
ASTM A500 ଷ୍ଟିଲ୍ଏହା ୱେଲ୍ଡିଂ, ରିଭେଟେଡ୍, କିମ୍ବା ବୋଲ୍ଟେଡ୍ ବ୍ରିଜ୍ ଏବଂ କୋଠା ଗଠନ ଏବଂ ସାଧାରଣ ଗଠନମୂଳକ ଉଦ୍ଦେଶ୍ୟ ପାଇଁ ଥଣ୍ଡା-ଗଠିତ ୱେଲ୍ଡିଂ ଏବଂ ସିମଲେସ୍ କାର୍ବନ ଷ୍ଟିଲ୍ ସଂରଚନାତ୍ମକ ଟ୍ୟୁବିଂ।

ନାଭିଗେସନ୍ ବଟନଗୁଡ଼ିକ
ଫମ୍ପା ବିଭାଗ ଆକୃତି
ଗ୍ରେଡ୍ ବର୍ଗୀକରଣ
ଆକାର ପରିସର
କଞ୍ଚାମାଲ
ଉତ୍ପାଦନ ପଦ୍ଧତି
ଟ୍ୟୁବ୍ ଏଣ୍ଡ ପ୍ରକାର
ଗରମ ଚିକିତ୍ସା
ASTM A500 ର ରାସାୟନିକ ଗଠନ
ASTM A500 ର ଟେନସାଇଲ୍ ଆବଶ୍ୟକତା
ଫ୍ଲାଟେନିଂ ପରୀକ୍ଷା
ଫ୍ଲାରିଂ ପରୀକ୍ଷା
ASTM A500 ର ମାତ୍ରା ସହନଶୀଳତା
ଟ୍ୟୁବ୍ ଚିହ୍ନିବା
ASTM A500 ର ପ୍ରୟୋଗ
ASTM A500 ର ବିକଳ୍ପ ସାମଗ୍ରୀ
ଆମର ସମ୍ପର୍କିତ ଉତ୍ପାଦଗୁଡିକ
ଫମ୍ପା ବିଭାଗ ଆକୃତି
ଏହା ହୋଇପାରେଗୋଲ, ବର୍ଗାକାର, ଆୟତାକାର, କିମ୍ବା ଅନ୍ୟାନ୍ୟ ବିଶେଷ ଗଠନମୂଳକ ଆକୃତି.
ଏହି ଲେଖାଟି ଗୋଲ ଗଠନାତ୍ମକ ଇସ୍ପାତ ପାଇଁ ASTM A500 ର ଆବଶ୍ୟକତା ଉପରେ ଧ୍ୟାନ ଦିଏ।
ଗ୍ରେଡ୍ ବର୍ଗୀକରଣ
ASTM A500 ଇସ୍ପାତ ପାଇପକୁ ତିନୋଟି ଗ୍ରେଡରେ ବର୍ଗୀକୃତ କରେ,ଗ୍ରେଡ୍ B, ଗ୍ରେଡ୍ C, ଏବଂ ଗ୍ରେଡ୍ D.
ଏହା ଉଲ୍ଲେଖନୀୟ ଯେ ASTM A500 ର ପୂର୍ବ ସଂସ୍କରଣଗୁଡ଼ିକରେ ମଧ୍ୟ ଗ୍ରେଡ୍ A ଥିଲା, ଯାହାକୁ 2023 ର ସର୍ବଶେଷ ସଂସ୍କରଣରେ ଅପସାରିତ କରାଯାଇଥିଲା।
ଆକାର ପରିସର
ବାହ୍ୟ ବ୍ୟାସ ≤ 2235mm [88in] ଏବଂ କାନ୍ଥ ଘନତା ≤ 25.4mm [1in] ଥିବା ଟ୍ୟୁବ ପାଇଁ।
କଞ୍ଚାମାଲ
ଇସ୍ପାତ ନିମ୍ନଲିଖିତ ଗୋଟିଏ କିମ୍ବା ଅଧିକ ପ୍ରକ୍ରିୟା ଦ୍ଵାରା ତିଆରି କରାଯିବ:ମୌଳିକ ଅମ୍ଳଜାନ କିମ୍ବା ବୈଦ୍ୟୁତିକ ଚୁଲି.
ମୌଳିକ ଅମ୍ଳଜାନ ପ୍ରକ୍ରିୟା: ଏହା ଇସ୍ପାତ ଉତ୍ପାଦନର ଏକ ଆଧୁନିକ ଦ୍ରୁତ ପଦ୍ଧତି, ଯାହା ତରଳିତ ପିଗ୍ ଲୁହାରେ ଅମ୍ଳଜାନ ଫୁଙ୍କି କାର୍ବନ ପରିମାଣକୁ ହ୍ରାସ କରେ, ଏବଂ ସଲଫର ଏବଂ ଫସଫରସ୍ ଭଳି ଅନ୍ୟାନ୍ୟ ଅନାବଶ୍ୟକ ଉପାଦାନଗୁଡ଼ିକୁ ଅପସାରଣ କରେ। ଏହା ପ୍ରଚୁର ପରିମାଣର ଇସ୍ପାତର ଦ୍ରୁତ ଉତ୍ପାଦନ ପାଇଁ ଉପଯୁକ୍ତ।
ବୈଦ୍ୟୁତିକ ଚୁଲି ପ୍ରକ୍ରିୟା: ବୈଦ୍ୟୁତିକ ଚୁଲି ପ୍ରକ୍ରିୟା ସ୍କ୍ରାପ୍ ତରଳାଇବା ଏବଂ ସିଧାସଳଖ ଲୁହାକୁ ହ୍ରାସ କରିବା ପାଇଁ ଏକ ଉଚ୍ଚ ତାପମାତ୍ରା ବୈଦ୍ୟୁତିକ ଆର୍କ ବ୍ୟବହାର କରେ, ଏବଂ ଏହା ବିଶେଷ ଗ୍ରେଡ୍ ଉତ୍ପାଦନ ଏବଂ ମିଶ୍ରଧାତୁ ରଚନା ନିୟନ୍ତ୍ରଣ କରିବା ପାଇଁ, ଏବଂ ଛୋଟ ବ୍ୟାଚ୍ ଉତ୍ପାଦନ ପାଇଁ ବିଶେଷ ଉପଯୋଗୀ।
ଉତ୍ପାଦନ ପଦ୍ଧତି
ସିମଲେସ୍ କିମ୍ବା ୱେଲ୍ଡିଂ ପ୍ରକ୍ରିୟା।
ବୈଦ୍ୟୁତିକ-ପ୍ରତିରୋଧ-ୱେଲ୍ଡିଂ (ERW) ପ୍ରକ୍ରିୟା ଦ୍ୱାରା ଫ୍ଲାଟ-ରୋଲ୍ଡ ଇସ୍ପାତରୁ ୱେଲ୍ଡିଂ ଟ୍ୟୁବିଂ ତିଆରି କରାଯିବ। ପାଇପର ଶକ୍ତି ସୁନିଶ୍ଚିତ କରିବା ପାଇଁ ୱେଲ୍ଡ ସିମ୍ ମଧ୍ୟ ଦେଇ ୱେଲ୍ଡିଂ କରାଯିବା ଉଚିତ।
ୱେଲ୍ଡିଂ ପ୍ରକ୍ରିୟା ଦ୍ୱାରା ଉତ୍ପାଦିତ ପାଇପ୍ଗୁଡ଼ିକ ସାଧାରଣତଃ ଭିତର ୱେଲ୍ଡକୁ ଅପସାରିତ କରନ୍ତି ନାହିଁ।
ଟ୍ୟୁବ୍ ଏଣ୍ଡ ପ୍ରକାର
ଯଦି ବିଶେଷ ଭାବରେ ଆବଶ୍ୟକ ନୁହେଁ, ତେବେ ଗଠନମୂଳକ ଟ୍ୟୁବ୍ ହେବା ଉଚିତସମତଳ-ପ୍ରାନ୍ତଏବଂ ଗାତ ସଫା।
ଗରମ ଚିକିତ୍ସା
ଗ୍ରେଡ୍ B ଏବଂ ଗ୍ରେଡ୍ C
ଆନିଲ୍ କରାଯାଇପାରିବ କିମ୍ବା ଚାପମୁକ୍ତ କରାଯାଇପାରିବ।
ଟ୍ୟୁବ୍କୁ ଉଚ୍ଚ ତାପମାତ୍ରାରେ ଗରମ କରି ଏବଂ ତା’ପରେ ଧୀରେ ଧୀରେ ଥଣ୍ଡା କରି ଆନିଲିଂ କରାଯାଏ। ଆନିଲିଂ ସାମଗ୍ରୀର କଠିନତା ଏବଂ ସମାନତାକୁ ଉନ୍ନତ କରିବା ପାଇଁ ଏହାର ମାଇକ୍ରୋଷ୍ଟ୍ରକ୍ଚରକୁ ପୁନଃବ୍ୟବସ୍ଥିତ କରେ।
ଚାପମୁକ୍ତି ସାଧାରଣତଃ ସାମଗ୍ରୀକୁ କମ୍ ତାପମାତ୍ରାରେ (ସାଧାରଣତଃ ଆନିଲିଂ ଅପେକ୍ଷା କମ୍) ଗରମ କରି ଏବଂ କିଛି ସମୟ ପାଇଁ ଧରି ରଖି ଏବଂ ତାପରେ ଥଣ୍ଡା କରି ସଫଳ ହୁଏ। ଏହା ପରବର୍ତ୍ତୀ କାର୍ଯ୍ୟ ଯେପରିକି ୱେଲ୍ଡିଂ କିମ୍ବା କଟିଂ ସମୟରେ ସାମଗ୍ରୀର ବିକୃତି କିମ୍ବା ଫାଟିଯିବାକୁ ରୋକିବାରେ ସାହାଯ୍ୟ କରେ।
ଗ୍ରେଡ୍ ଡି
ଗରମ ଚିକିତ୍ସା ଆବଶ୍ୟକ।
ଏହା ଅତି କମରେ ତାପମାତ୍ରାରେ କରାଯିବା ଉଚିତପ୍ରତି ୨୫ ମିମି କାନ୍ଥ ଘନତା ପାଇଁ ୧ ଘଣ୍ଟା ପାଇଁ ୧୧୦୦°F (୫୯୦°C).
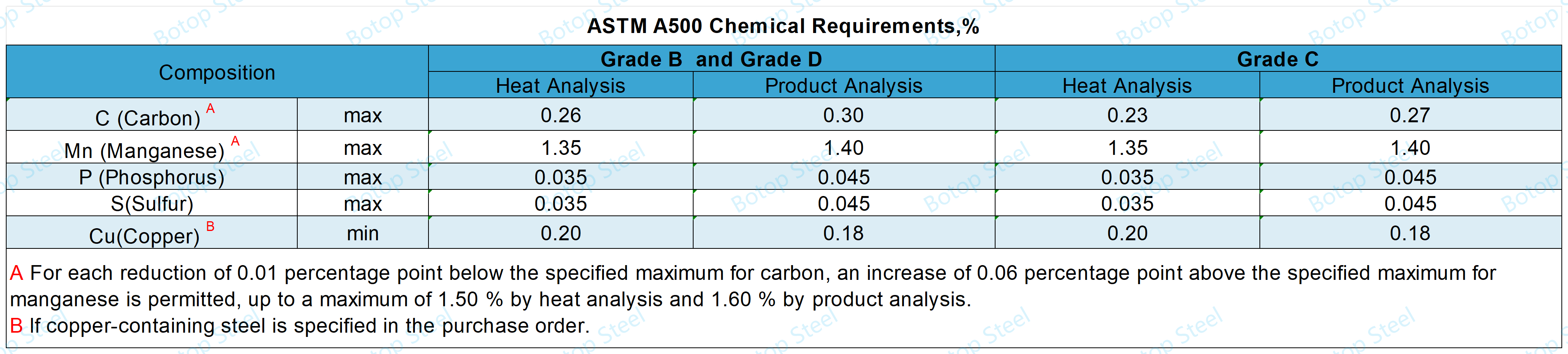
ASTM A500 ର ରାସାୟନିକ ଗଠନ
ପରୀକ୍ଷଣ ପଦ୍ଧତି: ASTM A751।
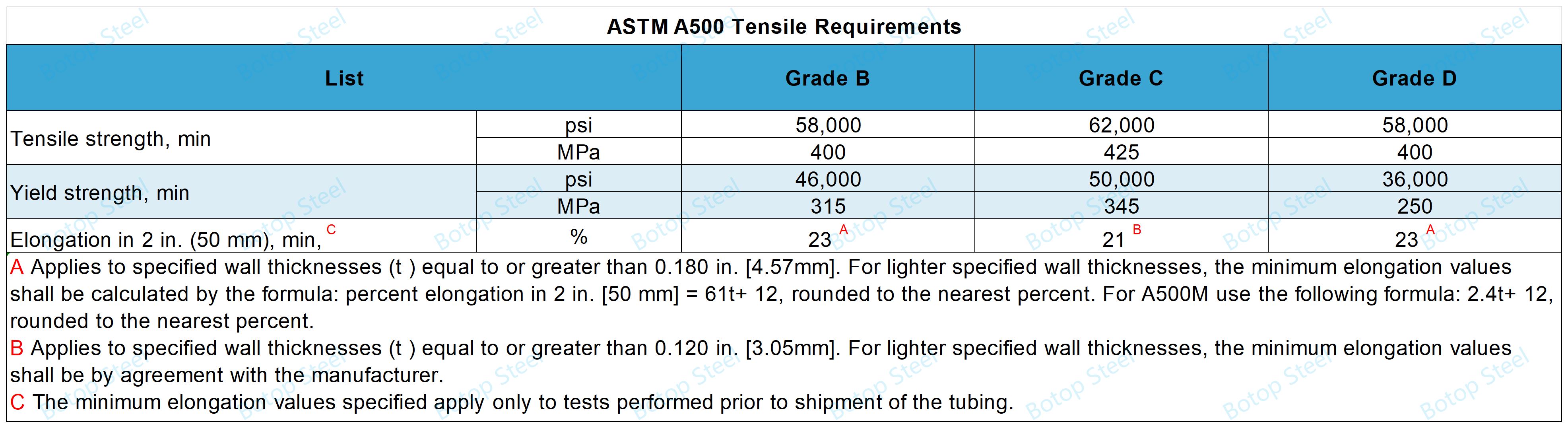
ASTM A500 ର ଟେନସାଇଲ୍ ଆବଶ୍ୟକତା
ନମୁନାଗୁଡ଼ିକ ASTM A370, ପରିଶିଷ୍ଟ A2 ର ପ୍ରଯୁଜ୍ୟ ଆବଶ୍ୟକତା ପୂରଣ କରିବ।
ଫ୍ଲାଟେନିଂ ପରୀକ୍ଷା
ୱେଲ୍ଡିଂ ଗୋଲ ଷ୍ଟ୍ରକଚର୍ନାଲ ଟ୍ୟୁବ୍ସ
ୱେଲ୍ଡିଂdକାମୁକତାtଏହା: ଅତି କମରେ 4 ଇଞ୍ଚ (100 ମିମି) ଲମ୍ବା ନମୁନା ବ୍ୟବହାର କରି, ପ୍ଲେଟଗୁଡ଼ିକ ମଧ୍ୟରେ ଦୂରତା ପାଇପର ବାହ୍ୟ ବ୍ୟାସର 2/3 ରୁ କମ୍ ନହେବା ପର୍ଯ୍ୟନ୍ତ ନମୁନାକୁ 90° ରେ ୱେଲ୍ଡ ସହିତ ଲୋଡିଂ ଦିଗରେ ସମତଳ କରନ୍ତୁ। ଏହି ପ୍ରକ୍ରିୟା ସମୟରେ ନମୁନାଟି ଭିତର କିମ୍ବା ବାହ୍ୟ ପୃଷ୍ଠରେ ଫାଟିଯିବ ନାହିଁ କିମ୍ବା ଭାଙ୍ଗିଯିବ ନାହିଁ।
ପାଇପ୍ ନଳୀ ପରୀକ୍ଷା: ପ୍ଲେଟଗୁଡ଼ିକ ମଧ୍ୟରେ ଦୂରତା ପାଇପର ବାହ୍ୟ ବ୍ୟାସର 1/2 ରୁ କମ୍ ନହେବା ପର୍ଯ୍ୟନ୍ତ ନମୁନାକୁ ସମତଳ କରି ଚାଲନ୍ତୁ। ଏହି ସମୟରେ, ପାଇପର ଭିତର ଏବଂ ବାହ୍ୟ ପୃଷ୍ଠରେ ଫାଟ କିମ୍ବା ଭଙ୍ଗା ରହିବା ଉଚିତ୍ ନୁହେଁ।
ଅଖଣ୍ଡତାtଏହା: ନମୁନାକୁ ଫ୍ଲାଟ କରିବା ଜାରି ରଖନ୍ତୁ ଯେପର୍ଯ୍ୟନ୍ତ ଏକ ଭଙ୍ଗା ନହୁଏ କିମ୍ବା ଆପେକ୍ଷିକ କାନ୍ଥ ଘନତା ଆବଶ୍ୟକତା ପୂରଣ ନହୁଏ। ଯଦି ଫ୍ଲାଟନିଂ ପରୀକ୍ଷା ସମୟରେ ପ୍ଲାଏ ପିଲିଂ, ଅସ୍ଥିର ସାମଗ୍ରୀ କିମ୍ବା ଅସମ୍ପୂର୍ଣ୍ଣ ୱେଲ୍ଡର ପ୍ରମାଣ ମିଳେ, ତେବେ ନମୁନାକୁ ଅସନ୍ତୁଷ୍ଟ ବୋଲି ବିଚାର କରାଯିବ।
ସିମଲେସ୍ ଗୋଲ ଷ୍ଟ୍ରକଚର୍ନାଲ ଟ୍ୟୁବ୍ସ
ନମୁନା ଲମ୍ବ: ପରୀକ୍ଷା ପାଇଁ ବ୍ୟବହୃତ ନମୁନାର ଲମ୍ବ 2 1/2 ଇଞ୍ଚ (65 ମିମି) ରୁ କମ୍ ହେବ ନାହିଁ।
ନଳୀ ପରୀକ୍ଷା: ଫାଟିବା କିମ୍ବା ଭଙ୍ଗା ନହୋଇ, ନମୁନାକୁ ସମାନ୍ତରାଳ ପ୍ଲେଟଗୁଡ଼ିକ ମଧ୍ୟରେ ସମତଳ କରାଯାଏ ଯେପର୍ଯ୍ୟନ୍ତ ପ୍ଲେଟଗୁଡ଼ିକ ମଧ୍ୟରେ ଦୂରତା ନିମ୍ନଲିଖିତ ସୂତ୍ର ଦ୍ୱାରା ଗଣନା କରାଯାଇଥିବା "H" ମୂଲ୍ୟଠାରୁ କମ୍ ନହୁଏ:
H=(1+e)t/(e+t/D)
H = ଫ୍ଲାଟନିଂ ପ୍ଲେଟଗୁଡ଼ିକ ମଧ୍ୟରେ ଦୂରତା, ଇଞ୍ଚ [ମିମି],
e= ପ୍ରତି ୟୁନିଟ୍ ଲମ୍ବରେ ବିକୃତି (ଏକ ନିର୍ଦ୍ଦିଷ୍ଟ ଗ୍ରେଡ୍ ଇସ୍ପାତ ପାଇଁ ସ୍ଥିର, ଗ୍ରେଡ୍ B ପାଇଁ 0.07, ଏବଂ ଗ୍ରେଡ୍ C ପାଇଁ 0.06),
t= ଟ୍ୟୁବିଂର ନିର୍ଦ୍ଦିଷ୍ଟ କାନ୍ଥ ଘନତା, ଇଞ୍ଚ [ମିମି],
D = ଟ୍ୟୁବିଂର ନିର୍ଦ୍ଦିଷ୍ଟ ବାହ୍ୟ ବ୍ୟାସ, ଇଞ୍ଚ [ମିମି]।
ଅଖଣ୍ଡତାtଏହା: ନମୁନା ଭାଙ୍ଗିବା କିମ୍ବା ନମୁନାର ବିପରୀତ କାନ୍ଥ ମିଶିବା ପର୍ଯ୍ୟନ୍ତ ନମୁନାକୁ ସମତଳ କରିବା ଜାରି ରଖନ୍ତୁ।
ବିଫଳତାcନୀତି ନିୟମ: ଫ୍ଲାଟେନିଂ ପରୀକ୍ଷାରେ ମିଳୁଥିବା ଲାମିନାର ପିଲିଂ କିମ୍ବା ଦୁର୍ବଳ ସାମଗ୍ରୀ ପ୍ରତ୍ୟାଖ୍ୟାନର କାରଣ ହେବ।
ଫ୍ଲାରିଂ ପରୀକ୍ଷା
≤ 254 ମିମି (10 ଇଞ୍ଚ) ବ୍ୟାସ ବିଶିଷ୍ଟ ଗୋଲ ଟ୍ୟୁବ୍ ପାଇଁ ଏକ ଫ୍ଲେରିଂ ପରୀକ୍ଷା ଉପଲବ୍ଧ, କିନ୍ତୁ ଏହା ବାଧ୍ୟତାମୂଳକ ନୁହେଁ।
ASTM A500 ର ମାତ୍ରା ସହନଶୀଳତା

ଟ୍ୟୁବ୍ ଚିହ୍ନିବା
ନିମ୍ନଲିଖିତ ସୂଚନା ଅନ୍ତର୍ଭୁକ୍ତ ହେବା ଉଚିତ:
ନିର୍ମାତାଙ୍କ ନାମ: ଏହା ନିର୍ମାତାଙ୍କ ପୂର୍ଣ୍ଣ ନାମ କିମ୍ବା ସଂକ୍ଷିପ୍ତ ନାମ ହୋଇପାରେ।
ବ୍ରାଣ୍ଡ କିମ୍ବା ଟ୍ରେଡମାର୍କ: ନିର୍ମାତାଙ୍କ ଦ୍ୱାରା ସେମାନଙ୍କର ଉତ୍ପାଦଗୁଡ଼ିକୁ ପୃଥକ କରିବା ପାଇଁ ବ୍ୟବହୃତ ବ୍ରାଣ୍ଡ ନାମ କିମ୍ବା ଟ୍ରେଡମାର୍କ।
ନିର୍ଦ୍ଦିଷ୍ଟକରଣ ଡିଜିନେଟର୍: ASTM A500, ଯେଉଁଥିରେ ପ୍ରକାଶନର ବର୍ଷ ଅନ୍ତର୍ଭୁକ୍ତ ହେବା ଆବଶ୍ୟକ ନାହିଁ।
ଗ୍ରେଡ୍ ଲେଟର: B, C କିମ୍ବା D ଗ୍ରେଡ୍।
≤ 100mm (4in) ବ୍ୟାସ ବିଶିଷ୍ଟ ଗଠନମୂଳକ ଟ୍ୟୁବ୍ ପାଇଁ, ଚିହ୍ନଟ ସୂଚନାକୁ ସ୍ପଷ୍ଟ ଭାବରେ ଚିହ୍ନିତ କରିବା ପାଇଁ ଲେବଲ ବ୍ୟବହାର କରାଯାଇପାରିବ।
ASTM A500 ର ପ୍ରୟୋଗ
ଏହାର ଉତ୍କୃଷ୍ଟ ଯାନ୍ତ୍ରିକ ଗୁଣ ଏବଂ ୱେଲ୍ଡିଂ କ୍ଷମତା ଯୋଗୁଁ, ASTM A500 ଇସ୍ପାତ ପାଇପ୍ ବିଭିନ୍ନ ପ୍ରକାରର ଗଠନରେ ବ୍ୟବହୃତ ହୁଏ ଯେଉଁଠାରେ ସ୍ଥାୟୀତ୍ୱ ଏବଂ ଶକ୍ତି ଆବଶ୍ୟକ।
ନିର୍ମାଣ: ଫ୍ରେମିଂ ସିଷ୍ଟମ, ଛାତ ଗଠନ, ତୋରଣ ଡିଜାଇନ୍ ଉପାଦାନ ଏବଂ ଗୋଲ ସ୍ତମ୍ଭ ଭଳି କୋଠା ଗଠନକୁ ସମର୍ଥନ କରିବା ପାଇଁ ବ୍ୟବହୃତ ହୁଏ।
ସେତୁ ନିର୍ମାଣ: ସେତୁର ଗଠନମୂଳକ ଉପାଦାନଗୁଡ଼ିକ ପାଇଁ, ଯେପରିକି ବୃତ୍ତାକାର ଭାରବାହୀ ସ୍ତମ୍ଭ ଏବଂ ସେତୁ ପାଇଁ ଟ୍ରସ୍।
ଶିଳ୍ପ ଭିତ୍ତିଭୂମି: ତୈଳ ଏବଂ ଗ୍ୟାସ ସୁବିଧା, ରାସାୟନିକ ପ୍ଲାଣ୍ଟ ଏବଂ ଇସ୍ପାତ କାରଖାନା ଭଳି ବଡ଼ ଶିଳ୍ପ କୋଠାରେ, ସମର୍ଥନ ଗଠନ ଏବଂ ପରିବହନ ପାଇପିଂ ନିର୍ମାଣ ପାଇଁ ଗୋଲ ଇସ୍ପାତ ଟ୍ୟୁବ୍ ବ୍ୟବହୃତ ହୁଏ।
ପରିବହନ ବ୍ୟବସ୍ଥା: ଟ୍ରାଫିକ୍ ସାଇନ୍ ପୋଷ୍ଟ, ଲାଇଟ୍ ପୋଲ ଏବଂ ଗାର୍ଡରେଲ୍ ଷ୍ଟ୍ରଟ୍ ପାଇଁ।
ଯନ୍ତ୍ରପାତି ନିର୍ମାଣ: କୃଷି ଯନ୍ତ୍ରପାତି, ଖଣି ଉପକରଣ, ଏବଂ ନିର୍ମାଣ ଯନ୍ତ୍ରପାତି ଭଳି ଯନ୍ତ୍ରପାତି ଏବଂ ଭାରୀ ଯନ୍ତ୍ରପାତିର ଅଂଶ ଭାବରେ।
ଉପଯୋଗୀତା: ପାଣି, ଗ୍ୟାସ୍, ପେଟ୍ରୋଲିୟମ୍ ଉତ୍ପାଦ ଇତ୍ୟାଦି ପାଇଁ ପାଇପଲାଇନରେ ଏବଂ ତାର ଏବଂ କେବୁଲ ସୁରକ୍ଷା ପାଇପ ଭାବରେ ବ୍ୟବହୃତ ହୁଏ।
କ୍ରୀଡା ସୁବିଧା: କ୍ରୀଡା ସ୍ଥାନ ନିର୍ମାଣରେ, ଗୋଲ ଷ୍ଟିଲ୍ ଟ୍ୟୁବ୍ ବ୍ଲିଚର୍, ଲାଇଟିଂ ଟାୱାର ଏବଂ ଅନ୍ୟାନ୍ୟ ସହାୟକ ଗଠନ ପାଇଁ ବ୍ୟବହୃତ ହୁଏ।
ଫର୍ନିଚର୍ ଏବଂ ସାଜସଜ୍ଜା: ଗୋଲାକାର ଗଠନମୂଳକ ଷ୍ଟିଲ୍ ଟ୍ୟୁବ୍ଗୁଡ଼ିକ ଧାତୁ ଫର୍ଣ୍ଣିଚର ତିଆରି ପାଇଁ ବ୍ୟବହୃତ ହୁଏ, ଯେପରିକି ଟେବୁଲ ଏବଂ ଚେୟାର ପାଇଁ ଗୋଡ଼, ଏବଂ ଆଧୁନିକ ଆଭ୍ୟନ୍ତରୀଣ ଡିଜାଇନ୍ ପାଇଁ ସାଜସଜ୍ଜା ଉପାଦାନଗୁଡ଼ିକ।
ବାଡ଼ ଏବଂ ରେଲିଂ ପ୍ରଣାଳୀ: ବାଡ଼ ଏବଂ ରେଲିଂ ସିଷ୍ଟମ ପାଇଁ ପୋଷ୍ଟ ଭାବରେ ବ୍ୟବହୃତ ହୁଏ, ବିଶେଷକରି ଯେଉଁଠାରେ ଗଠନାତ୍ମକ ଶକ୍ତି ଏବଂ ସ୍ଥାୟୀତ୍ୱ ଆବଶ୍ୟକ।
ASTM A500 ର ବିକଳ୍ପ ସାମଗ୍ରୀ
ASTM A501: ଏହା ASTM A500 ପରି ଗରମ-ଗଠିତ କାର୍ବନ ଷ୍ଟିଲ୍ ଗଠନାତ୍ମକ ଟ୍ୟୁବିଂ ପାଇଁ ଏକ ମାନକ, କିନ୍ତୁ ଗରମ-ଗଠିତ ଉତ୍ପାଦନ ପ୍ରକ୍ରିୟା ପାଇଁ ପ୍ରଯୁଜ୍ୟ।
ASTM A252: ଭିତ୍ତିଭୂମି ଏବଂ ପାଇଲିଂ କାର୍ଯ୍ୟରେ ବ୍ୟବହାର ପାଇଁ ଷ୍ଟିଲ୍ ପାଇପ୍ ପାଇଲ୍ ପାଇଁ ମାନକ।
ASTM A106: ସିମଲେସ୍ କାର୍ବନ ଷ୍ଟିଲ୍ ପାଇପ୍, ସାଧାରଣତଃ ଉଚ୍ଚ-ତାପମାନ ପରିବେଶରେ ବ୍ୟବହୃତ ହୁଏ।
ASTM A53: ଚାପ ଏବଂ ଯାନ୍ତ୍ରିକ ପ୍ରୟୋଗ ପାଇଁ ଆଉ ଏକ ପ୍ରକାରର କାର୍ବନ ଷ୍ଟିଲ୍ ପାଇପ୍, ଯାହା ତରଳ ସ୍ଥାନାନ୍ତର ପ୍ରଣାଳୀରେ ବହୁଳ ଭାବରେ ବ୍ୟବହୃତ ହୁଏ।
EN 10210: ୟୁରୋପରେ, EN 10210 ମାନକ ଗରମ-ଗଠିତ ଗଠନାତ୍ମକ ଫମ୍ପା ଅଂଶ ପାଇଁ ବୈଷୟିକ ବିତରଣ ଅବସ୍ଥା ନିର୍ଦ୍ଦିଷ୍ଟ କରେ, ଯାହାର ପ୍ରୟୋଗ କ୍ଷେତ୍ର ASTM A500 ସହିତ ସମାନ।
CSA G40.21: ଏକ କାନାଡିଆନ୍ ମାନକ ଯାହା ସମାନ ପ୍ରୟୋଗ ପାଇଁ ବ୍ୟବହାର କରାଯାଇପାରୁଥିବା ବିଭିନ୍ନ ଶକ୍ତି ଗ୍ରେଡ୍ରେ ଗଠନମୂଳକ ଗୁଣାତ୍ମକ ଷ୍ଟିଲ୍ର ଏକ ବିସ୍ତୃତ ପରିସର ପ୍ରଦାନ କରେ।
JIS G3466: ସାଧାରଣ ଗଠନମୂଳକ ବ୍ୟବହାର ପାଇଁ କାର୍ବନ ଇସ୍ପାତର ବର୍ଗାକାର ଏବଂ ଆୟତାକାର ଟ୍ୟୁବ୍ ପାଇଁ ଜାପାନୀ ଶିଳ୍ପ ମାନକ।
IS 4923: ଥଣ୍ଡା-ଗଠିତ ୱେଲ୍ଡିଂ କିମ୍ବା ସିମଲେସ୍ କାର୍ବନ ଇସ୍ପାତ ଗଠନମୂଳକ ଫମ୍ପା ଅଂଶ ପାଇଁ ଭାରତୀୟ ମାନକ।
AS/NZS 1163: ଗଠନମୂଳକ ଇସ୍ପାତ ଟ୍ୟୁବ୍ ଏବଂ ଫମ୍ପା ଅଂଶ ପାଇଁ ଅଷ୍ଟ୍ରେଲିଆ ଏବଂ ନ୍ୟୁଜିଲ୍ୟାଣ୍ଡ ମାନଦଣ୍ଡ।
ଆମର ସମ୍ପର୍କିତ ଉତ୍ପାଦଗୁଡିକ
୨୦୧୪ ମସିହାରେ ପ୍ରତିଷ୍ଠା ହେବା ପରଠାରୁ, ବୋଟପ୍ ଷ୍ଟିଲ୍ ଉତ୍ତର ଚୀନ୍ରେ ଏକ ଅଗ୍ରଣୀ କାର୍ବନ ଷ୍ଟିଲ୍ ପାଇପ୍ ଯୋଗାଣକାରୀ ହୋଇପାରିଛି, ଯାହା ଏହାର ଉତ୍କୃଷ୍ଟ ସେବା, ଉଚ୍ଚମାନର ଉତ୍ପାଦ ଏବଂ ବ୍ୟାପକ ସମାଧାନ ପାଇଁ ଜଣାଶୁଣା। କମ୍ପାନୀର ବ୍ୟାପକ ଉତ୍ପାଦ ପରିସର ମଧ୍ୟରେ ସିମଲେସ୍, ERW, LSAW, ଏବଂ SSAW ଷ୍ଟିଲ୍ ପାଇପ୍, ସହିତ ପାଇପ୍ ଫିଟିଂ, ଫ୍ଲାଞ୍ଜ ଏବଂ ସ୍ୱତନ୍ତ୍ର ଷ୍ଟିଲ୍ ଅନ୍ତର୍ଭୁକ୍ତ।
ଗୁଣବତ୍ତା ପ୍ରତି ଦୃଢ଼ ପ୍ରତିବଦ୍ଧତା ସହିତ, ବୋଟପ୍ ଷ୍ଟିଲ୍ ଏହାର ଉତ୍ପାଦଗୁଡ଼ିକର ନିର୍ଭରଯୋଗ୍ୟତା ସୁନିଶ୍ଚିତ କରିବା ପାଇଁ କଠୋର ନିୟନ୍ତ୍ରଣ ଏବଂ ପରୀକ୍ଷଣ କାର୍ଯ୍ୟକାରୀ କରେ। ଏହାର ଅଭିଜ୍ଞ ଦଳ ଗ୍ରାହକ ସନ୍ତୁଷ୍ଟି ଉପରେ ଧ୍ୟାନ ଦେଇ ବ୍ୟକ୍ତିଗତ ସମାଧାନ ଏବଂ ବିଶେଷଜ୍ଞ ସହାୟତା ପ୍ରଦାନ କରେ।
ଟ୍ୟାଗ୍ଗୁଡ଼ିକ: astm a500, astm a500 ଗ୍ରେଡ୍ b, astm a500 ଗ୍ରେଡ୍ c, astm a500 ଗ୍ରେଡ୍ d।
ପୋଷ୍ଟ ସମୟ: ମଇ-୦୪-୨୦୨୪