
ASTM A106ir standarta specifikācija bezšuvju oglekļa tērauda caurulēm augstas temperatūras apkalpošanai, ko izveidojusi Amerikas Materiālu Testēšanas biedrība (ASTM).

Navigācijas pogas
ASTM A106 darbības joma
ASTM A106 klase
ASTM A106 izejvielas
ASTM A106 bezšuvju tērauda cauruļu ģenerēšanas metode
Karstā apstrāde
Ķīmiskais sastāvs
Mehāniskās īpašības
Testa programma
Izmēru pielaides
Virsmas defektu apstrāde
Cauruļu marķēšana
Alternatīvi materiāli
ASTM A106 pielietojums
Mūsu saistītie produkti
ASTM A106 darbības joma
Cauruļu tips: bezšuvju tērauda caurule.
NNominālais caurules izmērs: aptver bezšuvju tērauda caurules no DN6 līdz DN1200 (NPS1/8-NPS48).
Sienas biezums: Sienas biezumam ir jāatbilst 1. tabulā noteiktajām īpašajām prasībām.ASME B36.10M.
ASTM A106 klase
ASTM A106 tērauda caurulēm ir trīs klases: A klase,B pakāpeun C pakāpe.
Galvenā atšķirība starp šīm trim kategorijām ir ķīmiskais sastāvs un mehāniskās īpašības.
ASTM A106 izejvielas
Tēraudam jābūt nonāvētam tēraudam.
Tēraudu ražo, izmantojot primāro kausēšanas procesu, kas var būt vai nu martens, bāziskā skābekļa krāsns, vai elektriskā krāsns, iespējams, apvienojumā ar atsevišķu degazāciju vai rafinēšanu.
ASTM A106 bezšuvju tērauda cauruļu ģenerēšanas metode
Bezšuvju tērauda cauruletiek ražots divos veidos: aukstā stiepšana un karstā apdare.
DN ≤ 40 mm bezšuvju tērauda caurules var būt auksti vilktas vai karsti apstrādātas.
DN ≥ 50 mm bezšuvju tērauda caurule ir karsti apstrādāta.
Karstā apstrāde
Karstās apdares ASTM A106 bezšuvju tērauda caurulei nav nepieciešama termiskā apstrāde.
Auksti vilktas ASTM A106 bezšuvju tērauda caurules ir termiski jāapstrādā temperatūrā ≥ 650°C.
Ķīmiskais sastāvs
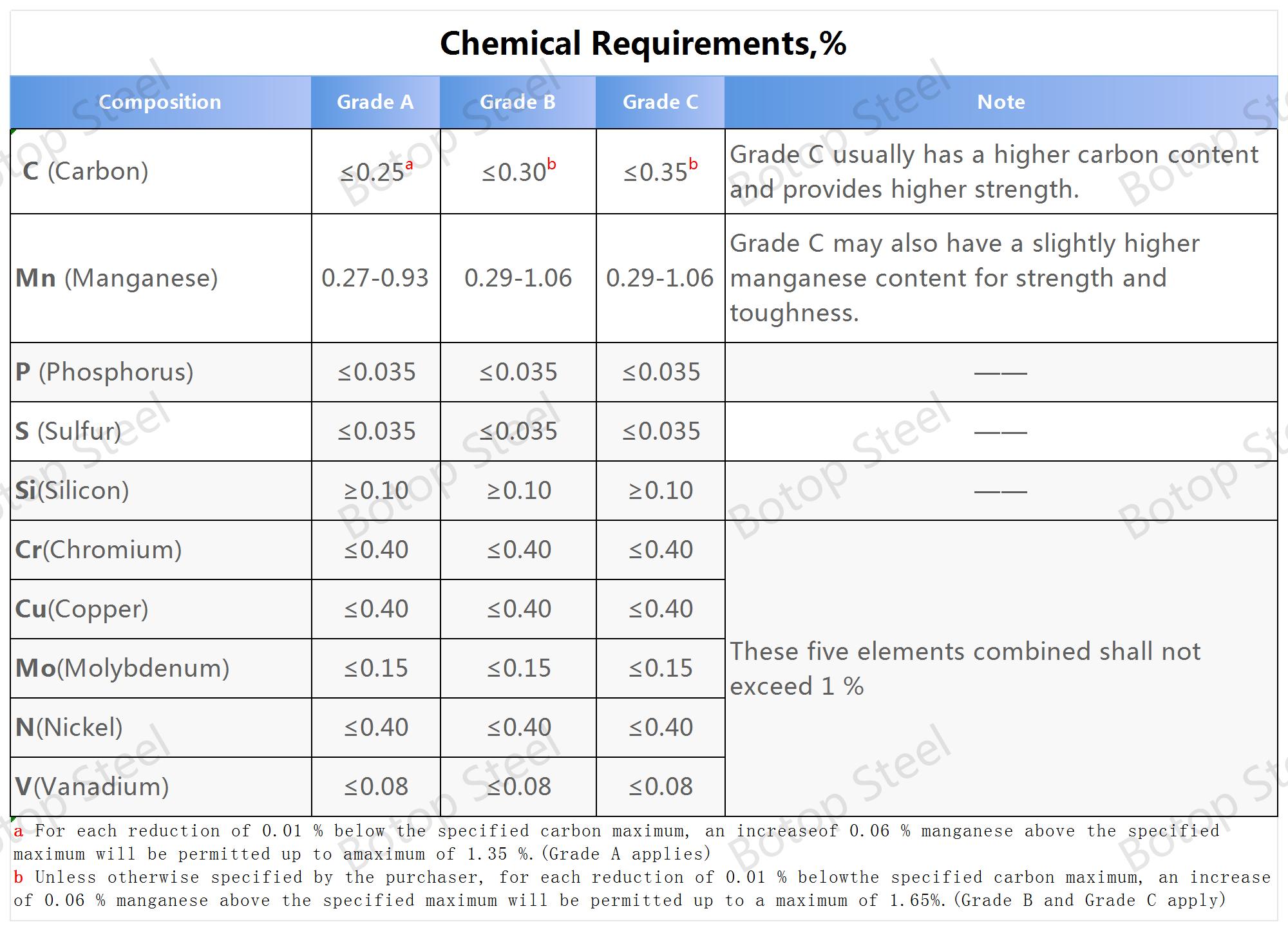
ASTM A106 A, B un C pakāpes ķīmiskajā sastāvā lielākā atšķirība ir C un Mn satura atšķirība. Citu elementu saturs dažādās pakāpēs var nedaudz atšķirties, taču parasti tas ir relatīvi zemā diapazonā.
Mehāniskās īpašības
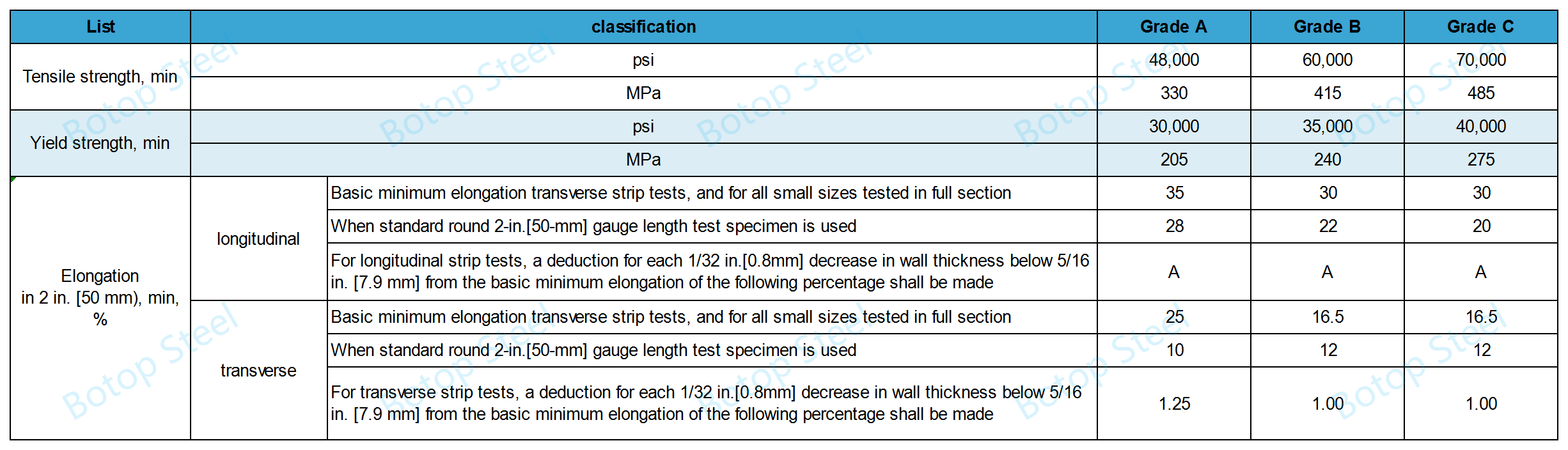
Minimālais pagarinājums 2 collās (50 mm) jānosaka ar šādu vienādojumu:
collu-mārciņu mērvienības:
e=625 000 A0,2/UO.9
Sl vienības:
e=1940A0,2/U0,9
eminimālais pagarinājums 2 collās (50 mm), %, noapaļots līdz tuvākajam 0,5%
A: stiepes testa parauga šķērsgriezuma laukums, collas2(mm)2(pamatojoties uz norādīto ārējo diametru vai nominālo parauga platumu un norādīto sienas biezumu,)noapaļots līdz tuvākajai 0,01 collas2(1 mm2).
Ja šādi aprēķinātā platība ir vienāda ar 0,75 collām vai lielāka par to,2(500 mm2), tad vērtība 0,75 collas2(500 mm2) jāizmanto.
U: norādītā stiepes izturība, psi (MPa)
Testa programma
ASTM A106 satur detalizētas specifikācijas ķīmiskajam sastāvam, termiskajai analīzei, mehānisko īpašību prasībām, lieces prasībām, saplacināšanas testiem, hidrostatiskajiem testiem un nesagraujošajai elektriskajai testēšanai.
Ķīmiskais sastāvs / Termiskā analīze
Termiskā analīze ir process, ko izmanto, lai noteiktu atsevišķu ķīmisko elementu saturu tēraudā, lai nodrošinātu, ka katras materiāla partijas ķīmiskais sastāvs atbilst ASTM A106 prasībām.
Ķīmiskā sastāva noteikšanas pamatā ir termiskā analīze. Galvenā uzmanība tiek pievērsta elementu oglekļa, mangāna, fosfora, sēra un silīcija saturam, kuru proporcijas tieši ietekmē caurules īpašības.
Stiepes prasības
Caurulēm jāatbilst noteiktām stiepes izturības, tecēšanas robežas un pagarinājuma prasībām. Tas nodrošina caurules izturību un stingrību paaugstinātā temperatūrā.
Liekšanas prasības
Lieces testi tiek izmantoti, lai novērtētu cauruļu izturību un plastisko deformāciju, pakļaujot tās lieces spriegumiem, lai nodrošinātu caurules uzticamību uzstādīšanas un lietošanas laikā.
Saplacināšanas testi
Saplacināšanas testi tiek izmantoti, lai novērtētu tērauda cauruļu elastību un izturību pret plaisāšanu. Šajā testā caurule ir jāsaplacina līdz noteiktai pakāpei, neveidojot plaisas, lai pierādītu materiāla kvalitāti un apstrādes tehnoloģijas atbilstību.
Hidrostatiskais tests
Hidrostatiskā pārbaude ir svarīgs solis tērauda caurules spiediena nestspējas pārbaudē, pielietojot spiedienu, kas ir lielāks nekā standartā noteiktais, lai nodrošinātu tās konstrukcijas integritāti un noplūžu neesamību.
Nesagraujošā elektriskā pārbaude
Nesagraujošā elektriskā pārbaude (piemēram, ultraskaņas pārbaude vai elektromagnētiskā pārbaude) tiek izmantota, lai identificētu iekšējos un virsmas defektus, piemēram, plaisas, ieslēgumus vai caurumus tērauda caurulēs, lai nodrošinātu produkta kvalitāti.
Izmēru pielaides
Masa
Caurules faktiskajai masai jābūt diapazonā no97,5% - 110%no norādītās masas.
Caurules NPS 4 [DN 100] un mazākā izmērā var svērt ērtās partijās;
Caurules, kas lielākas par NPS 4 [DN 100], jāsver atsevišķi.
Ārējais diametrs
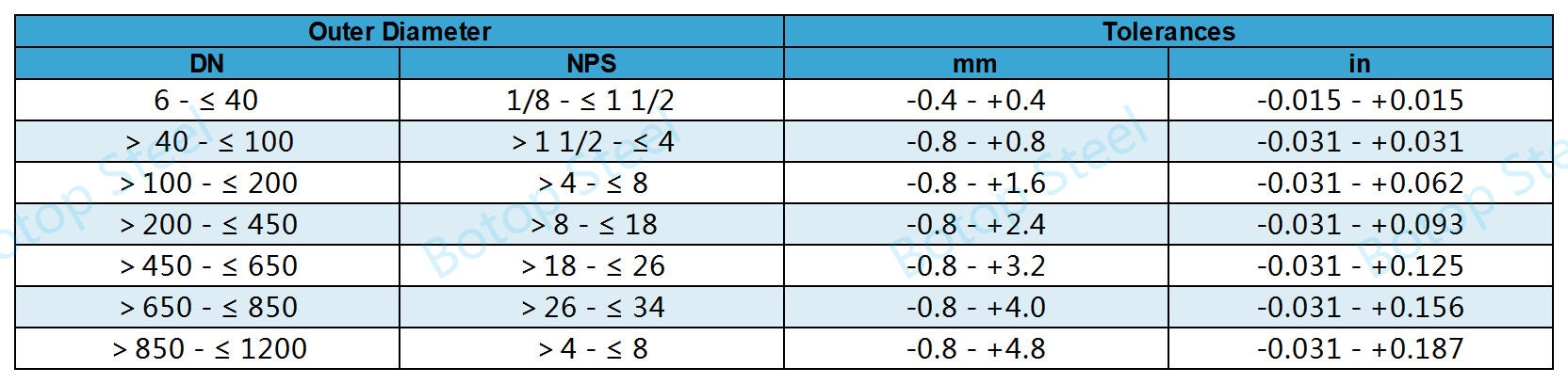
Caurulēm ar ārējo diametru (OD) > 250 mm (10 collas), ja nepieciešama lielāka OD precizitāte, pieļaujamā OD novirze ir ±1%.
Caurulēm, kuru ID > 250 mm (10 collas), ja nepieciešama lielāka ID precizitāte, pieļaujamā ID novirze ir ±1%.
Biezums
Minimālais sienas biezums = 87,5% no norādītā sienas biezuma.
Garums
Viens nejaušs garums4,8–6,7 m [16–22 pēdas].5% no garuma drīkst būt mazāki par 4,8 m [16 pēdām], bet ne īsāki par 3,7 m [12 pēdām].
Dubulti nejauši garumiMinimālais vidējais garums ir 10,7 m [35 pēdas], un minimālais garums ir 6,7 m [22 pēdas].Pieci procenti no garuma drīkst būt mazāki par 6,7 m [22 pēdām], bet ne īsāki par 4,8 m [16 pēdām].
Virsmas defektu apstrāde
Defektu noteikšana
Ja caurulēs rodas virsmas defekti, kas pārsniedz 12,5% no nominālā sienas biezuma vai pārsniedz minimālo sienas biezumu, defekti jānoņem, slīpējot, ja vien atlikušais sienas biezums ir 87,5% vai vairāk no norādītās biezuma vērtības.
Netraumējoši defekti
Lai virsmas apstrāde atbilstu procesa prasībām, slīpējot jānoņem šādi nebojājoši defekti:
1. Mehāniskas pēdas un nobrāzumi — piemēram, kabeļu pēdas, iespiedumi, vadotņu pēdas, ripošanas pēdas, lodīšu skrāpējumi, iespiedumi un veidnes pēdas, kā arī bedres, kuru dziļums nepārsniedz 1/16 collas (1,6 mm).
2. Vizuāli defekti, galvenokārt garozas, šuves, pārlaidumi, plīsumi vai šķēlumi, kas ir dziļāki par 5 procentiem no nominālā sienas biezuma.
Defektu remonts
Slīpējot defektus vai nelīdzenumus, jāsaglabā gluda, izliekta virsma, un caurules sienas biezumam jābūt ne mazākam par 87,5% no norādītās biezuma vērtības.
Remonta metinājumi tiek izgatavoti saskaņā ar ASTM A530/A530M standartu.
Cauruļu marķēšana
Katrai ASTM A106 tērauda caurulei jābūt marķētai ar ražotāja identifikāciju, specifikācijas pakāpi, izmēriem un grafika pakāpes informāciju, lai nodrošinātu vieglu identifikāciju un izsekojamību.
Hidrostatiskās vai nesagraujošās elektriskās pārbaudes marķēšanai jāievēro šādi noteikumi:

| Hidro | NDE | Marķēšana |
| Jā | No | Testa spiediens |
| No | Jā | NDE |
| No | No | NH |
| Jā | Jā | Testa spiediens/NDE |
Alternatīvi materiāli
ASTM A106 pielietojums
Naftas un gāzes rūpniecība:Cauruļvadu sistēmas tiek izmantotas naftas, gāzes un citu šķidrumu transportēšanai.
Elektrostacijas:Izmanto kā siltummaiņa cauruļvadus un pārkarsētāja cauruļvadus katlos augstas temperatūras tvaika un karstā ūdens pārvadei.
Ķīmiskā rūpniecība:Izmanto ķīmiskajās rūpnīcās kā cauruļvadus, lai izturētu augstas temperatūras ķīmiskās reakcijas produktus.
Būvniecība un būvniecība:Cauruļvadi apkures un tvaika sistēmām ēkās.
Kuģu būveKuģu augstspiediena tvaika sistēmu sastāvdaļas.
Mašīnu ražošana: Izmanto mašīnās un iekārtās, kurām nepieciešama augsta temperatūras vai augsta spiediena izturība.


Mūsu saistītie produkti
Mēs esam viens no vadošajiem metināto oglekļa tērauda cauruļu un bezšuvju tērauda cauruļu ražotājiem un piegādātājiem no Ķīnas, ar plašu augstas kvalitātes tērauda cauruļu klāstu noliktavā, mēs esam apņēmušies nodrošināt jūs ar pilnu tērauda cauruļu risinājumu klāstu. Lai iegūtu sīkāku informāciju par produktu, lūdzu, sazinieties ar mums, mēs labprāt palīdzēsim jums atrast labākās tērauda cauruļu iespējas atbilstoši jūsu vajadzībām!
Birkas: astm a106, a106, bezšuvju, piegādātāji, ražotāji, rūpnīcas, izplatītāji, uzņēmumi, vairumtirdzniecība, pirkšana, cena, kotācija, vairumtirdzniecība, pārdošana, izmaksas.
Publicēšanas laiks: 2024. gada 2. marts