
Jeklena cev ASTM A210 je brezšivna jeklena cev s srednjim deležem ogljika, ki se uporablja kot cevi za kotle in pregrevalnike za okolja z visokimi temperaturami in visokim tlakom, kot so elektrarne in industrijski kotli.

Navigacijski gumbi
Velikostni razpon ASTM A210
Surovine
ASTM A210 razred
Postopek proizvodnje brezšivnih jeklenih cevi ASTM A210
Toplotna obdelava
Kemijske komponente
Mehanske lastnosti
Preskus trdote
Drugi eksperimenti
Površinska obdelava
Oblikovalne operacije
Označevanje ASTM A210
Uporaba ASTM A210
Naši sorodni izdelki
Velikostni razpon ASTM A210
Zunanji premer: 1/2palca (12,7 mm) ≤ zunanji premer ≤ 5 palcev (127 mm)
Debelina stene: 0,035 palca (0,9 mm) ≤ WT ≤ 0,500 palca (12,7 mm)
Cevi z drugimi dimenzijami se lahko dobavijo, če te cevi izpolnjujejo vse druge zahteve te specifikacije.
Surovine
Praksa izdelave jekla--Jeklo bo ubito.
Umirjeno jeklo se nanaša na dodajanje določenih količin deoksidantov, kot so silicij, aluminij in mangan, med postopkom taljenja jekla.
Ti dodatki lahko reagirajo s kisikom v jeklu in tvorijo trdne okside, s čimer zmanjšajo vsebnost kisika v jeklu in preprečijo nastanek oksidativnih vključkov.
ASTM A210 razred
ASTM A210 je na voljo v dveh vrstah:Ocena A-1 in ocena C.
Postopek proizvodnje brezšivnih jeklenih cevi ASTM A210
Jeklene cevi morajo biti izdelane po brezšivnem postopku in morajo bitivroče obdelano or hladno obdelanokot je določeno.
Jeklene cevi s premerom, večjim od 30 milimetrov, so običajno vroče obdelane, tiste s premerom, manjšim ali enakim 30 milimetrov, pa hladno obdelane. Ta metoda razlikovanja ni absolutna, vendar jo je mogoče uporabiti kot hiter in enostaven način za določitev metode obdelave brezšivnih jeklenih cevi.
Toplotna obdelava
Za vroče obdelane cevi toplotna obdelava ni potrebna.
Hladno obdelane cevi se po končnem postopku hladne obdelave podvržejo subkritičnemu žarjenju, polnemu žarjenju ali normalizacijski toplotni obdelavi.
Kemijske komponente
| Element | Razred A-1 | Razred C |
| C (ogljik), maks.A | 0,27 | 0,35 |
| Mn (mangan) | 0,93 maks. | 0,29–1,06 |
| P (fosfor), maks. | 0,035 | 0,035 |
| S (žveplo), maks. | 0,035 | 0,035 |
| Si (silicij), min | 0,1 | 0,1 |
| Za vsako zmanjšanje za 0,01 % pod določeno največjo dovoljeno vsebnost ogljika je dovoljeno povečanje mangana za 0,06 % nad določeno največjo dovoljeno vsebnostjo, do največ 1,35 %. | ||
Te zahteve glede kemične sestave zagotavljajo, da imajo cevi ustrezno trdnost in temperaturno odpornost.
Mehanske lastnosti
Zahteve glede mehanskih lastnosti ne veljajo za cevi, manjše od1/ 8notranji premer 3,2 mm ali debelina 0,015 palca [0,4 mm].
| Seznam | Uint | Razred A-1 | Razred C | |
| Natezna trdnost, min. | ksi | 60 | 70 | |
| MPa | 415 | 485 | ||
| Meja tečenja, min. | ksi | 37 | 40 | |
| MPa | 255 | 275 | ||
| Raztezek 50 mm (2 palca), min. | Pri vzdolžnih preskusih z navojem se za vsako zmanjšanje debeline stene za 0,8 mm [1/32 palca] pod 8 mm [5/16 palca] od osnovnega minimalnega raztezka odšteje naslednjih odstotnih točk. | % | 1,5A | 1,5A |
| Kadar se uporablja standardni okrogli vzorec dolžine 2 palca ali 50 mm ali manjši sorazmerno velik vzorec z dolžino merila, enako 4D (štirikratnik premera) | 22 | 20 | ||
| AZa izračunane minimalne vrednosti glejte tabelo 4. | ||||
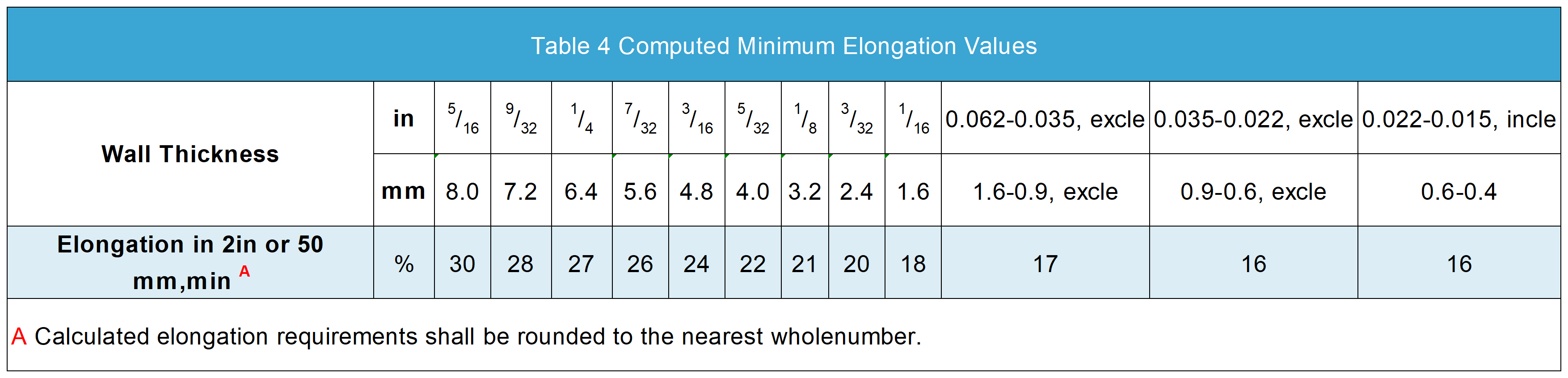
Tabela 4 prikazuje izračunane minimalne vrednosti raztezka za vsako1/32zmanjšanje debeline stene za 0,8 mm.
Če je debelina stene med zgoraj navedenima vrednostma, se najmanjša vrednost raztezka določi z naslednjo enačbo:
Imperialne enote (v palcih): E = 48t+15,00
Enota SI (mm): E = 1,87t + 15,00
kjer:
E = raztezek v 2 palcih ali 50 mm, %,
t = dejanska debelina vzorca.
Preskus trdote
Preskusi trdote po Brinellu ali Rockwellu se opravijo na vzorcih iz dveh cevi iz vsake serije.
ASTM A210 razred A-1:79-143 HBW
ASTM A210 razred C: 89-179 HBW
HBW se nanaša na merjenje trdote po Brinellu, kjer "W" pomeni uporabo karbidne kroglice kot vdolbine.
Drugi eksperimenti
Preskus sploščenosti
Preskus z razprševanjem
Hidrostatični ali nedestruktivni električni preskus
Površinska obdelava
Lahko se luži ali peska, ali oboje, in ta del je stvar dogovora, izbira pa temelji na dogovoru med uporabnikom in proizvajalcem.
Dekapiranje se uporablja predvsem za odstranjevanje oksidiranih plasti in drugih onesnaževalcev s površine jeklenih cevi.
Peskanje se uporablja za čiščenje površine in izboljšanje njene oprijemne trdnosti.
Te obdelave ne vplivajo le na kakovost površine cevi, temveč lahko vplivajo tudi na njene končne lastnosti uporabe.
Oblikovalne operacije
Ko so cevi vstavljene v kotel, se morajo raztezati in ukrivljati brez razpok ali napak. Ob pravilni uporabi morajo cevi pregrevalnika prenesti vse postopke kovanja, varjenja in upogibanja, potrebne za uporabo, brez nastanka napak.
Označevanje ASTM A210
Naslednje mora biti jasno označeno:
Ime ali logotip proizvajalca.
Specifikacija cevi (velikost, debelina stene itd.).
Vrsta cevi.
Vrsta proizvodnje jeklenih cevi: vroče obdelana ali hladno obdelana.
Uporaba ASTM A210
Uporablja se pri izdelavi majhnih do srednje velikih kotlov z zmernim tlakom, kot so stoječi kotli, sedeči kotli in drugi kotli, ki se uporabljajo za industrijsko ali stanovanjsko ogrevanje.
Pregrevalniki so deli kotla, ki se uporabljajo za dvig temperature pare nad vrelišče, cevi ASTM A210 pa so primerne za izdelavo teh visokotemperaturnih delov.
Naši sorodni izdelki
Smo proizvajalec in dobavitelj visokokakovostnih varjenih cevi iz ogljikovega jekla iz Kitajske, hkrati pa tudi prodajalec brezšivnih jeklenih cevi, ki vam ponuja široko paleto rešitev za jeklene cevi!
Oznake: astm 210, kotel, brezšivni, vroče obdelan, hladno obdelan, pregrevalec, dobavitelji, proizvajalci, tovarne, prodajalci, podjetja, veleprodaja, nakup, cena, ponudba, razsuti tovor, naprodaj, stroški.
Čas objave: 24. april 2024