



БС ЕН 10210 С275Ј0Хје топло обрађени шупљи конструкциони челични профил произведен даБС ЕН 10210у различитим облицима округлог, квадратног, правоугаоног или овалног пресека.
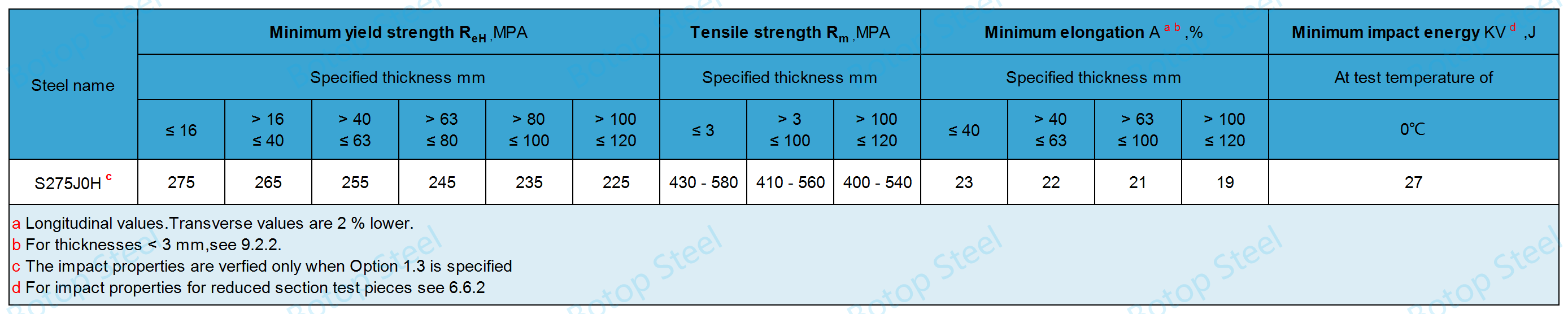
Материјал S275J0H карактерише минимална граница течења од 275 MPa при дебљини не већој од 16 mm; његова минимална енергија удара је најмање 27 J на 0℃.
С275Ј0Х припада врсти угљеничног челика, челични број1,0149, који има добра структурна и обрадива својства, углавном се користи у грађевинским конструкцијама, али се користи и за неносеће компоненте, може допринети одржавању структурне стабилности и издржљивости на основу остваривања ниских трошкова.
Напомена: Сви захтеви у BS EN 10210 примењују се и на EN 10210 и стога се овде не понављају.
Ознаке класа у BS EN 10210 додељују се у складу са EN 10027-1, а бројеви челика додељују се у складу са EN 10027-2.
| Назив челика | Број челика | Тип челика | Назив челика | Број челика | Тип челика |
| С235ЈРХ | 1,0039 | угљенични челик | С275НХ | 1,0493 | угљенични челик |
| С275Ј0Х | 1,0149 | угљенични челик | С275НЛХ | 1,0497 | угљенични челик |
| С275Ј2Х | 1,0138 | угљенични челик | С355НХ | 1,0539 | угљенични челик |
| С355Ј0Х | 1,0547 | угљенични челик | С355НЛХ | 1,0549 | угљенични челик |
| С355Ј2Х | 1,0576 | угљенични челик | С420НХ | 1,8750 | легирани челик |
| С355К2Х | 1,0512 | угљенични челик | С420НЛХ | 1,8751 | легирани челик |
| С460НХ | 1,8953 | легирани челик | |||
| С460НЛХ | 1,8956 | легирани челик |
За више информација о специфичним значењима слова и бројева у оценама,можете кликнути овде.
Дебљина зида ≤120 мм.
Кружни: Спољни пречник до 2500 мм;
Квадрат: Спољне димензије до 800 мм x 800 мм;
Правоугаони: Спољне димензије до 750 мм x 500 мм;
Елиптични: Спољне димензије до 500 мм x 250 мм.
Специјализовани смо за пружање различитих спецификација округлих шупљих конструкционих челичних цеви, ако имате било каквих потреба, слободно нас контактирајте, радујемо се сарадњи са вама!

LSAW заварене челичне цеви се углавном производе обликовањем челичних плоча у цеви коришћењем JCOE процеса ливења, након чега следи заваривање двостраним потопљеним луком (DSAW) технологија заваривања, и финализована кроз низ инспекција и третмана.
Како одабрати прави производни процес? Које су разлике и предности бешавних челичних цеви, LSAW, заваривања под потопљеним електролучним заваривањем и електролучног заваривања под потопљеним електролом? И који је распон величина сваког процеса? Можете кликнути на следећи линк да бисте га видели.
Квалитети ЈР,J0, Ј2 и К2 -вруће завршено;
Квалитети N и NL - нормализовани. Нормализовано укључује нормализовано ваљано.
| Sквалитет челика | Тип деоксидацијаa | % по маси, максимум | |||||||
| C (Угљеник) | Si (Силицијум) | Mn (Манган) | P (Фосфор) | S (Сумпор) | Нб, ц (Азот) | ||||
| Назив челика | Број челика | Наведена дебљина (мм) | |||||||
| ≤40 | >40≤120 | ||||||||
| С275Ј0Х | 1,0149 | FN | 0,20 | 0,22 | — | 1,5 | 0,035 | 0,035 | 0,009 |
aFN = Челик за облагање није дозвољен;
bДозвољено је прекорачити наведене вредности, под условом да се за свако повећање од 0,001% N смањи и максимални садржај P за 0,005%. Међутим, садржај N у анализи одливака не сме бити већи од 0,012%;
cМаксимална вредност за азот се не примењује ако хемијски састав показује минимални укупни садржај Al од 0,020% са минималним односом Al/N од 2:1, или ако је присутно довољно других елемената који везују N. Елементи који везују N морају бити забележени у документу о инспекцији.
Механичка својства из стандарда BS EN 10210 укључују границу течења, затезну чврстоћу, издужење и ударну чврстоћу.
Шупљи профили морају имати глатку површину која одговара коришћеном поступку производње; избочине, шупљине или плитки уздужни жлебови који настају у процесу производње су дозвољени, под условом да је дебљина у границама толеранције.
Површине челичних цеви према EN 10210 су погодне за вруће цинковање.
EN 10210 не захтева испитивање хидростатичког притиска челичних цеви.
То је зато што се производи стандардизовани према EN 10210 углавном користе за структурне сврхе, а не за цевоводне системе који морају бити изложени притиску.
Ако је потребно испитивање хидростатичким притиском, може се позвати на стандарде EN 10216 (бешавне челичне цеви) или EN 10217 (заварене челичне цеви).
У стандарду не постоји обавезан захтев за спровођење NDT тестова на челичним цевима са шупљим профилом.
Ако се NDT врши на завареним челичним цевима, могу се позвати на следеће захтеве.
Електрично заварени профили
За округле челичне цеви са шупљим пресеком је ERW.
Можете одабрати једну од следећих експерименталних метода за тестирање.
а) EN 10246-3 до нивоа прихватљивости E4, са изузетком да техника ротирајуће цеви/палачинкасте завојнице није дозвољена;
б) EN 10246-5 до нивоа прихватљивости F5;
ц) EN 10246-8 до нивоа прихватљивости U5.
Заварени профили под потопљеним електролучним заваривањем
За округле челичне цеви са шупљим пресеком је LSAW и SSAW.
Заварски шав шупљих профила заварених под потопљеним електролучним заваривањем мора се испитати или у складу са EN 10246-9 до нивоа прихватљивости U4 или радиографијом у складу са EN 10246-10 са класом квалитета слике R2.
За детаљније информације о захтевима који се односе на димензионалне толеранције,молимо кликните овде за више информација.
ЕН 10025 - С275Ј0;
ЈИС Г3106 - СМ400Б;
ЦСА Г40.21 - 300W;
Приликом избора еквивалента EN 10210 S275J0H, треба извршити детаљно поређење хемијског састава и механичких својстава како би се осигурало да изабрани материјал испуњава специфичне захтеве пројекта.
Од свог оснивања 2014. године,Ботоп челикпостао је водећи добављач цеви од угљеничног челика у северној Кини, познат по одличној услузи, висококвалитетним производима и свеобухватним решењима.
Компанија нуди разноврсне цеви од угљеничног челика и сродне производе, укључујући бешавне, ERW, LSAW и SSAW челичне цеви, као и комплетан асортиман цевних фитинга и прирубница. Њени специјализовани производи такође укључују висококвалитетне легуре и аустенитне нерђајуће челике, прилагођене захтевима различитих пројеката цевовода.















