
Espesyalista kami sa pagbibigay ng iba't ibang detalye ng Round Hollow Structural Steel Pipe, kung mayroon kang anumang pangangailangan, mangyaring huwag mag-atubiling makipag-ugnayan sa amin, inaasahan ang pakikipagtulungan sa iyo!
Ang pamantayan ng BS EN 10210 ay nagpapahintulot sa paggamit ng ilang proseso ng pagmamanupaktura upang makagawa ng mga guwang na seksyong istruktural, kabilang ang mga prosesong walang putol at hinang. Sa loob ng proseso ng hinang, kabilang sa mga karaniwang pamamaraan angLSAW(SAWL), SSAW (HSAW), atERW.

Ang mga tubo na bakal na hinang ng LSAW ay pangunahing ginagawa sa pamamagitan ng pagbuo ng mga platong bakal sa mga tubo gamit ang proseso ng paghubog ng JCOE, na sinusundan ng pagwelding gamit ang double-sided submerged arc (DSAW) teknolohiya ng hinang, at tinapos sa pamamagitan ng ilang inspeksyon at paggamot.
Paano mo pipiliin ang tamang proseso ng produksyon? Ano ang mga pagkakaiba at bentahe ng seamless steel pipe, LSAW, submerged arc welding, at submerged arc welding? At ano ang saklaw ng laki ng bawat proseso? Maaari mong i-click ang sumusunod na link upang makita ito.
Mga Katangian JR,J0, J2 at K2 -mainit na tapos;
Mga Katangian N at NL - na-normalize. Kasama sa na-normalize ang na-normalize na pinagsama.
| Sgradong teel | Uri ng deoksihenasyona | % ayon sa masa, pinakamataas | |||||||
| C (Karbon) | Si (Silikon) | Mn (Manganese) | P (Posporus) | S (Asupre) | Nb,c (Nitroheno) | ||||
| Pangalan ng bakal | Numero ng bakal | Tinukoy na kapal (mm) | |||||||
| ≤40 | >40≤120 | ||||||||
| S275J0H | 1.0149 | FN | 0.20 | 0.22 | — | 1.5 | 0.035 | 0.035 | 0.009 |
aFN = Hindi pinahihintulutan ang paglalagay ng bakal sa gilid;
bPinapayagang lumampas sa tinukoy na mga halaga sa kondisyon na sa bawat pagtaas ng 0.001% N sa P, ang pinakamataas na nilalaman ay mababawasan din ng 0.005%. Gayunpaman, ang nilalaman ng N ng cast analysis ay hindi dapat lumagpas sa 0.012%;
cAng pinakamataas na halaga para sa nitroheno ay hindi naaangkop kung ang kemikal na komposisyon ay nagpapakita ng minimum na kabuuang nilalaman ng Al na 0.020% na may minimum na Al/N ratio na 2:1, o kung mayroong sapat na iba pang mga elementong N-binding. Ang mga elementong N-binding ay dapat itala sa Dokumento ng Inspeksyon.
Ang mga mekanikal na katangian ng BS EN 10210 ay kinabibilangan ng lakas ng ani, lakas ng tensile, pagpahaba, at mga katangian ng impact.
Ang mga guwang na seksyon ay dapat magkaroon ng makinis na ibabaw na naaayon sa pamamaraan ng paggawa na ginamit; pinapayagan ang mga umbok, butas, o mababaw na paayon na mga uka na nagreresulta mula sa proseso ng paggawa, basta't ang kapal ay nasa loob ng tolerance.
Ang mga ibabaw ng tubo na bakal na EN 10210 ay angkop para sa hot dip galvanizing.
Hindi hinihingi ng EN 10210 ang hydrostatic pressure testing ng mga tubo na bakal.
Ito ay dahil ang mga produktong pamantayan ng EN 10210 ay pangunahing ginagamit para sa mga layuning istruktural at hindi para sa mga sistema ng tubo na kailangang sumailalim sa presyon.
Kung kinakailangan ang pagsusuri sa hydrostatic pressure, maaaring sumangguni sa mga pamantayan ng EN 10216 (seamless steel tubes) o EN 10217 (welded steel tubes).
Walang mandatoryong kinakailangan sa pamantayan para magsagawa ng NDT sa mga tubo na bakal na may guwang na seksyon.
Kung ang NDT ay isinasagawa sa mga hinang na tubo na bakal, maaaring sumangguni sa mga sumusunod na kinakailangan.
Mga Seksyon na Hinang sa Elektrisidad
Para sa mga bilog na guwang na seksyon, ang mga tubo ng bakal ay ERW.
Maaari kang pumili ng isa sa mga sumusunod na pamamaraan ng eksperimento para sa pagsubok.
a) EN 10246-3 hanggang sa antas ng pagtanggap E4, maliban sa hindi pinahihintulutan ang pamamaraan ng umiikot na tubo/pancake coil;
b) EN 10246-5 hanggang sa antas ng pagtanggap na F5;
c) EN 10246-8 hanggang sa antas ng pagtanggap na U5.
Mga Seksyon na Hinubog sa Lubog na Arc
Para sa mga bilog at guwang na tubo ng bakal na seksyon, ang LSAW at SSAW ang ginagamit.
Ang weld seam ng mga submerged arc welded hollow sections ay dapat subukan alinman alinsunod sa EN 10246-9 hanggang acceptance level U4 o sa pamamagitan ng radiography alinsunod sa EN 10246-10 na may image quality class R2.
Para sa mas detalyadong impormasyon tungkol sa mga kinakailangan na may kaugnayan sa mga dimensional tolerance,paki-click dito para sa karagdagang impormasyon.
EN 10025 - S275J0;
JIS G3106 - SM400B;
CSA G40.21 - 300W;
Kapag pumipili ng katumbas na EN 10210 S275J0H, dapat gawin ang detalyadong paghahambing ng kemikal na komposisyon at mga mekanikal na katangian upang matiyak na ang napiling materyal ay nakakatugon sa mga partikular na kinakailangan ng proyekto.
Mula nang itatag ito noong 2014,Botop Steelay naging nangungunang supplier ng carbon steel pipe sa Hilagang Tsina, na kilala sa mahusay na serbisyo, de-kalidad na mga produkto, at komprehensibong mga solusyon.
Nag-aalok ang kumpanya ng iba't ibang uri ng carbon steel pipes at mga kaugnay na produkto, kabilang ang seamless, ERW, LSAW, at SSAW steel pipe, pati na rin ang kumpletong hanay ng mga pipe fitting at flanges. Kasama rin sa mga espesyal na produkto nito ang mga high-grade alloys at austenitic stainless steels, na iniayon upang matugunan ang mga pangangailangan ng iba't ibang proyekto sa pipeline.















