
Tabung baja BS EN 10210adalah bagian berongga yang diproses panas dari baja murni dan berbutir halus untuk berbagai aplikasi arsitektur dan struktur mekanis. Tersedia dalam bentuk bulat, persegi, persegi panjang, dan oval.
EN 10210 dan BS EN 10210 adalah standar yang identik tetapi dengan organisasi yang berbeda.

Tombol Navigasi
Klasifikasi BS EN 10210
Rentang Ukuran BS EN 10210
Bahan Baku
Nama Baja BS EN 10210
Kondisi Pengiriman BS EN 10210
Komposisi Kimia BS EN 10210
Sifat Mekanik BS EN 10210
Uji Dampak
Kemampuan Las
Toleransi Dimensi
Penampilan Permukaan
Galvanis
Perbaikan Cacat Permukaan
Penandaan BS EN 10210
Aplikasi
Produk Terkait Kami
Klasifikasi BS EN 10210
Berdasarkan Jenis Baja
Baja khusus paduan dan tanpa paduan
Baja murni:S235JRH, S275JOH ,S275J2H, S355JOH, S355J2H, S355K2H , S275NH、S275NLH、S355NH、S355NLH.
Baja paduan khusus: S420NH、S420NLH、S460NH、S460NLH.
Cara identifikasi yang sederhana adalah: pada nama baja, jika indeks kekuatan luluh dimulai dengan angka '4', untuk baja paduan
Dengan Proses Pembuatan
Bagian berongga struktural harus diproduksi olehproses tanpa sambungan atau pengelasan.
Seamless meliputi: hot-finished dan cold-finished
Pengelasan umum meliputi Pengelasan Tahanan Listrik (ERW) dan Pengelasan Busur Terendam (SAW): LSAW, SSAW.
Bagian berongga yang dilas secara elektrik biasanya tidak memerlukan pemangkasan las internal.
Berdasarkan Bentuk Penampang
CHS: bagian berongga melingkar;
RHS: bagian berongga berbentuk persegi atau persegi panjang;
Kesehatan dan Keselamatan Kerja (K3): bagian berongga elips;
Artikel ini disusun berdasarkan penampang melingkar (CHS) dari konten yang relevan.
Rentang Ukuran BS EN 10210
Ketebalan dinding: ≤120mm
Diameter luar:
Bulat (CHS): Diameter luar≤2500 mm;
Persegi (RHS): Diameter luar ≤ 800 mm × 800 mm;
Persegi Panjang (RHS): Diameter luar ≤750 mm × 500 mm;
Oval (EHS): Diameter luar ≤ 500 mm × 250 mm.
Bahan Baku
Baja murni dan berbutir halus.
Baja murni dengan empat kualitas JR, JO, J2, dan K2 ditetapkan.
Baja butiran halus: empat kualitas N dan NL ditentukan.
Baja butiran halus adalah baja yang mempunyai struktur butiran halus, dengan ukuran butiran ferit ≥ 6.
Nama Baja BS EN 10210
Untuk bagian berongga baja non-paduan, penunjukan baja terdiri dari
Contoh: BS EN 10210-S275J0H
terdiri dari empat bagian:S, 275, J0, dan H.
1.S: menunjukkan bahwa baja struktural.
2.Nilai numerik (275): ketebalan ≤ 16mm untuk kekuatan luluh minimum yang ditentukan, dalam MPa.
3.JR: menunjukkan bahwa pada suhu ruangan dengan sifat dampak tertentu;
J0: menunjukkan bahwa pada 0 ℃ dengan sifat dampak tertentu;
J2 atau K2: ditunjukkan pada -20 ℃ dengan sifat dampak spesifik;
4.H: menunjukkan bagian berongga.
Untuk bagian berongga struktural baja butiran halus, penunjukan baja terdiri dari
Contoh: EN 10210-S355NLH
Terdiri dari lima bagian:S, 355, N, L, dan H.
1. S: menunjukkan baja struktural.
2. Nilai numerik (355): ketebalan ≤ 16mm kekuatan luluh minimum yang ditentukan, satuannya MPa.
3. N: terstandarisasi atau tergulung standar.
4. L: sifat benturan spesifik pada suhu -50 °C.
5.H: menunjukkan bagian berongga.
Kondisi Pengiriman BS EN 10210
JR, J0, J2 dan K2 - selesai panas.
N dan NL - dinormalisasi. Normalisasi mencakup normalisasi yang digulung.
JR, J0, J2 dan K2 - dikerjakan dengan panas
N dan NL - Normalisasi. Normalisasi mencakup normalisasi bergulir.
Mungkin diperlukan untuk bagian berongga mulus dengan ketebalan dinding di atas 10 mm, atau ketika T/D lebih besar dari 0,1, untuk menerapkan pendinginan yang dipercepat setelah austenitisasi untuk mencapai struktur yang diinginkan, atau pendinginan dan tempering cair untuk mencapai sifat mekanis yang ditentukan.
Untuk bagian berongga mulus dengan ketebalan dinding melebihi 10 mm, atau ketika T/D lebih besar dari 0,1, pendinginan yang dipercepat setelah austenitisasi mungkin diperlukan untuk mencapai struktur yang diinginkan, atau pendinginan dan tempering cair untuk mencapai sifat mekanis yang ditentukan.
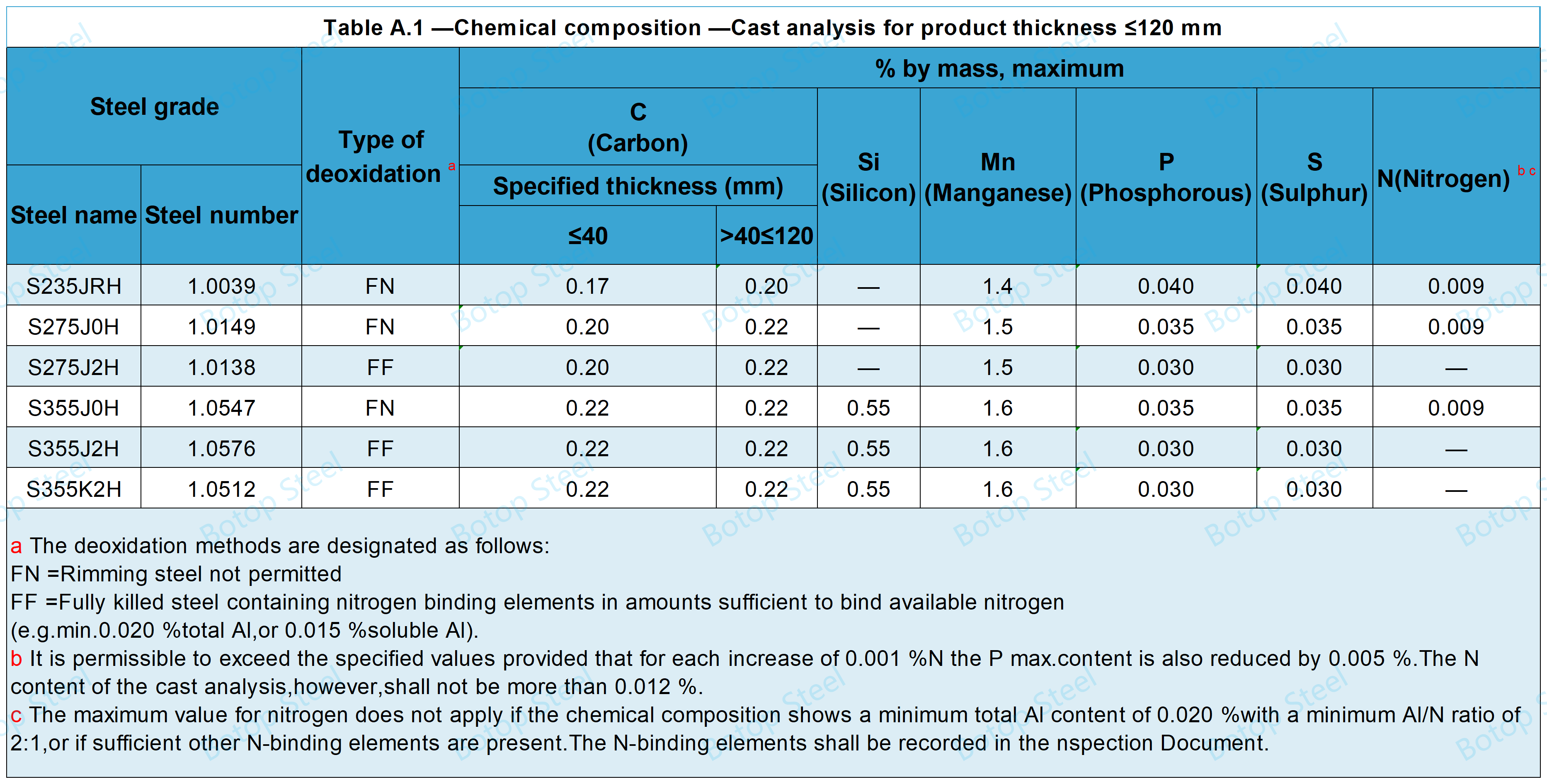
Komposisi Kimia BS EN 10210
Baja Non-paduan - Komposisi kimia
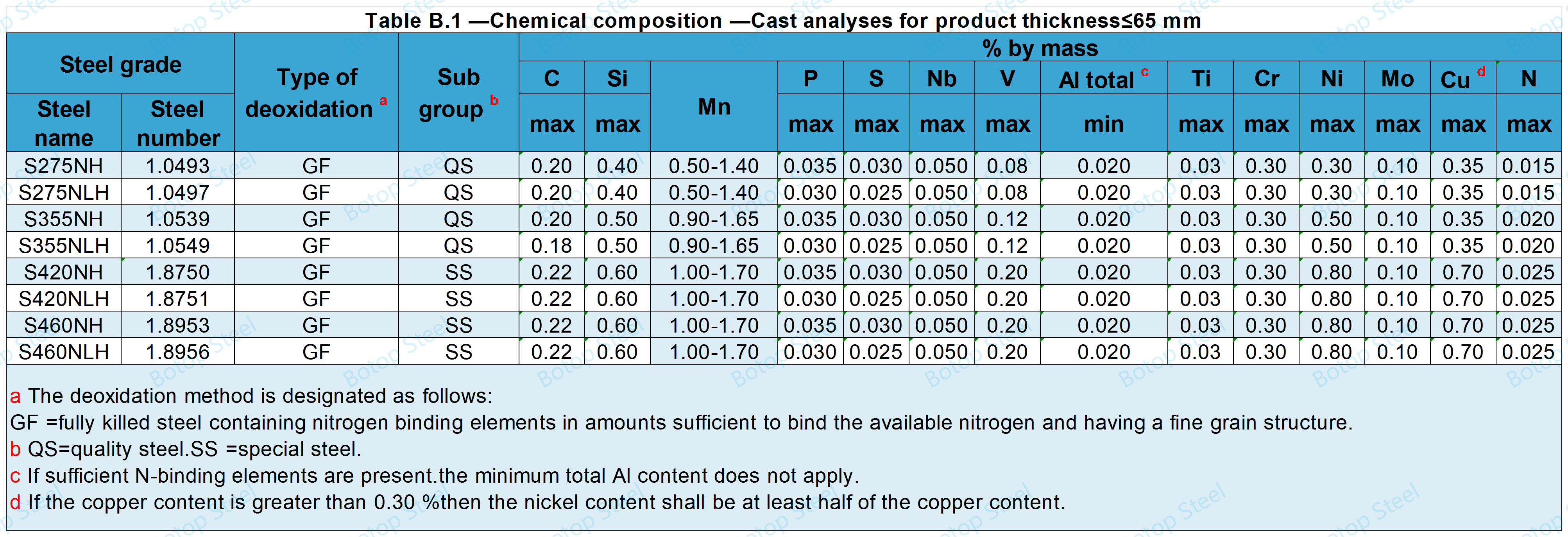
Baja Butir Halus - Komposisi Kimia
Saat menentukan CEV, rumus berikut harus digunakan:
CEV=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15
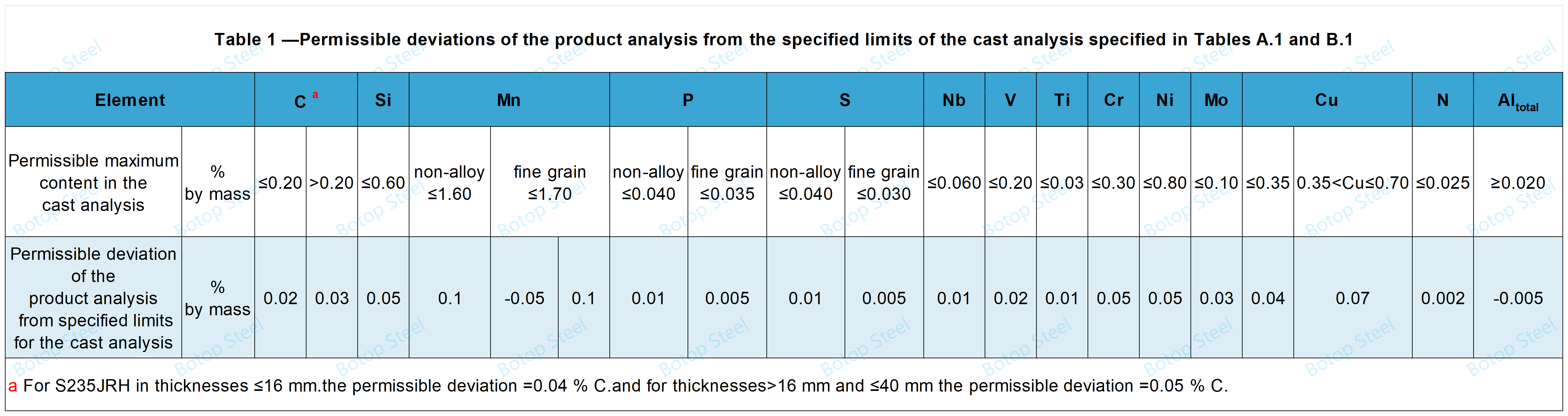
Penyimpangan dalam Komposisi Kimia
Sifat Mekanik BS EN 10210
Pemanasan pelepas tegangan pada suhu lebih dari 580 °C atau selama lebih dari satu jam dapat menyebabkan kemerosotan sifat mekanis.
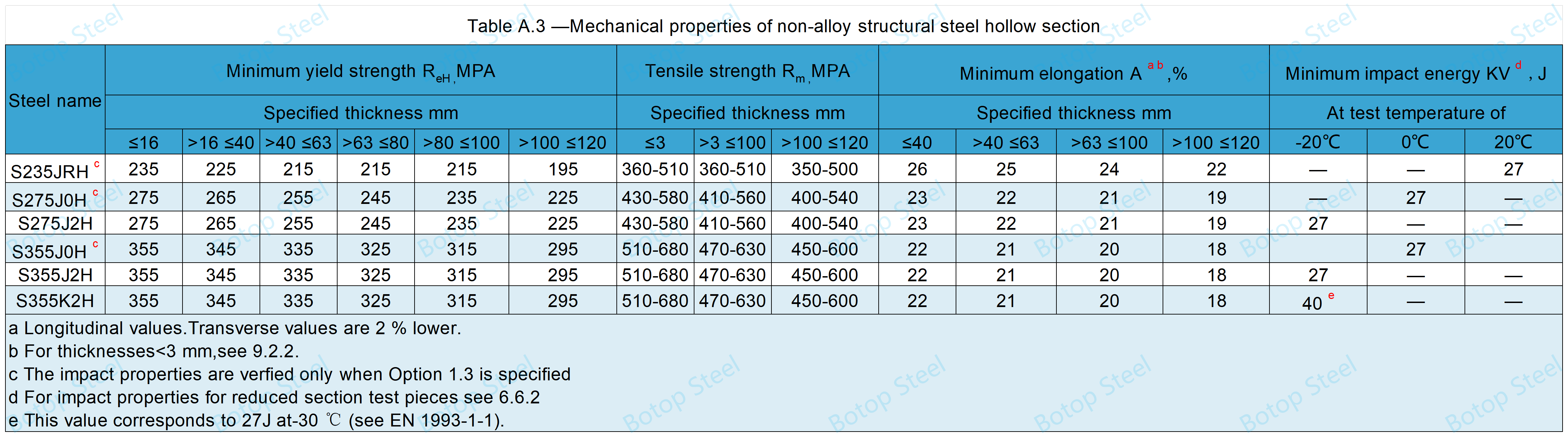
Baja Non-Paduan - Sifat Mekanik
Baja Butir Halus - Sifat Mekanik
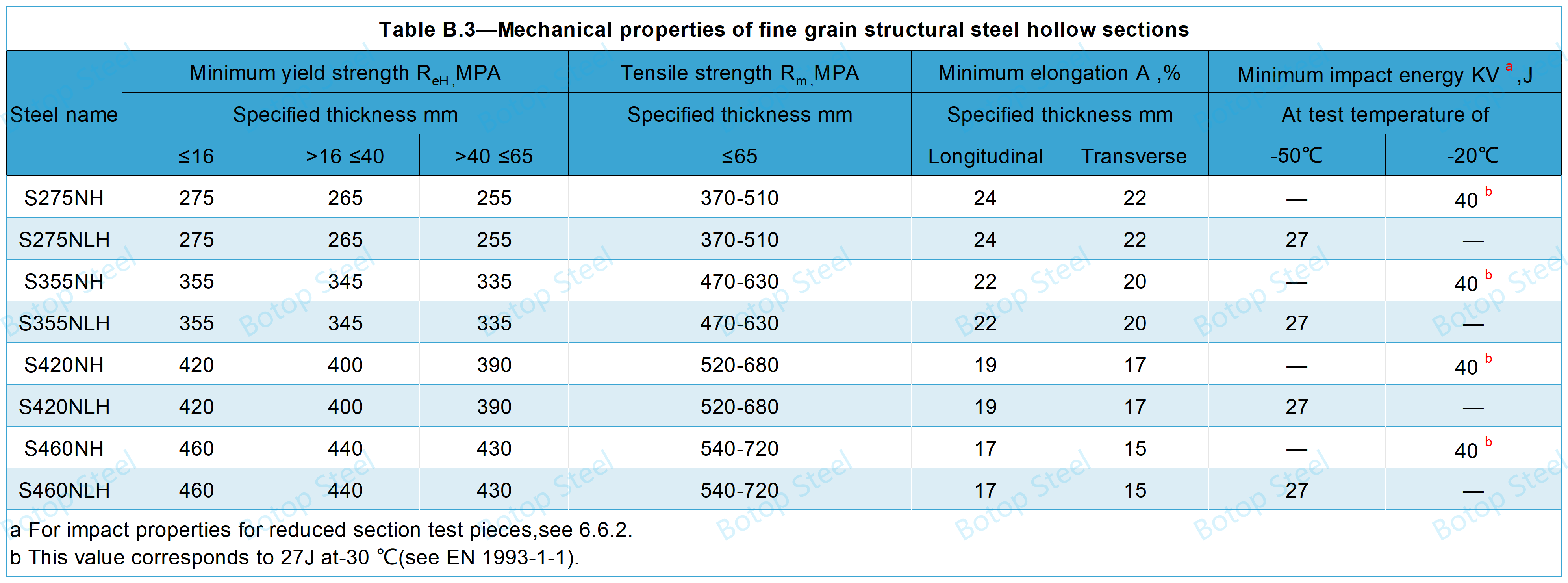
Uji Dampak
Pengujian benturan tidak diperlukan jika ketebalan yang ditentukan < 6 mm.
Spesimen bertakik V standar menurut EN 10045-1 harus digunakan.
Jika ketebalan produk nominal tidak mencukupi untuk persiapan spesimen standar, pengujian harus dilakukan menggunakan spesimen dengan lebar kurang dari 10 mm, tetapi tidak kurang dari 5 mm.
Kemampuan Las
Baja dalam BS EN 10210 dapat dilas.
EN 1011-1 dan EN 1011-2 menetapkan persyaratan umum untuk produk yang dilas.
Retakan dingin di zona pengelasan merupakan risiko utama seiring meningkatnya ketebalan produk, tingkat kekuatan, dan CEV.
Toleransi Dimensi
Toleransi pada Bentuk, Kelurusan dan Massa

Toleransi Panjang

Tinggi Jahitan Las SAW
Toleransi pada tinggi sambungan las internal dan eksternal untuk bagian berongga las busur terendam.
| Ketebalan, T | Tinggi manik las maksimum, mm |
| ≤14,2 | 3.5 |
| >14,2 | 4.8 |
Standar BS EN 10210 mencakup produk berpenampang berongga, baik yang mulus maupun yang dilas dengan proses hot-finished. Proses pengelasan utamanya adalah pengelasan resistansi (ERW) dan pengelasan busur terendam (SAW). Lasan pada pipa baja ERW sebagian besar tidak terlihat, sementara las SAW biasanya lebih kasar dan lebih terlihat karena proses SAW.
Penampilan Permukaan
Permukaan harus memiliki hasil akhir yang halus sesuai dengan metode produksi yang digunakan;
Jika ketebalannya masih dalam toleransi, benjolan, alur, atau alur longitudinal dangkal yang dihasilkan dari proses produksi diperbolehkan.
Galvanis
Produk dalam BS EN 10210 cocok untuk perlakuan galvanisasi celup panas.
EN ISO 1461 harus digunakan untuk menentukan persyaratan pelapisan.
Pelapisan seng diaplikasikan dengan cara pencelupan dalam larutan cair yang mengandung setidaknya 98% kandungan seng.
Perbaikan Cacat Permukaan
Cacat permukaan dapat dihilangkan dengan pengasahan oleh produsen, asalkan ketebalan yang diperbaiki tidak kurang dari ketebalan minimum yang diizinkan.
Jika diproduksi melalui proses pengelasan, perbaikan las tidak diizinkan kecuali untuk pengelasan busur terendam.
Pipa baja non-paduan dapat diperbaiki dengan mengelas badan pipa. Pipa baja paduan tidak dapat diperbaiki dengan mengelas badan pipa.
Penandaan BS EN 10210
Isi penandaan pipa baja harus berisi:
adalah nama baja, misalnya EN 10210-S275JOH.
adalah nama atau merek dagang produsen.
kode identifikasi, misalnya nomor pesanan.
Tabung baja BS EN 10210 dapat ditandai dengan berbagai metode untuk memastikan kemudahan identifikasi dan keterlacakan, baik dengan pengecatan, pemberian cap, label perekat, atau label tambahan, yang dapat digunakan secara individual atau kombinasi.
Aplikasi
Karena kekuatannya yang tinggi, ketangguhan yang baik, dan kemampuan lasnya, BS EN 10210 mampu menahan berbagai lingkungan dan kondisi pembebanan dan digunakan secara luas dalam berbagai aplikasi struktural.
Struktur bangunan:misalnya rangka bangunan tinggi, struktur atap stadion, dan elemen pendukung jembatan.
Teknik Mesin: rangka dan penopang untuk mesin dan peralatan berat.
Teknik Sipil: seperti penyangga terowongan, tiang jembatan, dan struktur penahan beban lainnya.
Infrastruktur transportasi:termasuk komponen untuk jalan raya dan jembatan kereta api.
Sektor energi: misalnya menara turbin angin dan komponen struktural lainnya untuk fasilitas energi.
Kami adalah produsen dan pemasok pipa baja karbon las berkualitas tinggi dari China, dan juga penyalur pipa baja tanpa sambungan, yang menawarkan kepada Anda berbagai solusi pipa baja!
Tag: bs en 10210, en 10210,s275j2h,s275j0h,s355j2h.
Waktu posting: 25-Apr-2024