

JIS G3454 szénacél ERW cső,
,
| Stílus | Műszaki | Anyag | Standard | Fokozat | Használat |
| Elektromos ellenálláshegesztésű (ERW) acélcső | Magas frekvencia | Szénacél | API 5L PSL1 és PSL2 | B GR., X42, X46, X52, X60, X65, X70 stb. | Olaj és gáz szállítása |
| ASTM A53 | A. , B. GR. | Szerkezethez (cölöpözés) | |||
| ASTM A252 | 1., 2. és 3. csoport | ||||
| BS EN10210 szabvány | S275JRH, S275J0H, S355J0H, S355J2H stb. | ||||
| BS EN10219 szabvány | S275JRH, S275J0H, S355J0H, S355J2H stb. | ||||
| JIS G3452 | SGP stb. | Alacsony nyomású folyadék szállítása | |||
| JIS G3454 | STPG370, STPG410 stb. | Nagynyomású folyadék szállítása | |||
| JIS G3456 | STPG370, STPG410, STPG480 stb. | magas hőmérsékletű acélcsövek |
Az ezen specifikáció szerint megrendelt cső nyomás alatti üzemre szolgál, hozzávetőlegesen maximum 350 ℃-os hőmérsékleten.
Csupasz cső, fekete bevonattal vagy tűzihorganyzott (egyedi);
Két pamut hevederrel ellátott kötegekben;
Mindkét végén végvédők;
Sima vég, ferde vég (Amikor a vevő előírja, és S≤22mm, a cső végét ferdén kell lekerekíteni, 30°-os szögben (+5°~0°), és a csővég falvastagsága nem csökken <2,4 mm-rel);
Jelzés.
Minőség és kémiai összetétel (%)
| Fokozat | C≤ | Si≤ | Mn | P≤ | S≤ |
| STPG370 | 0,25 | 0,35 | 0,30~0,90 | 0,040 | 0,040 |
| STPG410 | 0,30 | 0,35 | 0,30~1,00 | 0,040 | 0,040 |
|
|
|
|
|
|
|
| Mechanikai tulajdonságok | ||||||
| Fokozat | Szakítószilárdság | folyáshatár | Nyúlás% | |||
| N/m² | N/m² | 11. vagy 12. számú próbadarabok | 5. számú tesztdarabok | 4. számú próbadarab | ||
|
|
| Hosszirányú | Átlós | Hosszirányú | Átlós | |
| STPG370 | 370 perc | 215 perc | 30 perc | 25 perc | 28 perc | 23 perc |
| STPG410 | 410 perc | 245 perc | 25 perc | 20 perc | 24 perc | 19 perc |
Az OD és a WT toleranciája
| Osztály | OD tolerancia | Tolerancia a WT-vel szemben | ||
| Hidegen kész ERW acélcső | 24A vagy annál alacsonyabb | +/-0,3 mm | 3 mm alatt
3 mm vagy több | +/-0,3 mm
+/-10% |
| 32A vagy több | +/-0,8% |
|
| |
| 350A vagy nagyobb névleges átmérőjű csövek esetén a külső átmérő tűrését a kerülethossz határozhatja meg. Ebben az esetben a tűréshatár +/-0,5% kell legyen. | ||||
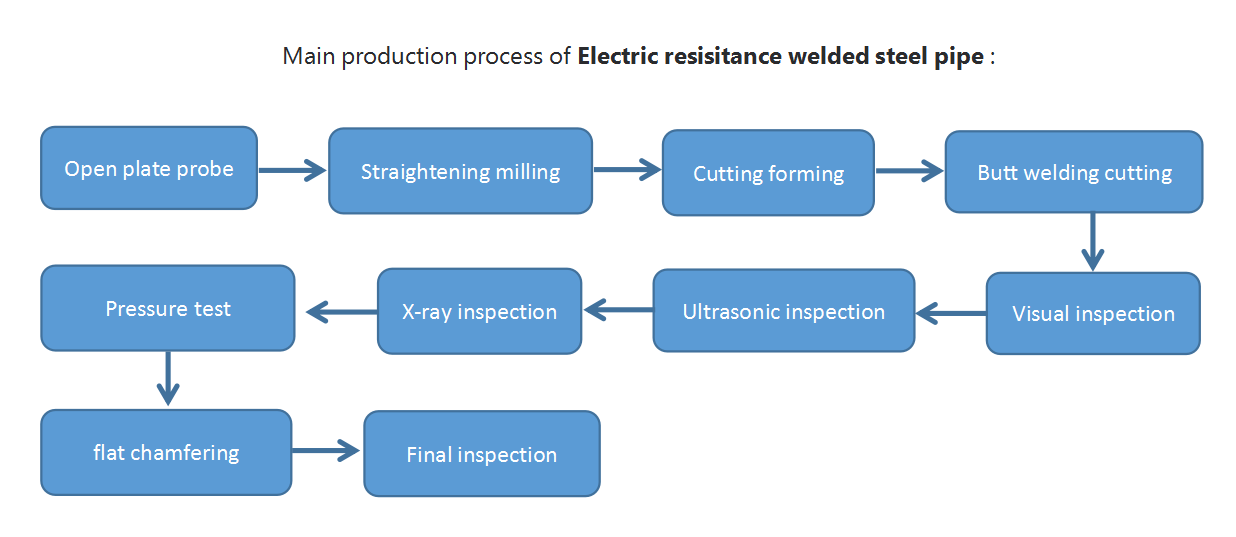
A JIS G3454 ERW acélcső sajtolási szolgáltatás az ERW acélcsövek gyártásának és előállításának fontos aspektusa. A JIS G3454 egy japán ipari szabvány, amely a magas hőmérsékletű nyomás alatti szénacél csöveket írja elő. Az ERW (elektromos ellenállás-hegesztésű) acélcsövet olyan eljárással gyártják, amelynek során az acéllemezek vagy -szalagok széleit nyomás alatt hevítik és olvasztják össze, így varrat nélküli és erős csövet képeznek. A JIS G3454 ERW acélcsövek gyártásában alkalmazott sajtolási szolgáltatások létfontosságú szerepet játszanak ezen csövek minőségének és megbízhatóságának biztosításában. A sajtolási szolgáltatások nagynyomású gépek használatát jelentik a csövek kívánt méretekre és specifikációkra formálásához. Ez az eljárás biztosítja, hogy a cső sima és precíz végei legyenek, és a falvastagsága teljes hosszában egyenletes legyen. A JIS G3454 ERW acélcső sajtolási szolgáltatások egyik legfontosabb előnye, hogy kiváló méretpontossággal és hegesztési integritással rendelkező csöveket lehet előállítani. A sajtolási szolgáltatások szigorúbb ellenőrzést tesznek lehetővé a gyártási folyamat felett, biztosítva, hogy a cső megfeleljen a szükséges szabványoknak és specifikációknak. Ezenkívül a nagynyomású gépek használata a sajtolási szolgáltatások során kivételes szilárdságú és tartósságú csövek előállításához segít, így ezek számos alkalmazásra alkalmasak olyan iparágakban, mint az olaj- és gázipar, az építőipar és az autóipar. Ezenkívül a JIS G3454 ERW acélcső préselési szolgáltatások sima és szép csöveket is képesek előállítani. A sajtolási szolgáltatások során használt gépek polírozhatják és finomíthatják a cső felületét, ami vizuálisan vonzóbb terméket eredményez. Ez különösen fontos azoknál az alkalmazásoknál, ahol a csővezetékek szabadon vannak vagy láthatók, mivel javítja az általános megjelenést és kiváló minőségű felületet biztosít. Összefoglalva, a JIS G3454 ERW acélcső préselési szolgáltatások a gyártási folyamat szerves részét képezik, biztosítva a kiváló minőségű és megbízható csövek gyártását különféle nyomás alatti alkalmazásokhoz. Biztosítja a méretpontosságot, a hegesztési integritást és a sima felületeket, így ezek a csövek számos iparágban és felhasználási területen alkalmasak.
复制