
AСТМ А106је стандардна спецификација за бешавне цеви од угљеничног челика за рад на високим температурама коју је утврдило Америчко друштво за испитивање материјала (ASTM).

Дугмад за навигацију
Обим ASTM A106
ASTM A106 разред
АСТМ А106 Сировине
Метода производње бешавних челичних цеви ASTM A106
Врући третман
Хемијски састав
Механичка својства
Програм тестирања
Димензионалне толеранције
Третман површинских дефеката
Означавање цеви
Алтернативни материјали
Примена ASTM A106
Наши сродни производи
Обим ASTM A106
Тип цеви: бешавна челична цев.
NНоминална величина цеви: Покрива бешавне челичне цеви од DN6-DN1200 (NPS1/8-НПС48).
Дебљина зида: Дебљина зида је потребна да би се испунили специфични захтеви Табеле 1 одАСМЕ Б36.10М.
ASTM A106 разред
ASTM A106 има три врсте челичних цеви: Класа А,Оцена Би оцена Ц.
Главна разлика између три врсте је хемијски састав и механичка својства.
АСТМ А106 Сировине
Челик ће бити умирени челик.
Челик се производи примарним поступком топљења, који може бити на отвореном ложишту, у пећи са базичним кисеоником или у електричној пећи, могуће у комбинацији са одвојеним дегазовањем или рафинисањем.
Метода производње бешавних челичних цеви ASTM A106
Бешавне челичне цевипроизводи се на два начина: хладно вученим и топло обрађеним.
Бешавне челичне цеви DN ≤ 40 мм могу бити хладно вучене или топло обрађене.
Бешавна челична цев DN ≥ 50 мм је вруће обрађена.
Врући третман
Вруће обрађене бешавне челичне цеви ASTM A106 не захтевају термичку обраду.
Хладно вучене бешавне челичне цеви ASTM A106 морају се термички обрадити на температурама ≥ 650°C.
Хемијски састав
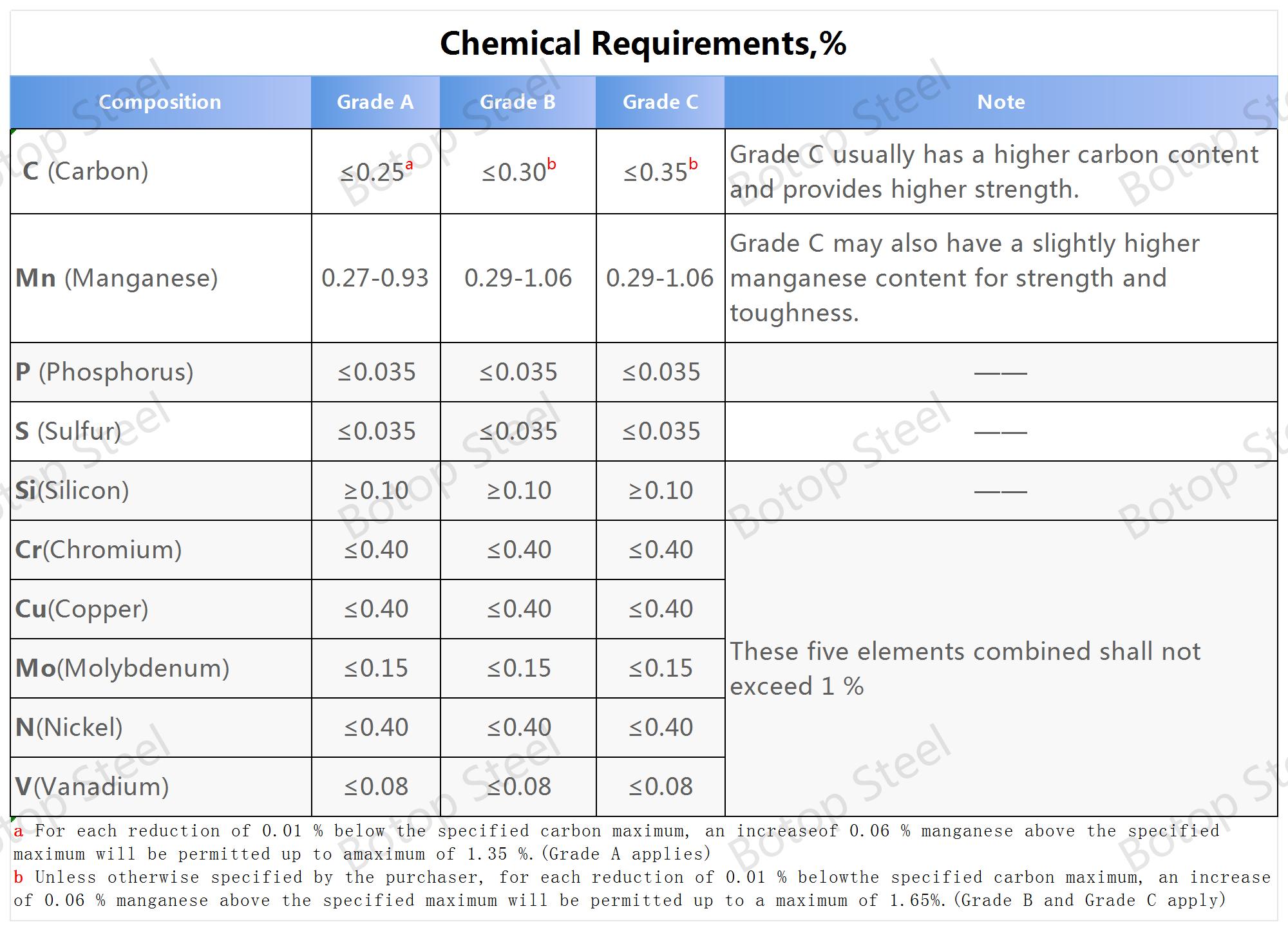
Највећа разлика у хемијском саставу ASTM A106 класе А, класе Б и класе Ц је у садржају C и Mn, садржај других елемената у различитим класама може се мало разликовати, али обично се контролише у релативно ниском опсегу.
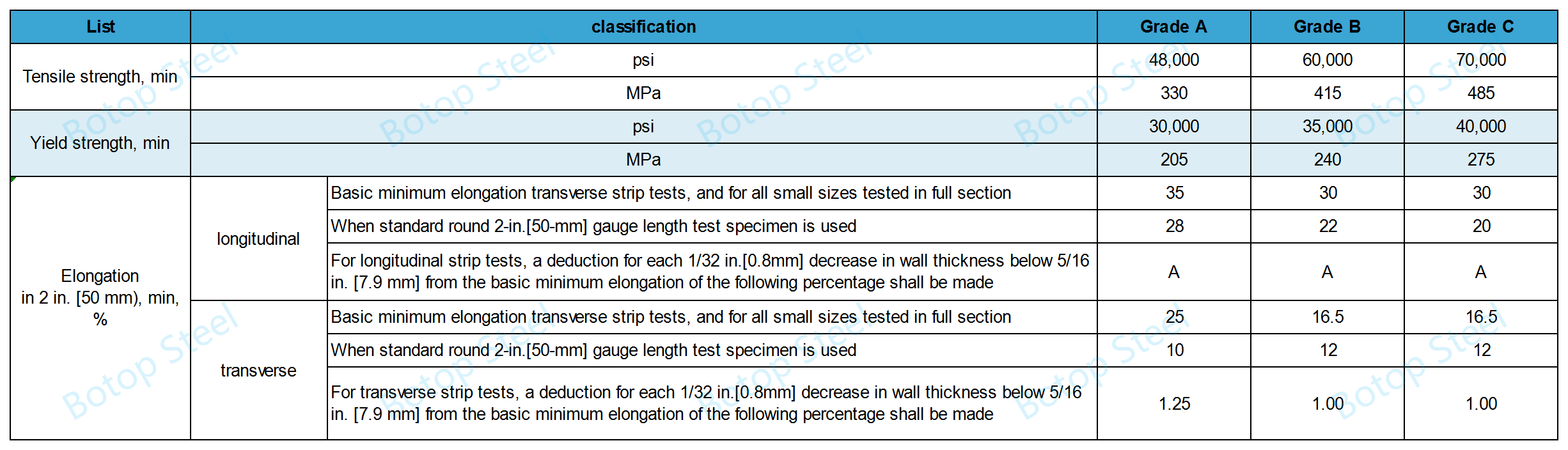
Механичка својства
Минимално издужење од 2 инча (50 мм) одређује се следећом једначином:
јединице инч-фунта:
е=625.000 А0,2/U0.9
СЛ јединице:
е=1940А0,2/U0,9
eминимално издужење у 50 мм (2 инча), %, заокружено на најближих 0,5%
A: површина попречног пресека узорка за испитивање затезања, у2(мм2) на основу наведеног спољашњег пречника или номиналне ширине узорка и наведене дебљине зида,заокружено на најближих 0,01 инча2(1 мм2).
Ако је тако израчуната површина једнака или већа од 0,75 инча2(500 мм2), онда вредност 0,75 у2(500 мм2) ће се користити.
U: специфицирана затезна чврстоћа, psi (MPa)
Програм тестирања
ASTM A106 садржи детаљне спецификације за хемијски састав, термичку анализу, захтеве за механичка својства, захтеве за савијање, испитивања спљоштења, хидростатичка испитивања и недеструктивна електрична испитивања.
Хемијски састав / анализа топлоте
Анализа топлоте је поступак који се користи за одређивање садржаја појединачних хемијских елемената у челику како би се осигурало да хемијски састав сваке серије материјала испуњава захтеве стандарда ASTM A106.
Одређивање хемијског састава заснива се на термичкој анализи. Главни фокус је на садржају елемената угљеника, мангана, фосфора, сумпора и силицијума, чији пропорције директно утичу на својства цеви.
Захтеви за затезну чврстоћу
Цеви морају да испуњавају специфичне захтеве за затезну чврстоћу, границу течења и издужење. Ово обезбеђује чврстоћу и жилавост цеви на повишеним температурама.
Захтеви за савијање
Тестови савијања се користе за процену жилавости и пластичне деформације цеви када су изложене напрезањима савијања како би се осигурала поузданост цеви током инсталације и употребе.
Тестови спљоштења
Тестови спљоштења се користе за процену дуктилности и отпорности на пуцање челичних цеви. Овај тест захтева да се цев спљошти до одређеног степена без пуцања како би се доказао квалитет материјала и квалификација технологије обраде.
Хидростатички тест
Хидростатичко испитивање је важан корак у провери носивости челичне цеви применом притиска већег од оног који захтева стандард како би се осигурао њен структурни интегритет и одсуство цурења.
Недеструктивно електрично испитивање
Недеструктивно електрично испитивање (нпр. ултразвучно испитивање или електромагнетно испитивање) се користи за идентификацију унутрашњих и површинских дефеката као што су пукотине, инклузије или рупе у челичним цевима како би се осигурао квалитет производа.
Димензионалне толеранције
Маса
Стварна маса цеви треба да буде у опсегу од97,5% - 110%од наведене масе.
Цеви пречника NPS 4 [DN 100] и мање могу се мерити у одговарајућим серијама;
Цеви веће од NPS 4 [DN 100] треба мерити одвојено.
Спољни пречник
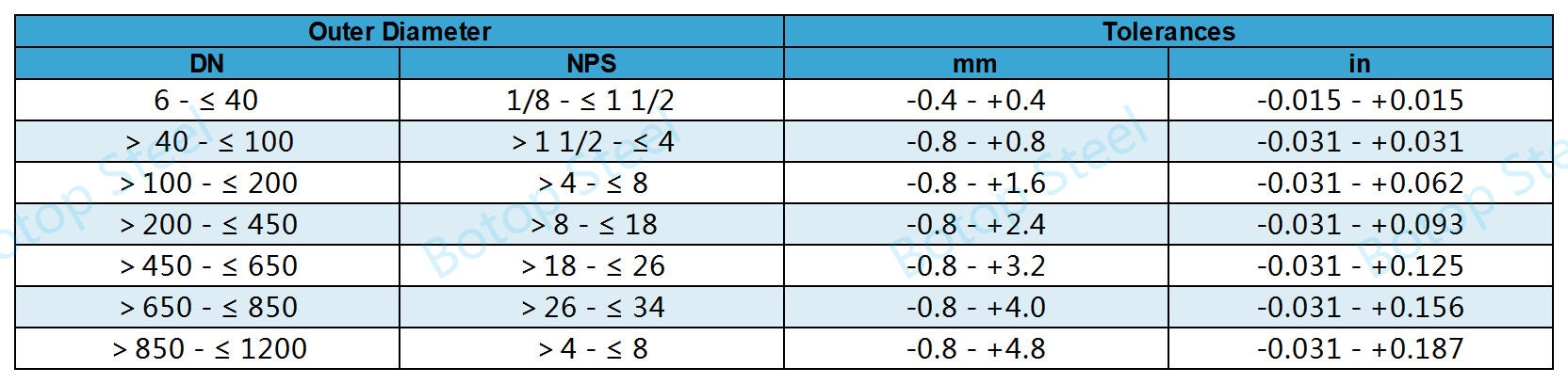
За цеви са спољним пречником > 250 мм (10 инча), ако је потребна већа тачност спољног пречника, дозвољена варијација спољног пречника је ±1%.
За цеви унутрашњег пречника > 250 мм (10 инча), ако је потребна већа тачност унутрашњег пречника, дозвољена варијација унутрашњег пречника је ±1%.
Дебљина
Минимална дебљина зида = 87,5% од наведене дебљине зида.
Дужина
Једна случајна дужина: 4,8-6,7 м [16-22 стопе].Дозвољено је да 5% дужине буде мање од 4,8 м [16 стопа], али не краће од 3,7 м [12 стопа].
Двоструке случајне дужинеМинимална просечна дужина је 10,7 м [35 стопа], а минимална дужина је 6,7 м [22 стопе].Дозвољено је да пет процената дужине буде мање од 6,7 м [22 стопе], али не краће од 4,8 м [16 стопа].
Третман површинских дефеката
Утврђивање недостатака
Када се на цевима појаве површински дефекти који прелазе 12,5% номиналне дебљине зида или прелазе минималну дебљину зида, дефекти се морају уклонити брушењем све док преостала дебљина зида износи 87,5% или више од наведене вредности дебљине.
Нештетљиви дефекти
Да би површинска обрада била у складу са захтевима процеса, следећи неоштећујући недостаци треба да се уклоне брушењем:
1. Механички трагови и огреботине - као што су трагови каблова, удубљења, трагови вођица, трагови котрљања, огреботине од куглица, удубљења и трагови калупа, као и јаме, од којих ниједна не сме бити дебља од 1/16 инча (1,6 мм).
2. Визуелне несавршености, углавном коре, шавови, преклопи, пукотине или резови дубљи од 5 процената номиналне дебљине зида.
Поправка кварова
Када се недостаци или мрље уклањају брушењем, мора се одржати глатка закривљена површина, а дебљина зида цеви не сме бити мања од 87,5% наведене вредности дебљине.
Репарациони завари се изводе у складу са ASTM A530/A530M.
Означавање цеви
Свака челична цев ASTM A106 мора бити означена идентификацијом произвођача, спецификацијом, димензијама и информацијама о класи из распореда ради лакше идентификације и праћења.
За хидростатичко или недеструктивно електрично испитивање обележавања треба поштовати следећа правила:

| Хидро | Небезбедно посматрање | Означавање |
| Да | No | Испитни притисак |
| No | Да | Небезбедно посматрање |
| No | No | NH |
| Да | Да | Испитни притисак/безбедносни тест |
Примена ASTM A106
Нафтна и гасна индустрија:Цевоводни системи се користе за транспорт нафте, гаса и других течности.
Електране:Користи се као цеви за измењивач топлоте и цеви за прегрејаче у котловима за пренос паре и топле воде високе температуре.
Хемијска индустрија:Користи се у хемијским постројењима као цеви за отпорност на производе хемијских реакција на високим температурама.
Грађевинарство и грађевинарство:Цевовод за системе грејања и паре у зградама.
БродоградњаКомпоненте система за парну турбину високог притиска у бродовима.
Производња машинаКористи се у машинама и опреми која захтева отпорност на високе температуре или висок притисак.


Наши сродни производи
Ми смо један од водећих произвођача и добављача заварених цеви од угљеничног челика и бешавних челичних цеви из Кине, са широким асортиманом висококвалитетних челичних цеви на лагеру, посвећени смо томе да вам пружимо комплетан асортиман решења за челичне цеви. За више детаља о производу, слободно нас контактирајте, радујемо се што ћемо вам помоћи да пронађете најбоље опције челичних цеви за ваше потребе!
Ознаке: астма а106, а106, бешавни, добављачи, произвођачи, фабрике, продавци, компаније, велепродаја, куповина, цена, понуда, расуто, на продају, трошкови.
Време објаве: 02.03.2024.