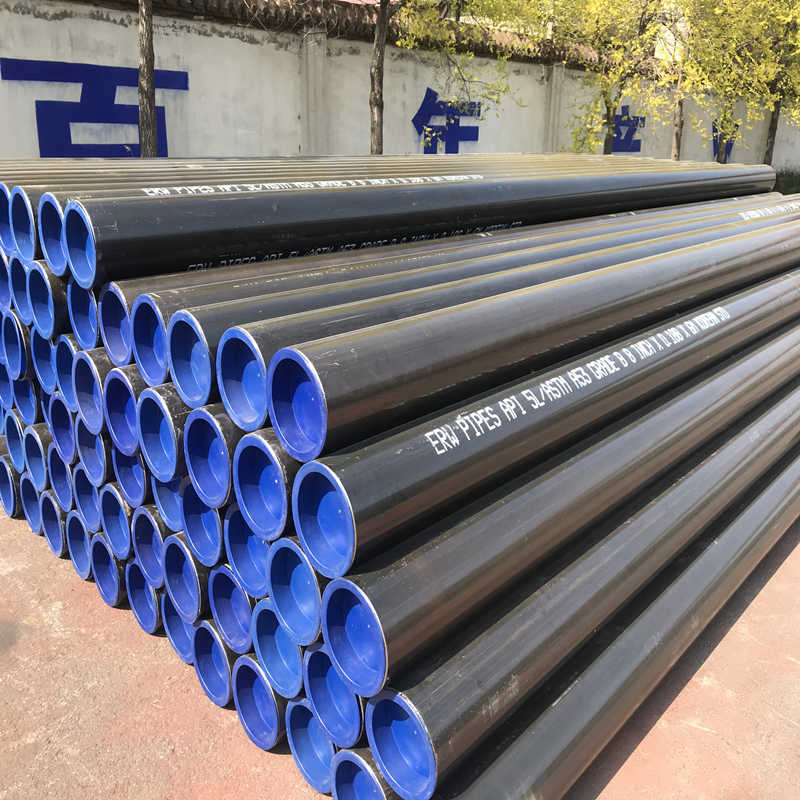


Lûleya pola karbonê ERW JIS G3454,
,
| Awayî | Teknîkî | Mal | Rêzan | Sinif | Bikaranîn |
| Lûleya pola ya bi berxwedana elektrîkê ve hatî qelandin (ERW) | Frekansa Bilind | Pola Karbonê | API 5L PSL1 û PSL2 | GR.B, X42, X46, X52, X60, X65, X70, hwd. | Veguhestina petrol û gazê |
| ASTM A53 | GR.A, GR.B | Ji bo Avahiyê (Piling) | |||
| ASTM A252 | GR.1, GR.2, GR.3 | ||||
| BS EN10210 | S275JRH, S275J0H, S355J0H, S355J2H, hwd. | ||||
| BS EN10219 | S275JRH, S275J0H, S355J0H, S355J2H, hwd. | ||||
| JIS G3452 | SGP, hwd. | Veguhestina şilava bi zexta nizm | |||
| JIS G3454 | STPG370, STPG410, hwd. | Veguhestina şilava bi zexta bilind | |||
| JIS G3456 | STPG370, STPG410, STPG480, hwd. | lûleyên pola yên germahiya bilind |
Lûleya ku li gorî vê taybetmendiyê hatiye siparîşkirin, ji bo xizmeta zextê ya li germahiya herî zêde ya nêzîkî 350℃ ye.
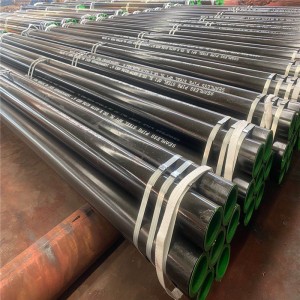
Lûleya tazî, pêçandina reş an jî zînko-pêçandina germ (xwerû);
Di nav destan de bi du şalwarên pembû;
Her du seriyên wê bi parêzvanên dawiyê ve girêdayî ne;
Serê sade, serê konîk (Dema ku ji hêla kirrûbir ve were xwestin û S≤22mm be, divê serê boriyê were konîk kirin, pileya: 30° (+5°~0°), û qalindahiya dîwarê kokê ji <2.4mm kêm nebe.);
Nîşankirin.
Ast û Pêkhateya Kîmyewî (%)
| Sinif | C≤ | Si≤ | Mn | P≤ | S≤ |
| STPG370 | 0.25 | 0.35 | 0.30~0.90 | 0.040 | 0.040 |
| STPG410 | 0.30 | 0.35 | 0.30~1.00 | 0.040 | 0.040 |
|
|
|
|
|
|
|
| Taybetmendiyên Mekanîkî | ||||||
| Sinif | Hêza kişandinê | Hêza berdêlê | Dirêjbûn % | |||
| N/ m㎡ | N/ m㎡ | Perçeyên testê yên Jimare 11 an Jimare 12 | Perçeyên testê yên jimara 5 | Perçeya ceribandinê ya jimare 4 | ||
|
|
| Dirêjahî | Transversal | Dirêjahî | Transversal | |
| STPG370 | 370 deqe | 215 deqe | 30 deqe | 25 deqe | 28 deqe | 23 deqe |
| STPG410 | 410 deqe | 245 deqe | 25 deqe | 20 deqe | 24 deqe | 19 deqe |
Toleransa OD û WT
| Parî | Tolerans li ser OD | Tolerans li ser WT | ||
| Pîvaza Pola ERW ya Sar qediya | 24A an jî kêmtir | +/-0.3mm | Di bin 3mm de
3 mm an jî zêdetir | +/-0.3mm
+/-10% |
| 32A an jî jortir | +/-0.8% |
|
| |
| Ji bo boriyên bi mezinahiya nominal 350A an jî zêdetir, toleransa li ser dûrahiya derve dikare bi dirêjahiya dorhêlî were destnîşankirin. Di vê rewşê de, tolerans divê +/- 0.5% be. | ||||
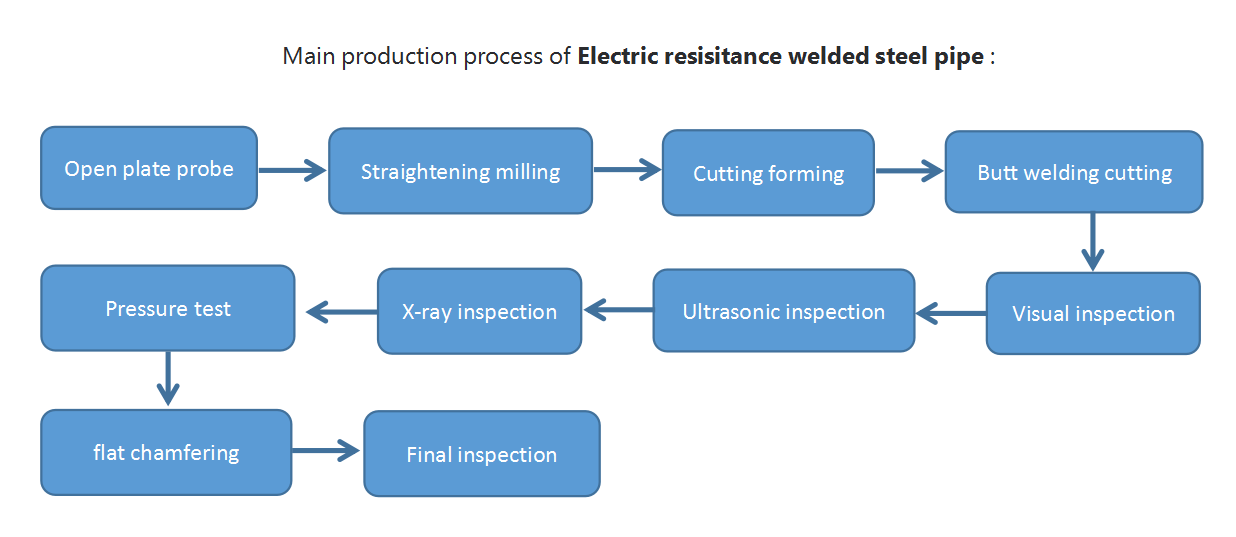
Xizmeta mohrkirina lûleyên pola yên JIS G3454 ERW aliyek girîng a çêkirin û hilberîna lûleyên pola yên ERW ye. JIS G3454 Standardek Pîşesaziyê ya Japonî ye ku lûleyên pola karbonê ji bo xizmeta zexta germahiya bilind destnîşan dike. Lûleya pola ya ERW (berxwedana elektrîkê ya qelandî) bi pêvajoyek tê çêkirin ku tê de qiraxên pel an şerîtên pola di bin zextê de têne germ kirin û bi hev re têne hev kirin, lûleyek bênavber û bihêz çêdikin. Xizmetên mohrkirinê yên ku di hilberîna Lûleyên Pola yên JIS G3454 ERW de beşdar in rolek girîng dilîzin di misogerkirina kalîte û pêbaweriya van lûleyan de. Xizmetên mohrkirinê karanîna makîneyên zexta bilind vedihewîne da ku lûleyan li gorî pîvan û taybetmendiyên xwestî çêbikin. Ev pêvajo piştrast dike ku lûle xwedî dawiyên nerm û rast, û qalindahiya dîwarek domdar li seranserê dirêjahiya xwe ye. Yek ji avantajên sereke yên xizmetên presa lûleyên pola yên JIS G3454 ERW şiyana hilberandina lûleyan bi rastbûna pîvan û yekparebûna qelandinê ya hêja ye. Xizmetên mohrkirinê rê didin kontrolek hişktir li ser pêvajoya çêkirinê, piştrast dikin ku lûle li gorî standard û taybetmendiyên pêwîst e. Herwiha, bikaranîna makîneyên zexta bilind di dema xizmetên mohrkirinê de dibe alîkar ku boriyên bi hêz û domdariyeke bêhempa werin hilberandin, ku wan ji bo cûrbecûr serlêdanan di pîşesaziyên wekî petrol û gaz, înşaet û otomobîlan de guncan dike. Wekî din, xizmetên zextkirina boriyên pola JIS G3454 ERW dikarin boriyên nerm û xweşik jî hilberînin. Makîneyên ku di xizmetên mohrkirinê de têne bikar anîn dikarin rûyê boriyê cil bikin û paqij bikin, ku di encamê de hilberek ji hêla dîtbarî ve balkêştir dibe. Ev bi taybetî ji bo sepanên ku boriyên vekirî an xuya ne girîng e ji ber ku ew xuyangiya giştî baştir dike û qedandinek bi kalîte peyda dike. Di encamê de, xizmetên zextkirina Boriyên Pola JIS G3454 ERW beşek yekgirtî ya pêvajoya çêkirinê ne, ku hilberîna boriyên bi kalîte û pêbawer ji bo cûrbecûr serlêdanên karûbarê zextê peyda dikin. Ew rastbûna pîvanî, yekparebûna qayîşkirinê û rûyên nerm peyda dike, ku van boriyan ji bo cûrbecûr pîşesazî û karan guncan dike.
复制