
Tiub keluli ASTM A210 ialah tiub keluli lancar karbon sederhana yang digunakan sebagai tiub dandang dan pemanas lampau untuk persekitaran suhu tinggi dan tekanan tinggi, seperti di stesen janakuasa dan dandang perindustrian.

Butang Navigasi
Julat Saiz ASTM A210
Diameter Luar: 1/2inci (12.7mm) ≤ OD ≤5in (127mm)
Ketebalan Dinding: 0.035 inci (0.9mm) ≤ Berat ≤0.500 inci (12.7mm)
Tiub yang mempunyai dimensi lain boleh disediakan, dengan syarat tiub tersebut mematuhi semua keperluan lain dalam spesifikasi ini.
Bahan Mentah
Amalan Pembuatan Keluli--Keluli itu hendaklah dibunuh.
Keluli mati merujuk kepada penambahan sejumlah penyahoksida seperti silikon, aluminium dan mangan semasa proses peleburan keluli.
Bahan tambahan ini boleh bertindak balas dengan oksigen dalam keluli untuk menghasilkan oksida pepejal, sekali gus mengurangkan kandungan oksigen dalam keluli dan mencegah pembentukan rangkuman pengoksidaan.
Gred ASTM A210
ASTM A210 terdapat dalam dua gred:Gred A-1 dan Gred C.
Proses Pengeluaran Tiub Keluli Lancar ASTM A210
Paip keluli hendaklah dibuat melalui proses tanpa sambungan dan hendaklahsiap panas or kemasan sejukseperti yang dinyatakan.
Kebiasaannya, paip keluli dengan diameter lebih besar daripada 30 milimeter adalah paip kemasan panas dan paip yang mempunyai diameter kurang daripada atau sama dengan 30 milimeter adalah paip kemasan sejuk. Kaedah pembezaan ini tidak mutlak tetapi boleh digunakan sebagai cara yang cepat dan mudah untuk menentukan kaedah pemprosesan paip keluli tanpa sambungan.
Rawatan Haba
Rawatan haba tidak diperlukan untuk tiub yang telah siap panas.
Tiub kemasan sejuk hendaklah diberi rawatan anil subkritikal, anil penuh atau rawatan haba penormalan selepas proses kemasan sejuk terakhir.
Komponen Kimia
| Unsur | Gred A-1 | Gred C |
| C (Karbon), maksA | 0.27 | 0.35 |
| Mn (Mangan) | 0.93 maksimum | 0.29-1.06 |
| P (Fosforus), maksimum | 0.035 | 0.035 |
| S (Sulfur), maks | 0.035 | 0.035 |
| Si (Silikon), min | 0.1 | 0.1 |
| Bagi setiap pengurangan 0.01% di bawah maksimum karbon yang ditentukan, peningkatan mangan sebanyak 0.06% di atas maksimum yang ditentukan akan dibenarkan sehingga maksimum 1.35%. | ||
Keperluan komposisi kimia ini memastikan tiub mempunyai kekuatan dan rintangan suhu yang mencukupi.
Sifat Mekanikal
Keperluan sifat mekanikal tidak terpakai pada tiub yang lebih kecil daripada1/ 8dalam diameter dalam [3.2 mm] atau ketebalan 0.015 inci [0.4 mm].
| Senarai | Uint | Gred A-1 | Gred C | |
| Kekuatan tegangan, min | ksi | 60 | 70 | |
| MPa | 415 | 485 | ||
| Kekuatan hasil, min | ksi | 37 | 40 | |
| MPa | 255 | 275 | ||
| Pemanjangan inci50 mm (2 inci), min | Bagi ujian jalur membujur, potongan hendaklah dibuat bagi setiap pengurangan ketebalan dinding 1/32 inci [0.8 mm] di bawah 5/16 inci [8 mm] daripada pemanjangan minimum asas bagi titik peratusan berikut. | % | 1.5A | 1.5A |
| Apabila panjang tolok bulat standard 2 inci atau 50 mm atau spesimen bersaiz berkadar yang lebih kecil dengan panjang tolok bersamaan dengan 4D (empat kali diameter) digunakan | 22 | 20 | ||
| ALihat Jadual 4 untuk nilai minimum yang dikira. | ||||
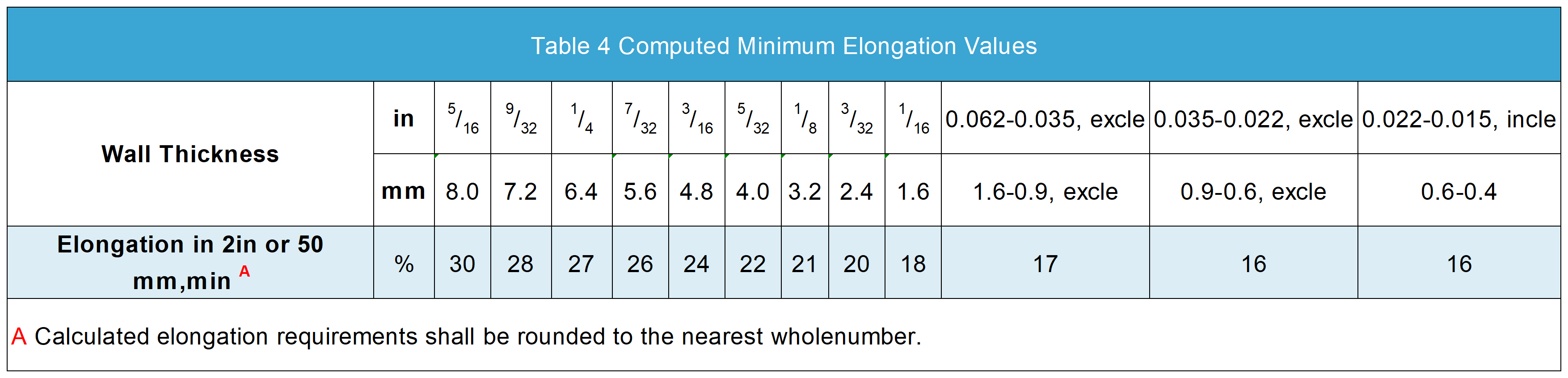
Jadual 4 memberikan nilai pemanjangan minimum yang dikira untuk setiap1/32inci [0.8 mm] pengurangan ketebalan dinding.
Jika ketebalan dinding terletak di antara dua nilai yang ditunjukkan di atas, nilai pemanjangan minimum hendaklah ditentukan oleh persamaan berikut:
Unit Imperial (dalam): E = 48t+15.00
Unit SI (mm): E = 1.87t+15.00
di mana:
E = pemanjangan dalam 2 inci atau 50 mm, %,
t = ketebalan sebenar spesimen.
Ujian Kekerasan
Ujian kekerasan Brinell atau Rockwell hendaklah dibuat ke atas spesimen daripada dua tiub daripada setiap lot.
ASTM A210 Gred A-1:79-143 HBW
ASTM A210 Gred C: 89-179 HBW
HBW merujuk kepada pengukuran Kekerasan Brinell, di mana "W" bermaksud penggunaan bola karbida sebagai indenter.
Eksperimen Lain
Ujian Perataan
Ujian Pembakaran
Ujian Elektrik Hidrostatik atau Tanpa Musnah
Kemasan Permukaan
Ia boleh dijeruk atau diletupkan, atau kedua-duanya, dan bahagian ini adalah perkara persetujuan, dan pilihan adalah berdasarkan persetujuan antara pengguna dan pengilang.
Penjerukan terutamanya digunakan untuk membuang lapisan teroksida dan bahan cemar lain dari permukaan paip keluli.
Letupan tembakan digunakan untuk membersihkan permukaan dan meningkatkan kekuatan lekatannya.
Rawatan ini bukan sahaja menjejaskan kualiti permukaan paip tetapi juga boleh menjejaskan sifat aplikasi akhir paip.
Operasi Pembentukan
Apabila dimasukkan ke dalam dandang, tiub hendaklah berdiri tegak dan mengembang tanpa menunjukkan retakan atau kecacatan. Apabila dimanipulasi dengan betul, tiub pemanas lampau hendaklah berdiri tegak untuk semua operasi penempaan, kimpalan dan lenturan yang diperlukan untuk aplikasi tanpa mengalami kecacatan.
Penandaan ASTM A210
Perkara berikut hendaklah ditanda dengan jelas:
Nama atau logo pengilang.
Spesifikasi paip (saiz, ketebalan dinding, dll.).
Gred paip.
Jenis pengeluaran paip keluli: kemasan panas atau kemasan sejuk.
Aplikasi ASTM A210
Digunakan dalam pembuatan dandang bersaiz kecil hingga sederhana dengan tekanan sederhana, seperti dandang tegak, dan dandang duduk dan dandang lain yang digunakan untuk pemanasan industri atau kediaman.
Pemanas lampau ialah bahagian dandang yang digunakan untuk menaikkan suhu stim melebihi takat didihnya, dan tiub ASTM A210 sesuai untuk pembuatan bahagian suhu tinggi ini.
Produk Berkaitan Kami
Kami merupakan pengeluar dan pembekal paip keluli karbon kimpalan berkualiti tinggi dari China, dan juga penjual paip keluli lancar, yang menawarkan pelbagai penyelesaian paip keluli kepada anda!
tag: astm 210, dandang, lancar, siap panas, siap sejuk, pemanas lampau, pembekal, pengeluar, kilang, stokis, syarikat, borong, beli, harga, sebut harga, pukal, untuk dijual, kos.
Masa siaran: 24-Apr-2024