
د ASTM A210 فولادو ټیوب د منځني کاربن بې سیمه فولادو ټیوب دی چې د لوړ تودوخې او لوړ فشار چاپیریالونو لپاره د بویلر او سوپر هیټر ټیوبونو په توګه کارول کیږي، لکه د بریښنا سټیشنونو او صنعتي بویلرونو کې.

د نیویګیشن تڼۍ
د ASTM A210 د اندازې حد
بهرنۍ قطر: ۱/2په (۱۲.۷ ملي متره)≤ OD ≤۵ انچه (۱۲۷ ملي متره) کې
د دیوال ضخامت: 0.035 انچه (0.9 ملي متره)≤ WT ≤0.500 انچه (12.7 ملي متره)
هغه ټیوبونه چې نور ابعاد لري، چمتو کیدی شي، په دې شرط چې دا ډول ټیوبونه د دې مشخصاتو ټولو نورو اړتیاو سره سم وي.
خام مواد
د فولادو جوړولو تمرین--فولاد به ووژل شي.
وژل شوی فولاد د فولادو د ویلې کولو په پروسه کې د ځینې مقدار ډیاکسیډیزرونو لکه سیلیکون، المونیم او منګنیز اضافه کولو ته اشاره کوي.
دا اضافه کونکي کولی شي په فولادو کې د اکسیجن سره تعامل وکړي ترڅو جامد اکسایډونه تولید کړي، پدې توګه په فولادو کې د اکسیجن مینځپانګه کموي او د اکسیډیز کولو شاملولو مخه نیسي.
د ASTM A210 درجه
ASTM A210 په دوه درجو کې شتون لري:د الف-۱ درجه او د ج درجه.
د ASTM A210 بې سیمه فولادو ټیوب تولید پروسه
د فولادو پایپونه باید د بې سیم پروسې له لارې جوړ شي او بایدګرم پای ته رسېدلی or سړه پای ته رسېدلیلکه څنګه چې مشخص شوي.
معمولا، د فولادو پایپونه چې قطر یې له 30 ملی مترو څخه ډیر وي ګرم پای ته رسیږي او هغه چې قطر یې له 30 ملی مترو څخه کم یا مساوي وي سړه پای ته رسیږي. د توپیر دا طریقه مطلقه نه ده مګر د بې سیمه فولادو پایپونو د پروسس کولو میتود ټاکلو لپاره د ګړندي او اسانه لارې په توګه کارول کیدی شي.
د تودوخې درملنه
د ګرمو پایو ټیوبونو لپاره د تودوخې درملنې ته اړتیا نشته.
د سړې پای ته رسولو وروستۍ پروسې وروسته، سړې پای ته رسیدونکي ټیوبونو ته باید فرعي کریټیکل انیل، بشپړ انیل، یا د تودوخې نورمال کولو درملنه ورکړل شي.
کیمیاوي اجزا
| عنصر | د الف-۱ درجه | د ج درجه |
| ج (کاربن)، اعظميA | ۰.۲۷ | ۰.۳۵ |
| Mn (منګنیز) | ۰.۹۳ اعظمي | ۰.۲۹-۱.۰۶ |
| P (فاسفورس)، اعظمي | ۰.۰۳۵ | ۰.۰۳۵ |
| S (سلفر)، اعظمي | ۰.۰۳۵ | ۰.۰۳۵ |
| سي (سیلیکون)، دقیقه | ۰.۱ | ۰.۱ |
| الف د ټاکل شوي کاربن اعظمي حد څخه د 0.01٪ ښکته هر کمولو لپاره، د ټاکل شوي اعظمي حد څخه پورته د منګنیز 0.06٪ زیاتوالی به تر اعظمي حد پورې 1.35٪ ته اجازه ورکړل شي. | ||
د کیمیاوي جوړښت دا اړتیاوې ډاډ ورکوي چې ټیوبونه مناسب ځواک او د تودوخې مقاومت لري.
میخانیکي ځانګړتیاوې
د میخانیکي ملکیت اړتیاوې د لاندې څخه کوچنیو ټیوبونو باندې نه پلي کیږي:۱/ 8په داخلي قطر کې [3.2 ملي میتر] یا په ضخامت کې 0.015 انچه [0.4 ملي میتر].
| لیست | یونټ | د الف-۱ درجه | د ج درجه | |
| د کشش قوت، لږترلږه | ksi | 60 | 70 | |
| MPa | ۴۱۵ | ۴۸۵ | ||
| د حاصلاتو قوت، لږترلږه | ksi | 37 | 40 | |
| MPa | ۲۵۵ | ۲۷۵ | ||
| اوږدوالی په ۵۰ ملي متر (۲ انچه) کې، لږترلږه | د اوږدوالي پټو ازموینو لپاره، د دیوال ضخامت کې د هر 1/32 انچه [0.8 ملي میتر] کمښت لپاره چې له 5/16 انچه [8 ملي میتر] څخه کم وي، د لاندې فیصدي ټکو د لومړني لږترلږه اوږدوالي څخه باید کم شي. | % | ۱.۵A | ۱.۵A |
| کله چې معیاري ګرد 2 انچه یا 50 ملي میتره د ګیج اوږدوالی یا د متناسب اندازې کوچنۍ نمونه د ګیج اوږدوالی د 4D سره مساوي (د قطر څلور چنده) سره کارول کیږي | 22 | 20 | ||
| Aد محاسبه شوي لږترلږه ارزښتونو لپاره جدول 4 وګورئ. | ||||
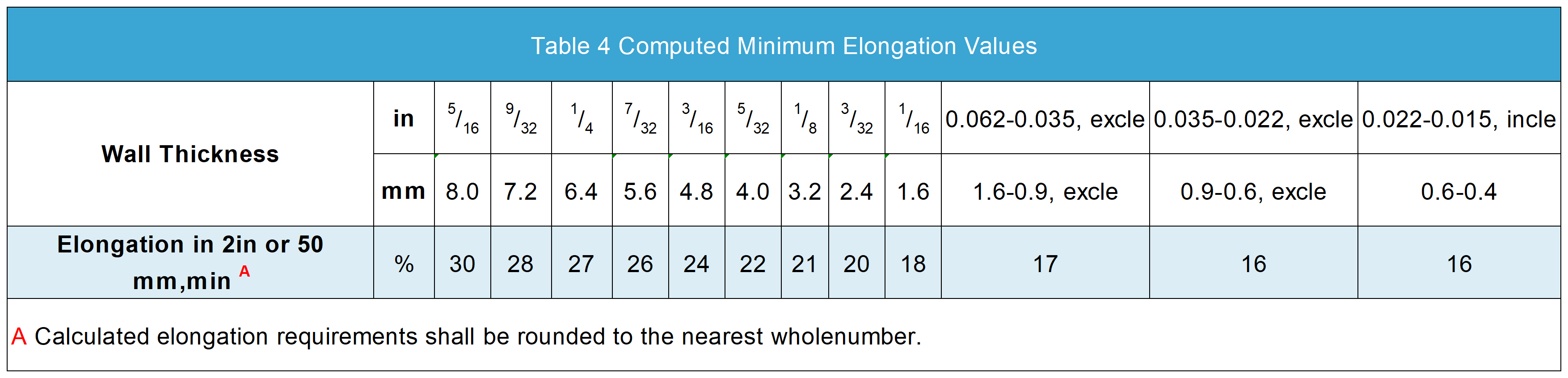
جدول ۴ د هر یو لپاره د لږترلږه اوږدوالي محاسبه شوي ارزښتونه ورکوي۱/32د دیوال ضخامت کې [0.8 ملي متره] کمښت.
چیرې چې د دیوال ضخامت د پورته ښودل شویو دوو ارزښتونو ترمنځ وي، د اوږدوالي لږترلږه ارزښت باید د لاندې معادلې لخوا ټاکل شي:
امپیریل واحدونه (په): E = 48t+15.00
د SI واحد (ملي میتر): E = 1.87t+15.00
چیرته:
E = په 2 انچه یا 50 ملي میتر کې اوږدوالی، %،
t = د نمونې اصلي ضخامت.
د سختۍ ازموینه
د برینیل یا راک ویل د سختۍ ازموینې باید د هرې برخې څخه د دوو ټیوبونو نمونو باندې ترسره شي.
د ASTM A210 درجه A-1:79-143 HBW
د ASTM A210 درجه C: 89-179 HBW
HBW د برینیل سختۍ اندازه کولو ته اشاره کوي، چیرې چې "W" د کاربایډ بال د انډینټر په توګه کارولو لپاره ولاړ دی.
نورې تجربې
د فلیټینګ ازموینه
د روښانه کېدو ازموینه
هایدروسټاټیک یا غیر تخریبي بریښنایی ازموینه
د سطحې بشپړول
دا اچار یا بلاسټ کیدی شي، یا دواړه، او دا برخه د موافقې موضوع ده، او انتخاب د کارونکي او تولیدونکي ترمنځ د موافقې پراساس دی.
اچار په عمده توګه د فولادو پایپونو له سطحې څخه د اکسیډیز شوي طبقو او نورو ککړونکو موادو د لرې کولو لپاره کارول کیږي.
د شاټ بلاسټینګ کارول د سطحې پاکولو او د هغې د چپکولو ځواک لوړولو لپاره کارول کیږي.
دا درملنې نه یوازې د پایپ د سطحې کیفیت اغیزه کوي بلکه ممکن د هغې د وروستي پلي کولو ملکیتونه هم اغیزمن کړي.
د عملیاتو جوړول
کله چې په بویلر کې دننه شي، ټیوبونه باید د درزونو یا نیمګړتیاوو پرته پراخیدونکي او مڼۍ لرونکي ولاړ وي. کله چې په سمه توګه سمبال شي، د سوپر هیټر ټیوبونه باید د ټولو جعل کولو، ویلډینګ، او خم کولو عملیاتو لپاره ولاړ وي چې د تطبیق لپاره اړین دي پرته له نیمګړتیاوو رامینځته شي.
د ASTM A210 نښه کول
لاندې باید په واضح ډول په نښه شي:
د جوړونکي نوم یا لوګو.
د پایپ مشخصات (اندازه، د دیوال ضخامت، او نور).
د پایپ درجه.
د فولادي پایپ د تولید ډول: ګرم پای یا سړه پای.
د ASTM A210 غوښتنلیکونه
د کوچنيو او منځنيو بویلرونو په جوړولو کې کارول کیږي چې د لږ فشار لرونکي وي، لکه ولاړ بویلرونه، سیټ ډاون بویلرونه، او نور بویلرونه چې د صنعتي یا استوګنې تودوخې لپاره کارول کیږي.
سوپر هیټرونه د بویلر هغه برخې دي چې د بخار د تودوخې د جوش نقطې څخه پورته کولو لپاره کارول کیږي، او د ASTM A210 ټیوبونه د دې لوړ تودوخې برخو جوړولو لپاره مناسب دي.
زموږ اړوند محصولات
موږ د چین څخه د لوړ کیفیت ویلډ شوي کاربن فولادو پایپ جوړونکي او عرضه کوونکي یو، او همدارنګه د بې سیمه فولادو پایپ سټاکیسټ یو، چې تاسو ته د فولادو پایپ حلونو پراخه لړۍ وړاندې کوو!
ټګونه: astm 210، بویلر، بې سیمه، ګرم پای ته رسیدلی، سړه پای ته رسیدلی، سوپر هیټر، عرضه کوونکي، تولیدونکي، فابریکې، سټاکیسټان، شرکتونه، عمده پلور، پیرود، قیمت، نرخ، لویه برخه، د پلور لپاره، لګښت.
د پوسټ وخت: اپریل-۲۴-۲۰۲۴