



ISO 21809-1ใช้กับระบบท่อส่งที่ฝังอยู่ใต้ดินหรือจมอยู่ใต้น้ำในอุตสาหกรรมน้ำมันและก๊าซ และระบุข้อกำหนดสำหรับสารเคลือบป้องกันการกัดกร่อนภายนอก3LPE และ 3LPPสำหรับท่อเหล็กเชื่อมและท่อเหล็กไร้รอยต่อ.
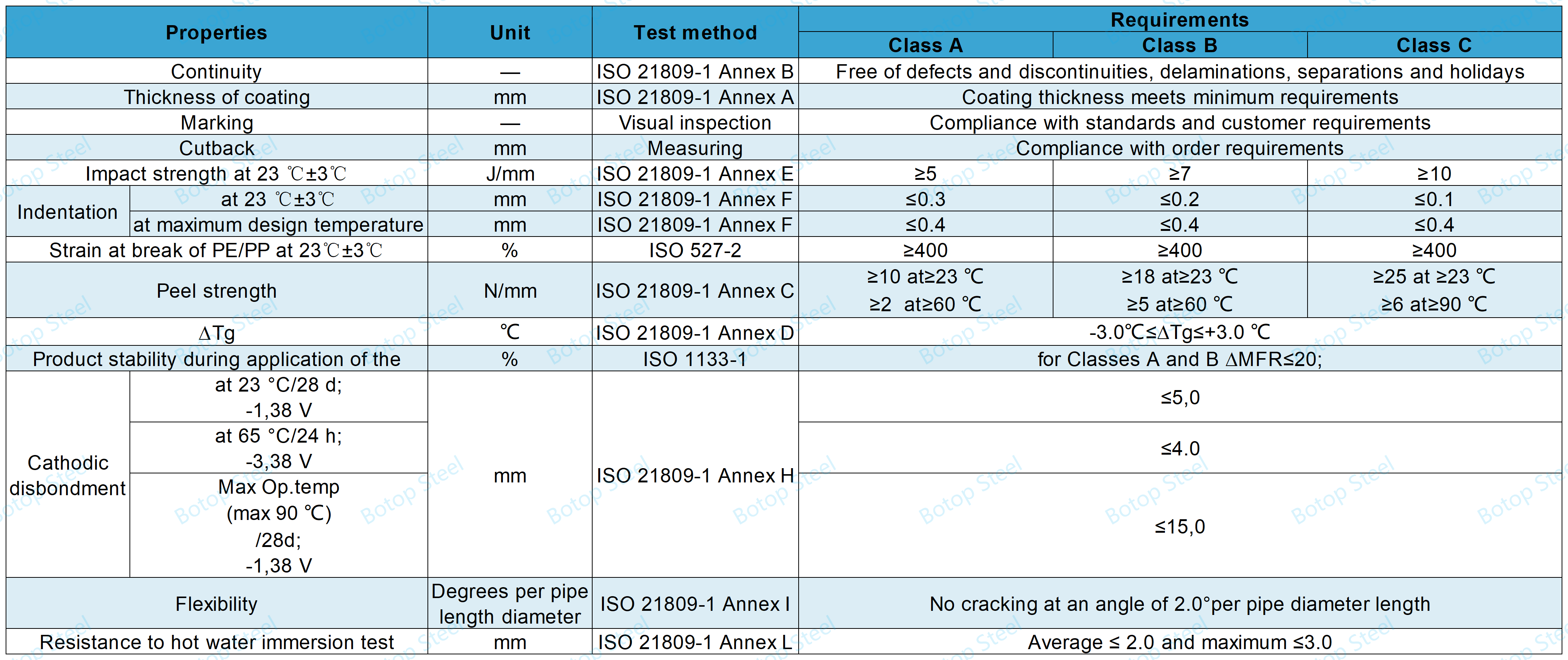
วัสดุปูผิวทางสามารถแบ่งออกได้เป็น 3 ประเภทหลัก ขึ้นอยู่กับชนิดของวัสดุปูผิวทาง:
A: LDPE (โพลีเอทิลีนความหนาแน่นต่ำ);
B: MDPE/HDPE (โพลีเอทิลีนความหนาแน่นปานกลาง)/(โพลีเอทิลีนความหนาแน่นสูง);
C: PP (โพลีโพรพีลีน)
ข้อกำหนดด้านความหนาแน่นสำหรับวัสดุแต่ละชนิดจะอธิบายโดยละเอียดในหัวข้อย่อยต่อไปนี้เกี่ยวกับข้อกำหนดสำหรับวัตถุดิบทั้งสามชนิด
| คลาสการเคลือบ | วัสดุชั้นบนสุด | อุณหภูมิในการออกแบบ (°C) |
| A | LDPE | -20 ถึง +60 |
| B | MDPE/HDPE | -40 ถึง +80 |
| C | PP | -20 ถึง +110 |
ระบบเคลือบผิวจะต้องประกอบด้วยสามชั้น:
ชั้นที่ 1: อีพ็อกซี่ (ชนิดเหลวหรือผง);
ชั้นที่ 2: กาว;
ชั้นที่ 3: ชั้นบนสุดทำจาก PE/PP ที่ขึ้นรูปด้วยกระบวนการอัดรีด
หากจำเป็น สามารถเคลือบผิวหยาบเพื่อเพิ่มความต้านทานการลื่นไถลได้ โดยเฉพาะในบริเวณที่ต้องการการยึดเกาะที่ดีขึ้นและลดความเสี่ยงในการลื่นไถล
ความหนาของชั้นเรซินอีพ็อกซี
สูงสุด 400 ไมโครเมตร
ขั้นต่ำ: ของเหลว epoxу: ขั้นต่ำ 50um; FBE: ขั้นต่ำ 125um
ความหนาของชั้นกาว
ความหนาขั้นต่ำของตัวท่อต้องไม่น้อยกว่า 150 ไมครอน
ความหนาของชั้นเคลือบทั้งหมด
ความหนาของชั้นป้องกันการกัดกร่อนจะเปลี่ยนแปลงไปตามภาระที่กระทำต่อพื้นที่และน้ำหนักของท่อและควรเลือกความหนาของชั้นป้องกันการกัดกร่อนให้เหมาะสมกับสภาพการก่อสร้าง วิธีการวางท่อ สภาพการใช้งาน และขนาดท่อ
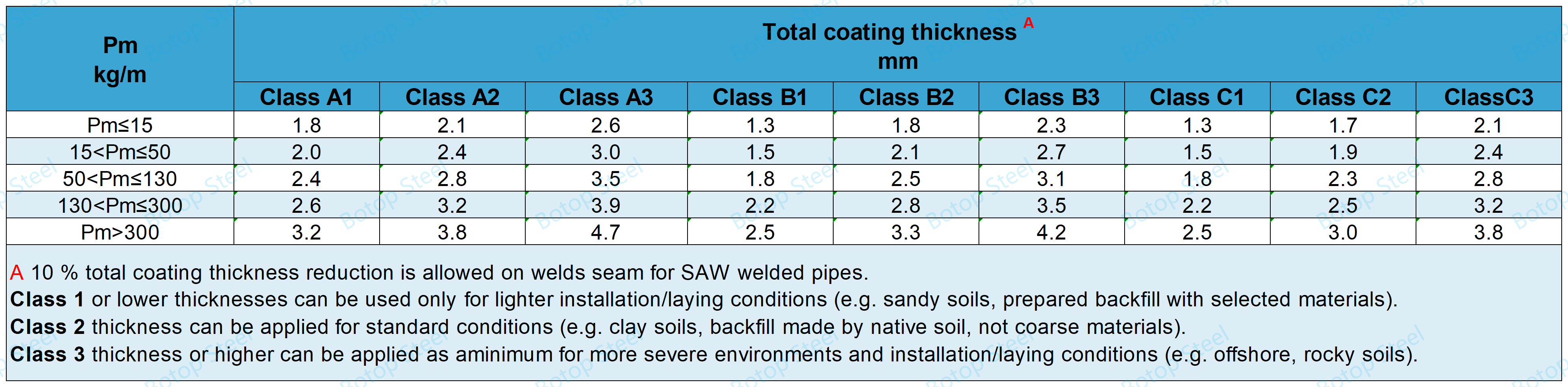
Pm คือ น้ำหนักของท่อเหล็กต่อเมตร
ซึ่งสามารถสอบถามได้โดยการตรวจสอบเอกสารที่เกี่ยวข้องตารางน้ำหนักของท่อเหล็กมาตรฐานหรือโดยใช้สูตร:
Pm=(DT)×T×0.02466
D คือเส้นผ่านศูนย์กลางภายนอกที่ระบุไว้ โดยแสดงเป็นมิลลิเมตร
T คือความหนาของผนังที่ระบุไว้ โดยแสดงเป็นมิลลิเมตร
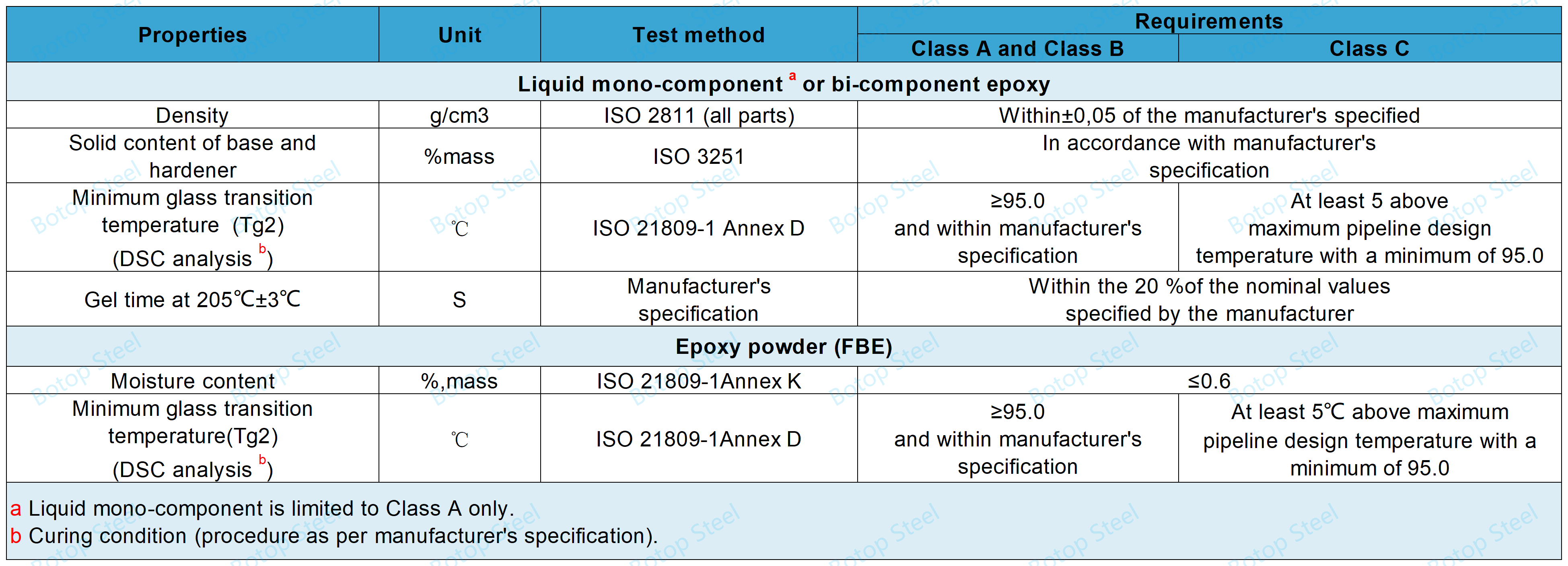
ข้อกำหนดสำหรับวัสดุอีพ็อกซี
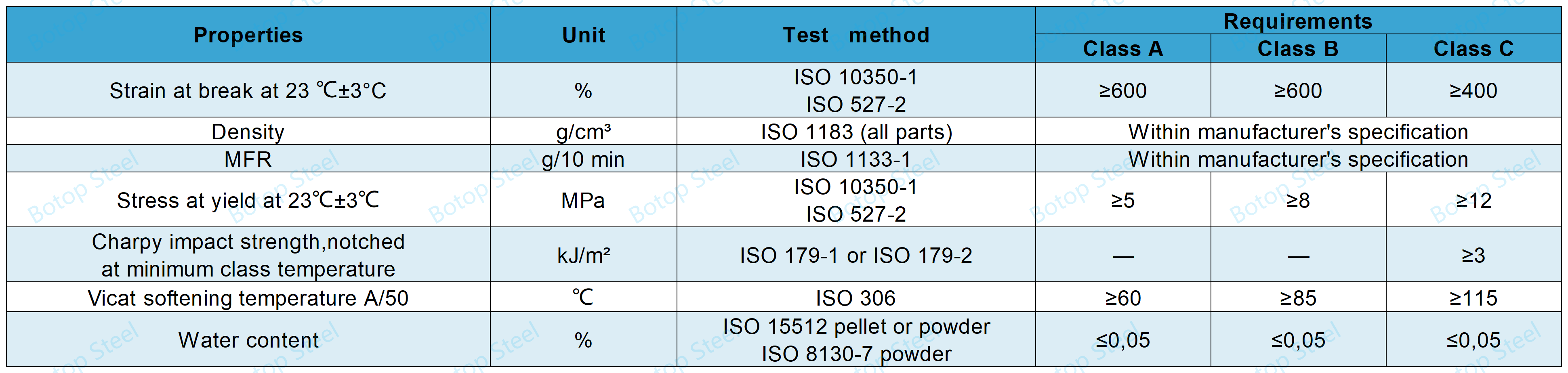
ข้อกำหนดสำหรับวัสดุกาว
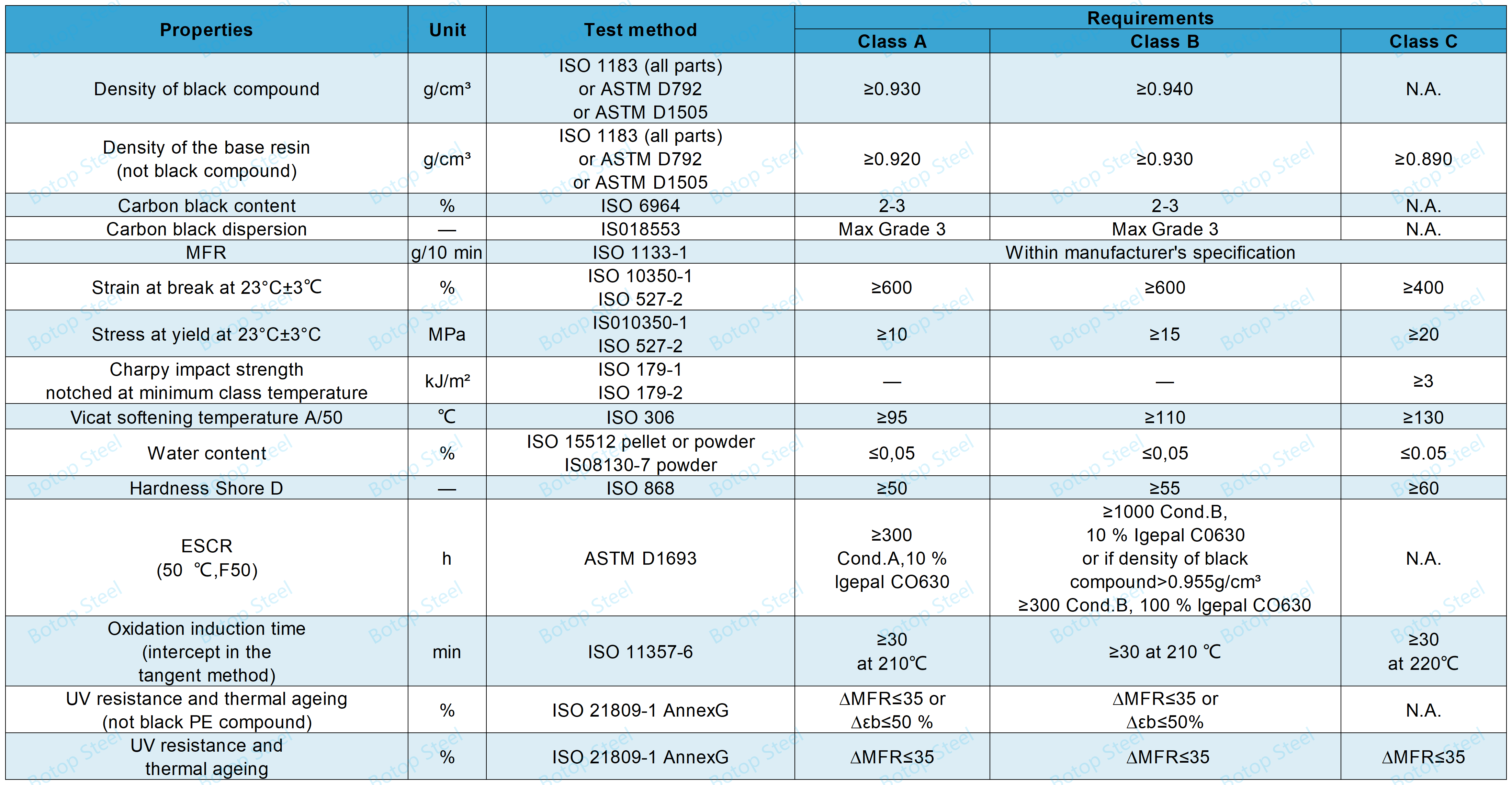
ข้อกำหนดสำหรับชั้นบนสุดที่เป็น PE/PP
กระบวนการป้องกันการกัดกร่อนสามารถแบ่งออกได้คร่าวๆ ดังนี้:
1. การเตรียมพื้นผิว;
2. การเคลือบผิว
3. การระบายความร้อน
4. ลดค่าใช้จ่าย
5. การให้คะแนน
6. การตรวจสอบผลิตภัณฑ์สำเร็จรูป
1. การเตรียมพื้นผิว
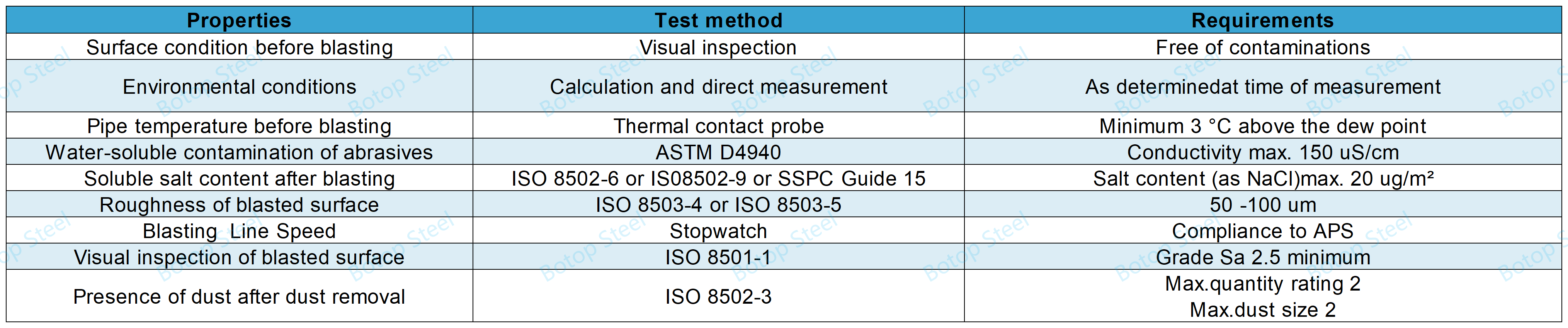
ข้อกำหนดที่คล้ายคลึงกันนี้พบได้ในมาตรฐาน SSPC และ NACE และต่อไปนี้คือความสอดคล้องกันโดยทั่วไป:
| ไอโอเอส 8501-1 | เอ็นเอซี | SSPC-SP | การกำหนด |
| ซา 2.5 | 2 | 10 | การทำความสะอาดด้วยการพ่นทรายโลหะจนเกือบขาว |
| ซา 3 | 1 | 5 | การทำความสะอาดด้วยการพ่นทรายโลหะสีขาว |
โปรดทราบว่า ผลกระทบของ Sa 2.5 ไม่ได้คงที่ ขึ้นอยู่กับระดับการกัดกร่อนของท่อเหล็ก ซึ่งแบ่งออกเป็นประเภท A, B, C และ D โดยแต่ละประเภทมีผลกระทบ 4 ประการ
2. การเคลือบผิว
ตรวจสอบให้แน่ใจว่าอุณหภูมิการอุ่นก่อนและอัตราความเร็วของท่อเหล็กในกระบวนการเคลือบนั้นเหมาะสม เพื่อให้การเคลือบผงแห้งสนิทและยึดเกาะได้ดี รวมถึงควบคุมความหนาของการเคลือบได้ด้วย
ความหนาของชั้นป้องกันการกัดกร่อนยังเกี่ยวข้องกับพารามิเตอร์ของอุปกรณ์เคลือบผิวด้วย
3. การระบายความร้อน
สารเคลือบที่ใช้จะต้องถูกทำให้เย็นลงจนถึงอุณหภูมิที่ป้องกันความเสียหายจากการสัมผัสระหว่างการตกแต่งและการตรวจสอบขั้นสุดท้าย
โดยทั่วไป อุณหภูมิในการทำความเย็นของ 3LPE จะไม่เกิน 60℃ ในขณะที่อุณหภูมิในการทำความเย็นของ 3LPP จะสูงกว่าเล็กน้อย
4. ลดค่าใช้จ่าย
ควรลอกชั้นเคลือบออกในระยะความยาวที่กำหนดจากปลายทั้งสองด้านของท่อ และไม่ควรลบมุมของชั้นป้องกันการกัดกร่อนเกิน 30° เพื่อป้องกันความเสียหายที่อาจเกิดขึ้นกับชั้นเคลือบป้องกันการกัดกร่อนระหว่างการเชื่อม
5. การให้คะแนน
การปฏิบัติตามมาตรฐานและข้อกำหนดของลูกค้า
ควรใช้วิธีการพิมพ์ลายฉลุหรือทาสีเพื่อรับประกันว่าตัวอักษรจะชัดเจนและไม่จางหายไป
6. การตรวจสอบผลิตภัณฑ์สำเร็จรูป
การตรวจสอบอย่างละเอียดถี่ถ้วนของท่อป้องกันการกัดกร่อนที่ผลิตเสร็จแล้ว เพื่อให้เป็นไปตามข้อกำหนดของมาตรฐาน ISO 21809-1
แอปพลิเคชัน 3LPE
สารเคลือบ 3LPE มีคุณสมบัติทนทานต่อสารเคมีสูง ป้องกันแรงทางกลได้ดีเยี่ยม มีความทนทานสูง และค่าบำรุงรักษาต่ำ
เหมาะสำหรับท่อส่งที่ฝังอยู่ใต้ดินหรือใต้น้ำ ซึ่งต้องการความทนทานต่อการกัดกร่อนสูงและการป้องกันทางกลในสภาพแวดล้อมของดินและน้ำ
โดยทั่วไปใช้ในระบบท่อสำหรับการขนส่งน้ำมัน ก๊าซ และน้ำ
แอปพลิเคชัน 3LPP
สารเคลือบ 3LPP มีความทนทานต่ออุณหภูมิสูงและมีเสถียรภาพทางเคมีดีเยี่ยมกว่าโพลีเอทิลีน อย่างไรก็ตาม อาจเปราะแตกได้ที่อุณหภูมิต่ำ
เหมาะสำหรับอุณหภูมิสูงและสภาพแวดล้อมที่ต้องการความทนทานสูง เช่น การวางท่อในพื้นที่ที่มีอากาศร้อน หรือใกล้โรงงานแปรรูปสารเคมี
โดยทั่วไปใช้ในระบบท่อส่งน้ำมันและก๊าซที่ต้องการประสิทธิภาพการทำงานที่อุณหภูมิสูง
DIN 30670: การเคลือบโพลีเอทิลีนบนท่อและข้อต่อเหล็ก
นี่คือมาตรฐานอุตสาหกรรมของเยอรมนีสำหรับสารเคลือบโพลีเอทิลีนสำหรับท่อเหล็กและข้อต่อต่างๆ โดยเฉพาะ
DIN 30678: การเคลือบโพลีโพรพีลีนบนท่อเหล็ก
ระบบเคลือบโพลีโพรพีลีนสำหรับท่อเหล็กโดยเฉพาะ
GB/T 23257มาตรฐานเทคโนโลยีการเคลือบโพลีเอทิลีนบนท่อเหล็กฝังดิน
นี่คือมาตรฐานระดับชาติของจีนที่ครอบคลุมเทคโนโลยีการเคลือบโพลีเอทิลีนสำหรับท่อเหล็กที่ฝังอยู่ใต้ดิน
ซีเอสเอ ซี245.21: สารเคลือบภายนอกสำหรับท่อเหล็กที่ใช้จากพืช
นี่คือมาตรฐานของสมาคมมาตรฐานแห่งแคนาดา (CSA) ที่ระบุข้อกำหนดสำหรับสารเคลือบโพลีเอทิลีนภายนอกที่ใช้ในการปกป้องท่อเหล็ก
ความคุ้มครองผลิตภัณฑ์ที่ครอบคลุมเรามีท่อเหล็กกล้าคาร์บอนให้เลือกหลากหลาย ตั้งแต่โลหะผสมพื้นฐานไปจนถึงโลหะผสมขั้นสูง เพื่อตอบสนองความต้องการที่หลากหลายของคุณ
การรับประกันคุณภาพสูงผลิตภัณฑ์ทั้งหมดเป็นไปตามมาตรฐานคุณภาพระดับสากล เช่น ISO 21809-1 ซึ่งออกแบบมาโดยเฉพาะเพื่อตอบสนองความต้องการด้านการป้องกันการกัดกร่อนของอุตสาหกรรมน้ำมันและก๊าซ
บริการที่ปรับแต่งตามความต้องการเราไม่เพียงแต่เสนอผลิตภัณฑ์มาตรฐานเท่านั้น แต่เรายังสามารถปรับแต่งสารเคลือบป้องกันการกัดกร่อนและท่อเหล็กตามความต้องการของโครงการและสภาพแวดล้อม เพื่อให้ได้ประสิทธิภาพสูงสุดและคุ้มค่าที่สุด
การสนับสนุนทางเทคนิคและบริการลูกค้าทีมผู้เชี่ยวชาญของเราให้คำแนะนำและสนับสนุนด้านเทคนิคเพื่อช่วยลูกค้าเลือกท่อเหล็กและสารป้องกันการกัดกร่อนที่เหมาะสมที่สุด เพื่อให้มั่นใจได้ว่าโครงการของลูกค้าจะประสบความสำเร็จ
การตอบสนองและการจัดส่งที่รวดเร็วด้วยสินค้าคงคลังจำนวนมากและระบบโลจิสติกส์ที่มีประสิทธิภาพ เราจึงสามารถตอบสนองความต้องการของลูกค้าได้อย่างรวดเร็วและรับประกันการจัดส่งตรงเวลา
เราหวังเป็นอย่างยิ่งที่จะได้ร่วมมือกับท่านในการจัดหาท่อเหล็กคุณภาพดีที่สุดและสารเคลือบป้องกันการกัดกร่อนสำหรับโครงการของท่าน โปรดติดต่อเราเพื่อขอรายละเอียดผลิตภัณฑ์เพิ่มเติม เรายินดีให้ความช่วยเหลือท่านในการค้นหาตัวเลือกท่อเหล็กที่เหมาะสมที่สุดสำหรับความต้องการของท่าน!






