



ASTM A501 Степен Бе топло обликувана и безшевна цевка од јаглероден челик со минимална затегнувачка цврстина од 448 MPa (65.000 psi) за различни структурни примени.
ASTM A501е за изработка и изведба на топло обликувани заварени и безшевни цевки од јаглероден челик за структурни апликации.
Овие челични цевки можат да бидат црни (непремачкани) или топло поцинкувани, од кои втората има зголемена отпорност на корозија преку процесот на поцинкување, што ја прави погодна за широк спектар на услови на животната средина.
Овие челични цевки се широко користени во мостови, згради и многу други општи структурни апликации.
ASTM A501 ги класифицира челичните цевки во три класи,одделение А, одделение Б и одделение Ц.
Степенот Б е најшироко користен од трите степени бидејќи обезбедува добро избалансирани својства за бројни структурни апликации.
Челикот ќе биде направен одпроцес на производство на челик со основен кислород или електролачна печка.
Челикот може да се лее во инготи или може да се лее со нишки.
Кога челици од различни класи се леат секвенцијално со навој, производителот на челик треба да го идентификува добиениот преоден материјал и да го отстрани користејќи утврдена постапка што позитивно ги одделува класите.
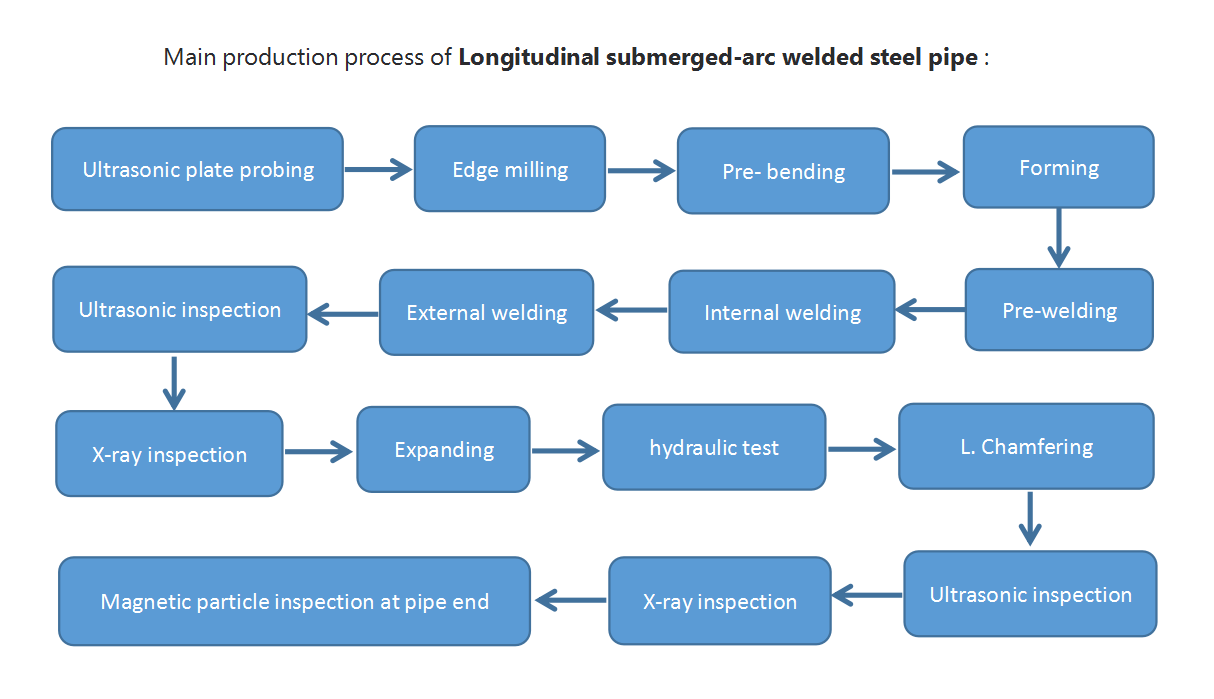
Цевките треба да се направат со еден од следниве методи:бесшевно; заварување со челна печка (континуирано заварување); заварување со електричен отпор (ERW) или заварување со потопена лака (SAW)проследено со повторно загревање низ целиот пресек и топло обликување со процес на редукција или обликување, или и двете.
Процесот на заварување со SAW е поделен наLSAW(SAWL) и SSAW (HSAW).
Конечното формирање на обликот треба да се направи со процес на топло обликување.
Дозволено е додавање на нормализирачка термичка обработка за цевки со дебелина на ѕидот поголема од 13 mm [1/2 инчи].
| ASTM A501 Хемиски барања од степен Б,% | |||
| Композиција | Степен Б | ||
| Анализа на топлина | Анализа на производот | ||
| C (јаглерод)B | макс. | 0,22 | 0,26 |
| Mn (манган)B | макс. | 1,40 | 1,45 |
| P (фосфор) | макс. | 0,030 | 0,040 |
| S(сулфур) | макс. | 0,020 | 0,030 |
| Cu (бакар)B (кога е наведен бакарен челик) | мин | 0,20 | 0,18 |
| BЗа секое намалување од 0,01 процентен поен под наведениот максимум за јаглерод, дозволено е зголемување од 0,06 процентни поени над наведениот максимум за манган, до максимум од 1,60% со анализа на топлина и 1,65% со анализа на производот. | |||
Анализите на производите треба да се направат со користење на тест примероци земени од две должини на цевки од секоја серија од 500 должини, или дел од нив, или две парчиња валан материјал од секоја серија со соодветна количина на валан материјал.
Затегнувачките примероци треба да се во согласност со применливите барања од Методите за тестирање и дефинициите A370, Додаток A2.
| ASTM A501 барања за затегнување од степен Б | |||
| Листа | Дебелина на ѕидот мм [инчи] | Степен Б | |
| Затегнувачка цврстина, мин, psi[MPa] | Сите | 65000 [448] | |
| Јачина на потег, мин, psi[MPa] | ≤25 [1] | 46.000 [315] | |
| >25 [1] и ≤ 50 [2] | 45.000 [310] | ||
| >50 [2] и ≤ 76 [3] | 42.500 [290] | ||
| >76 [3] и ≤ 100 [4] | 40.000 [280] | ||
| Издолжување, мин., % | — | 24 | |
| Енергија на удар | мин,просек, стапки/Интегрално поле [J] | — | 20 [27] |
| мин,сингл, стапки/Интегрално поле [J] | — | 14 [19] | |
Примероците за тестирање на затегнување треба да бидат примероци за тестирање со полна големина или примероци за тестирање со полна големина.
За заварени цевки, сите примероци за тестирање со надолжна лента треба да се земат од локација од најмалку 90° од заварот и треба да се подготват без сплескање на должината на мерачот.
Тест со лонгитудинална лентана примероците треба да им се отстранат сите брусници.
Примероците за тестирање на затегнување не треба да содржат површински несовршености што би се мешале во правилното одредување на затегнувачките својства.
Дебелината на ѕидовите ≤ 6,3 mm [0,25 in] не бара тестирање на удар.
| ASTM A501 Димензионални толеранции | ||
| Листа | опсег | Забелешка |
| Надворешен дијаметар (OD) | ≤48 мм (1,9 инчи) | ±0,5 мм [1/48 инчи] |
| >50 мм (2 инчи) | ± 1% | |
| Дебелина на ѕидот (Т) | Специфицирана дебелина на ѕидот | ≥90% |
| Тежина | одредена тежина | 96,5%-110% |
| Должина (L) | ≤7 м (22 стапки) | -6 мм (1/4 инчи) - +13 мм (1/2 инчи) |
| 7-14 м (22-44 стапки) | -6 мм (1/4 инчи) - +19 мм (3/4) | |
| Правост | Должините се во империјални единици (ft) | л/40 |
| Единиците за должина се метрички (м) | л/50 | |
Структурните цевки треба да бидат без дефекти и да имаат мазна завршна обработка како резултат на процесот на производство со топло валање.
Кога длабочината на дефектите на површината на цевката надминува 10% од номиналната дебелина на ѕидот, овие дефекти ќе се сметаат за несообразни. Поправка со заварување е дозволена само кога е договорено помеѓу купувачот и производителот. Пред поправка со заварување, дефектите што треба да се поправат мора целосно да се отстранат со методи на сечење или брусење.
За конструкциските цевки да бидат топло поцинкувани, овој слој треба да биде во согласност со релевантните барања од Спецификацијата.ASTM A53.
Секоја должина на структурната цевка треба да биде обележана со соодветен метод, како што се валање, печатење, штанцување или боење.
Ознаката ASTM A501 треба да ги содржи следниве информации како минимум:
Име на производителот
Бренд или заштитен знак
Големина
Име на стандардот (годината на објавување не е потребна)
Одделение
За структурни цевки со надворешен дијаметар <50 mm [2 in], дозволено е означување на информациите за челикот на етикета прикачена на секој сноп.
Челикот ASTM A501 од класа Б комбинира цврстина и еластичност со процес на производство со топло обликување, што го прави погоден за различни структурни апликации.
Градежништво: Типично се користи во градежништвото каде што е потребна висока цврстина и издржливост на робусни материјали. Ова вклучува згради, спортски стадиони, мостови и други конструкции.
Индустриски објектиПоради својата висока цврстина, погоден е за употреба во индустриски објекти како што се фабрики и магацини каде што структурниот интегритет е критичен.
Транспортна инфраструктура: оваа класа се користи во производството на транспортна инфраструктура, вклучувајќи железнички станици, аеродроми и надвозници на автопати.
Структурни компонентиИсто така, најчесто се користи во производството на структурни компоненти како што се столбови, греди и решетки, кои ја формираат рамката на разни конструкции.
Производство на опремаВо производството на тешка опрема и машини, може да се користи за делови на кои им се потребни структурни компоненти со висока цврстина.


Производителот треба да му достави на купувачот сертификат за усогласеност во кој се наведува дека производот е земен како примерок, тестиран и проверен во согласност со оваа спецификација и сите други барања наведени во нарачката или договорот и дека сите такви барања се исполнети. Сертификатот за усогласеност треба да го содржи конкретниот број и годината на издавање.
„Ботоп Стил“ е висококвалитетен производител и добавувач на заварени јаглеродни челични цевки од Кина, а воедно и продавач на безшевни челични цевки.
Ботоп Стил има силна посветеност на квалитетот и спроведува ригорозни контроли и тестирање за даобезбедува сигурност на производот. Неговиот искусен тим обезбедува персонализирани решенија и стручна поддршка, со фокус на задоволството на клиентите. Со нетрпение очекуваме да соработуваме со вас.







