
ASTM A500 સ્ટીલવેલ્ડેડ, રિવેટેડ અથવા બોલ્ટેડ પુલ અને બિલ્ડિંગ સ્ટ્રક્ચર્સ અને સામાન્ય માળખાકીય હેતુઓ માટે કોલ્ડ-ફોર્મ્ડ વેલ્ડેડ અને સીમલેસ કાર્બન સ્ટીલ સ્ટ્રક્ચરલ ટ્યુબિંગ છે.

નેવિગેશન બટનો
હોલો સેક્શન આકાર
ગ્રેડ વર્ગીકરણ
કદ શ્રેણી
કાચો માલ
ઉત્પાદન પદ્ધતિઓ
ટ્યુબ એન્ડ પ્રકાર
ગરમીની સારવાર
ASTM A500 ની રાસાયણિક રચના
ASTM A500 ની તાણ જરૂરિયાતો
ફ્લેટનિંગ ટેસ્ટ
ફ્લેરિંગ ટેસ્ટ
ASTM A500 ની પરિમાણીય સહિષ્ણુતા
ટ્યુબ માર્કિંગ
ASTM A500 ના ઉપયોગો
ASTM A500 ની વૈકલ્પિક સામગ્રી
અમારા સંબંધિત ઉત્પાદનો
હોલો સેક્શન આકાર
તે હોઈ શકે છેગોળાકાર, ચોરસ, લંબચોરસ, અથવા અન્ય ખાસ માળખાકીય આકારો.
આ લેખ ગોળાકાર માળખાકીય સ્ટીલ માટે ASTM A500 ની જરૂરિયાતો પર ધ્યાન કેન્દ્રિત કરે છે.
ગ્રેડ વર્ગીકરણ
ASTM A500 સ્ટીલ પાઇપને ત્રણ ગ્રેડમાં વર્ગીકૃત કરે છે,ગ્રેડ B, ગ્રેડ C, અને ગ્રેડ D.
એ નોંધવું યોગ્ય છે કે ASTM A500 ના પહેલાના સંસ્કરણોમાં પણ ગ્રેડ A હતો, જે 2023 ના નવીનતમ સંસ્કરણમાં દૂર કરવામાં આવ્યો હતો.
કદ શ્રેણી
≤ 2235mm [88in] બહારનો વ્યાસ અને ≤ 25.4mm [1in] દિવાલની જાડાઈ ધરાવતી નળીઓ માટે.
કાચો માલ
સ્ટીલ નીચેની એક અથવા વધુ પ્રક્રિયાઓ દ્વારા બનાવવામાં આવશે:મૂળભૂત ઓક્સિજન અથવા ઇલેક્ટ્રિક ભઠ્ઠી.
મૂળભૂત ઓક્સિજન પ્રક્રિયા: આ સ્ટીલ ઉત્પાદનની એક આધુનિક ઝડપી પદ્ધતિ છે, જે પીગળેલા પિગ આયર્નમાં ઓક્સિજન ફૂંકીને કાર્બનનું પ્રમાણ ઘટાડે છે, જ્યારે સલ્ફર અને ફોસ્ફરસ જેવા અન્ય અનિચ્છનીય તત્વોને દૂર કરે છે. તે મોટા જથ્થામાં સ્ટીલના ઝડપી ઉત્પાદન માટે યોગ્ય છે.
ઇલેક્ટ્રિક ફર્નેસ પ્રક્રિયા: ઇલેક્ટ્રિક ફર્નેસ પ્રક્રિયા સ્ક્રેપ ઓગળવા અને સીધા લોખંડને ઘટાડવા માટે ઉચ્ચ તાપમાનના ઇલેક્ટ્રિક આર્કનો ઉપયોગ કરે છે, અને તે ખાસ કરીને સ્પેશિયાલિટી ગ્રેડના ઉત્પાદન અને એલોય કમ્પોઝિશનને નિયંત્રિત કરવા તેમજ નાના બેચ ઉત્પાદન માટે ઉપયોગી છે.
ઉત્પાદન પદ્ધતિઓ
સીમલેસ અથવા વેલ્ડીંગ પ્રક્રિયા.
ઇલેક્ટ્રિક-રેઝિસ્ટન્સ-વેલ્ડીંગ (ERW) પ્રક્રિયા દ્વારા ફ્લેટ-રોલ્ડ સ્ટીલમાંથી વેલ્ડેડ ટ્યુબિંગ બનાવવામાં આવશે. પાઇપની મજબૂતાઈ સુનિશ્ચિત કરવા માટે વેલ્ડ સીમને વેલ્ડિંગ કરવું જોઈએ.
વેલ્ડીંગ પ્રક્રિયા દ્વારા ઉત્પાદિત પાઈપોમાં સામાન્ય રીતે આંતરિક વેલ્ડ દૂર કરવામાં આવતું નથી.
ટ્યુબ એન્ડ પ્રકાર
જો ખાસ જરૂરી ન હોય, તો માળખાકીય નળીઓ હોવી જોઈએસપાટ છેડોઅને ગંદકીથી સાફ.
ગરમીની સારવાર
ગ્રેડ B અને ગ્રેડ C
એનિલ કરી શકાય છે અથવા તણાવમુક્ત કરી શકાય છે.
ટ્યુબને ઊંચા તાપમાને ગરમ કરીને અને પછી ધીમે ધીમે ઠંડુ કરીને એનલીંગ પૂર્ણ થાય છે. એનલીંગ સામગ્રીના સૂક્ષ્મ માળખાને ફરીથી ગોઠવે છે જેથી તેની કઠિનતા અને એકરૂપતામાં સુધારો થાય.
તણાવ દૂર કરવા માટે સામાન્ય રીતે સામગ્રીને નીચા તાપમાને (સામાન્ય રીતે એનેલીંગ કરતા ઓછી) ગરમ કરીને અને પછી તેને થોડા સમય માટે પકડી રાખીને અને પછી તેને ઠંડુ કરીને કાર્ય પૂર્ણ કરવામાં આવે છે. આ વેલ્ડીંગ અથવા કટીંગ જેવા અનુગામી કામગીરી દરમિયાન સામગ્રીના વિકૃતિ અથવા ભંગાણને રોકવામાં મદદ કરે છે.
ગ્રેડ ડી
ગરમીની સારવાર જરૂરી છે.
તે ઓછામાં ઓછા તાપમાને થવું જોઈએ૨૫ મીમી દિવાલની જાડાઈ દીઠ ૧ કલાક માટે ૧૦૦°F (૫૯૦°C).
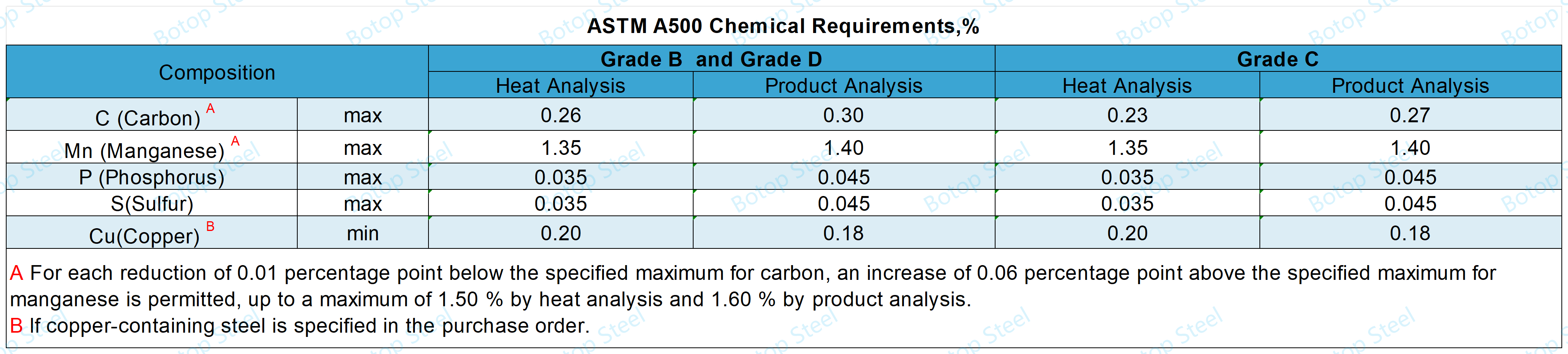
ASTM A500 ની રાસાયણિક રચના
પરીક્ષણ પદ્ધતિ: ASTM A751.
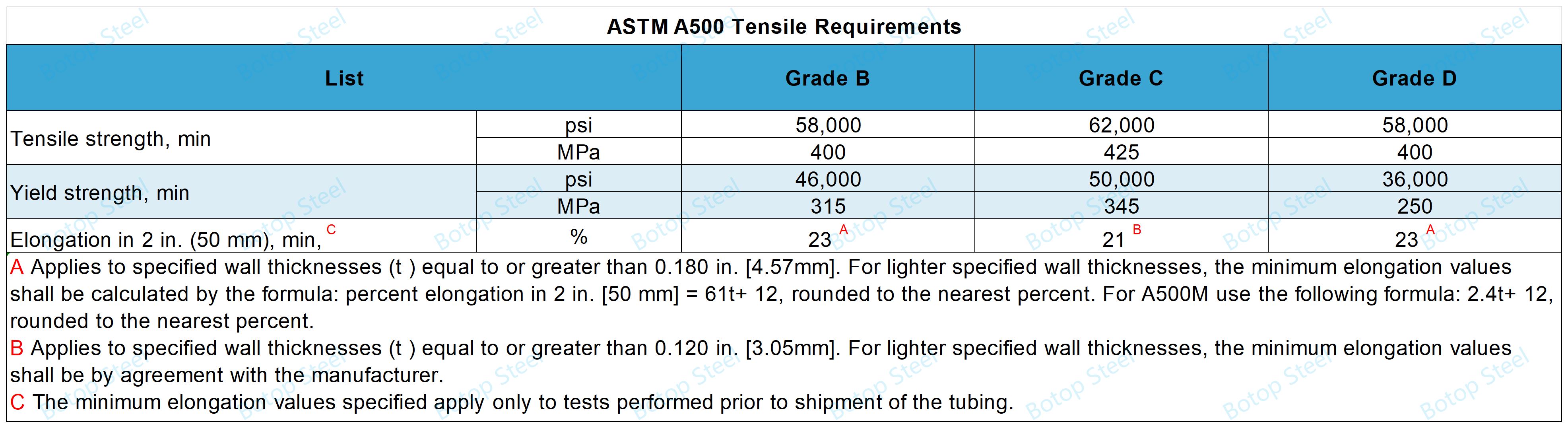
ASTM A500 ની તાણ જરૂરિયાતો
નમૂનાઓ ASTM A370, પરિશિષ્ટ A2 ની લાગુ પડતી આવશ્યકતાઓને પૂર્ણ કરશે.
ફ્લેટનિંગ ટેસ્ટ
વેલ્ડેડ રાઉન્ડ સ્ટ્રક્ચરલ ટ્યુબ્સ
વેલ્ડdચપળતાtઅંદાજિત: ઓછામાં ઓછા 4 ઇંચ (100 મીમી) લાંબા નમૂનાનો ઉપયોગ કરીને, નમૂનાને 90° પર વેલ્ડ વડે લોડિંગની દિશામાં સપાટ કરો જ્યાં સુધી પ્લેટો વચ્ચેનું અંતર પાઇપના બાહ્ય વ્યાસના 2/3 કરતા ઓછું ન થાય. આ પ્રક્રિયા દરમિયાન નમૂનામાં તિરાડો કે તૂટ ન હોવી જોઈએ.
પાઇપ નમ્રતા પરીક્ષણ: પ્લેટો વચ્ચેનું અંતર પાઇપના બાહ્ય વ્યાસના 1/2 કરતા ઓછું ન થાય ત્યાં સુધી નમૂનાને સપાટ કરવાનું ચાલુ રાખો. આ સમયે, પાઇપમાં આંતરિક અને બાહ્ય સપાટી પર તિરાડો અથવા ફ્રેક્ચર ન હોવા જોઈએ.
પ્રામાણિકતાtઅંદાજિત: જ્યાં સુધી ફ્રેક્ચર ન થાય અથવા દિવાલની જાડાઈની સંબંધિત જરૂરિયાતો પૂર્ણ ન થાય ત્યાં સુધી નમૂનાને ફ્લેટ કરવાનું ચાલુ રાખો. જો ફ્લેટનીંગ પરીક્ષણ દરમિયાન પ્લાય પીલીંગ, અસ્થિર સામગ્રી અથવા અપૂર્ણ વેલ્ડિંગના પુરાવા મળી આવે, તો નમૂનાને અસંતોષકારક ગણવામાં આવશે.
સીમલેસ રાઉન્ડ સ્ટ્રક્ચરલ ટ્યુબ્સ
નમૂના લંબાઈ: પરીક્ષણ માટે ઉપયોગમાં લેવાતા નમૂનાની લંબાઈ 2 1/2 ઇંચ (65 મીમી) કરતા ઓછી ન હોવી જોઈએ.
ડક્ટિલિટી ટેસ્ટ: તિરાડ કે ફ્રેક્ચર વિના, નમૂનાને સમાંતર પ્લેટો વચ્ચે સપાટ કરવામાં આવે છે જ્યાં સુધી પ્લેટો વચ્ચેનું અંતર નીચેના સૂત્ર દ્વારા ગણતરી કરાયેલ "H" મૂલ્ય કરતા ઓછું ન થાય:
H=(1+e)t/(e+t/D)
H = ફ્લેટનીંગ પ્લેટો વચ્ચેનું અંતર, ઇંચ [મીમી],
e= પ્રતિ યુનિટ લંબાઈ વિકૃતિ (આપેલ ગ્રેડ સ્ટીલ માટે સ્થિર, ગ્રેડ B માટે 0.07 અને ગ્રેડ C માટે 0.06),
t= ટ્યુબિંગની દિવાલની સ્પષ્ટ જાડાઈ, ઇંચ [મીમી],
D = ટ્યુબિંગનો સ્પષ્ટ બાહ્ય વ્યાસ, ઇંચ [મીમી].
પ્રામાણિકતાtઅંદાજિત: જ્યાં સુધી નમૂનો તૂટે નહીં અથવા નમૂનોની વિરુદ્ધ દિવાલો ન મળે ત્યાં સુધી નમૂનો સપાટ કરવાનું ચાલુ રાખો.
નિષ્ફળતાcધાર્મિક વિધિ: ફ્લેટનીંગ ટેસ્ટ દરમિયાન જોવા મળતું લેમિનર પીલીંગ અથવા નબળું મટીરીયલ અસ્વીકાર માટેનું કારણ હશે.
ફ્લેરિંગ ટેસ્ટ
≤ 254 મીમી (10 ઇંચ) વ્યાસ ધરાવતી ગોળ નળીઓ માટે ફ્લેરિંગ ટેસ્ટ ઉપલબ્ધ છે, પરંતુ તે ફરજિયાત નથી.
ASTM A500 ની પરિમાણીય સહિષ્ણુતા

ટ્યુબ માર્કિંગ
નીચેની માહિતી શામેલ હોવી જોઈએ:
ઉત્પાદકનું નામ: આ ઉત્પાદકનું પૂરું નામ અથવા સંક્ષેપ હોઈ શકે છે.
બ્રાન્ડ અથવા ટ્રેડમાર્ક: ઉત્પાદક દ્વારા તેના ઉત્પાદનોને અલગ પાડવા માટે ઉપયોગમાં લેવાતું બ્રાન્ડ નામ અથવા ટ્રેડમાર્ક.
સ્પષ્ટીકરણ ડિઝાઇનર: ASTM A500, જેમાં પ્રકાશનનું વર્ષ શામેલ કરવાની જરૂર નથી.
ગ્રેડ લેટર: બી, સી અથવા ડી ગ્રેડ.
૧૦૦ મીમી (૪ ઇંચ) વ્યાસ કરતાં ઓછી માળખાકીય નળીઓ માટે, ઓળખ માહિતીને સ્પષ્ટ રીતે ચિહ્નિત કરવા માટે લેબલનો ઉપયોગ કરી શકાય છે.
ASTM A500 ના ઉપયોગો
તેના ઉત્તમ યાંત્રિક ગુણધર્મો અને વેલ્ડેબિલિટીને કારણે, ASTM A500 સ્ટીલ પાઇપનો ઉપયોગ વિવિધ પ્રકારની રચનાઓમાં થાય છે જ્યાં ટકાઉપણું અને મજબૂતાઈ જરૂરી હોય છે.
બાંધકામ: ફ્રેમિંગ સિસ્ટમ્સ, છતની રચનાઓ, કમાન ડિઝાઇન તત્વો અને ગોળાકાર સ્તંભો જેવા બિલ્ડિંગ સ્ટ્રક્ચર્સને ટેકો આપવા માટે વપરાય છે.
પુલ બાંધકામ: પુલોના માળખાકીય તત્વો માટે, જેમ કે ગોળાકાર લોડ-બેરિંગ સ્તંભો અને પુલો માટે ટ્રસ.
ઔદ્યોગિક માળખાગત સુવિધાઓ: તેલ અને ગેસ સુવિધાઓ, રાસાયણિક પ્લાન્ટ અને સ્ટીલ મિલો જેવી મોટી ઔદ્યોગિક ઇમારતોમાં, સપોર્ટ સ્ટ્રક્ચર્સ અને ટ્રાન્સમિશન પાઇપિંગ બનાવવા માટે રાઉન્ડ સ્ટીલ ટ્યુબનો ઉપયોગ થાય છે.
પરિવહન વ્યવસ્થા: ટ્રાફિક સાઇન પોસ્ટ્સ, લાઇટ થાંભલાઓ અને રેલિંગ સ્ટ્રટ્સ માટે.
મશીનરી ઉત્પાદન: કૃષિ મશીનરી, ખાણકામના સાધનો અને બાંધકામ મશીનરી જેવા મશીનરી અને ભારે સાધનોના ભાગ રૂપે.
ઉપયોગિતાઓ: પાણી, ગેસ, પેટ્રોલિયમ ઉત્પાદનો વગેરે માટે પાઇપલાઇનમાં અને વાયર અને કેબલ સુરક્ષા પાઇપ તરીકે વપરાય છે.
રમતગમતની સુવિધાઓ: રમતગમતના સ્થળોના નિર્માણમાં, બ્લીચર્સ, લાઇટિંગ ટાવર અને અન્ય સપોર્ટ સ્ટ્રક્ચર બનાવવા માટે ગોળ સ્ટીલ ટ્યુબનો ઉપયોગ થાય છે.
ફર્નિચર અને સજાવટ: ગોળાકાર માળખાકીય સ્ટીલ ટ્યુબનો ઉપયોગ મેટલ ફર્નિચર બનાવવા માટે થાય છે, જેમ કે ટેબલ અને ખુરશીઓ માટે પગ, તેમજ આધુનિક આંતરિક ડિઝાઇન માટે સુશોભન તત્વો.
વાડ અને રેલિંગ સિસ્ટમ્સ: ફેન્સીંગ અને રેલિંગ સિસ્ટમ માટે થાંભલા તરીકે ઉપયોગ થાય છે, ખાસ કરીને જ્યાં માળખાકીય મજબૂતાઈ અને ટકાઉપણું જરૂરી હોય છે.
ASTM A500 ની વૈકલ્પિક સામગ્રી
એએસટીએમ એ 501: આ હોટ-ફોર્મ્ડ કાર્બન સ્ટીલ સ્ટ્રક્ચરલ ટ્યુબિંગ માટેનું એક માનક છે, જે ASTM A500 જેવું જ છે, પરંતુ હોટ-ફોર્મિંગ ઉત્પાદન પ્રક્રિયાને લાગુ પડે છે.
એએસટીએમ એ252: ફાઉન્ડેશન અને પાઇલિંગના કામમાં ઉપયોગ માટે સ્ટીલ પાઇપના થાંભલાઓ માટે માનક.
એએસટીએમ એ 106: સીમલેસ કાર્બન સ્ટીલ પાઇપ, સામાન્ય રીતે ઉચ્ચ-તાપમાન વાતાવરણમાં વપરાય છે.
એએસટીએમ એ53: દબાણ અને યાંત્રિક ઉપયોગો માટે કાર્બન સ્ટીલ પાઇપનો બીજો પ્રકાર, જે પ્રવાહી ટ્રાન્સફર સિસ્ટમમાં વ્યાપકપણે ઉપયોગમાં લેવાય છે.
EN 10210: યુરોપમાં, EN 10210 માનક ગરમ-રચિત માળખાકીય હોલો વિભાગો માટે તકનીકી ડિલિવરી શરતોનો ઉલ્લેખ કરે છે, જેમાં ASTM A500 જેવા જ એપ્લિકેશન ક્ષેત્રો હોય છે.
સીએસએ જી40.21: એક કેનેડિયન માનક જે સમાન એપ્લિકેશનો માટે ઉપયોગમાં લઈ શકાય તેવા વિવિધ તાકાત ગ્રેડમાં માળખાકીય ગુણવત્તાવાળા સ્ટીલ્સની વિશાળ શ્રેણી પ્રદાન કરે છે.
JIS G3466: સામાન્ય માળખાકીય ઉપયોગ માટે કાર્બન સ્ટીલના ચોરસ અને લંબચોરસ ટ્યુબ માટે જાપાનીઝ ઔદ્યોગિક ધોરણ.
IS 4923: કોલ્ડ-ફોર્મ્ડ વેલ્ડેડ અથવા સીમલેસ કાર્બન સ્ટીલ સ્ટ્રક્ચરલ હોલો સેક્શન માટે ભારતીય માનક.
AS/NZS 1163: સ્ટ્રક્ચરલ સ્ટીલ ટ્યુબ અને હોલો સેક્શન માટે ઓસ્ટ્રેલિયન અને ન્યુઝીલેન્ડના ધોરણો.
અમારા સંબંધિત ઉત્પાદનો
2014 માં તેની સ્થાપના થઈ ત્યારથી, બોટોપ સ્ટીલ ઉત્તરી ચીનમાં એક અગ્રણી કાર્બન સ્ટીલ પાઇપ સપ્લાયર બની ગયું છે, જે તેની ઉત્તમ સેવા, ઉચ્ચ-ગુણવત્તાવાળા ઉત્પાદનો અને વ્યાપક ઉકેલો માટે જાણીતું છે. કંપનીની વ્યાપક ઉત્પાદન શ્રેણીમાં સીમલેસ, ERW, LSAW અને SSAW સ્ટીલ પાઇપ, તેમજ પાઇપ ફિટિંગ, ફ્લેંજ અને વિશિષ્ટ સ્ટીલનો સમાવેશ થાય છે.
ગુણવત્તા પ્રત્યે મજબૂત પ્રતિબદ્ધતા સાથે, બોટોપ સ્ટીલ તેના ઉત્પાદનોની વિશ્વસનીયતા સુનિશ્ચિત કરવા માટે કડક નિયંત્રણો અને પરીક્ષણો લાગુ કરે છે. તેની અનુભવી ટીમ ગ્રાહક સંતોષ પર ધ્યાન કેન્દ્રિત કરીને વ્યક્તિગત ઉકેલો અને નિષ્ણાત સહાય પૂરી પાડે છે.
ટૅગ્સ: astm a500, astm a500 ગ્રેડ b, astm a500 ગ્રેડ c, astm a500 ગ્રેડ d.
પોસ્ટ સમય: મે-04-2024