
لوله فولادی ASTM A210 یک لوله فولادی بدون درز با کربن متوسط است که به عنوان لولههای دیگ بخار و سوپرهیتر برای محیطهای با دما و فشار بالا، مانند نیروگاهها و دیگهای بخار صنعتی، استفاده میشود.

قطر بیرونی: ۱/2اینچ (12.7 میلیمتر) ≤ قطر خارجی ≤5 اینچ (127 میلیمتر)
ضخامت دیواره: 0.035 اینچ (0.9 میلیمتر)≤ وزن ≤0.500 اینچ (12.7 میلیمتر)
لولههایی با ابعاد دیگر نیز میتوانند ارائه شوند، مشروط بر اینکه چنین لولههایی با سایر الزامات این مشخصات مطابقت داشته باشند.
مواد اولیه
شیوههای فولادسازی--فولاد کشته خواهد شد.
فولاد کشتهشده به افزودن مقادیر مشخصی از اکسیدکنندهها مانند سیلیکون، آلومینیوم و منگنز در طول فرآیند ذوب فولاد اشاره دارد.
این افزودنیها میتوانند با اکسیژن موجود در فولاد واکنش داده و اکسیدهای جامد تولید کنند، در نتیجه میزان اکسیژن موجود در فولاد را کاهش داده و از تشکیل آخالهای اکسیدکننده جلوگیری میکنند.
گرید ASTM A210
ASTM A210 در دو گرید موجود است:درجه A-1 و درجه C.
فرآیند تولید لوله فولادی بدون درز ASTM A210
لولههای فولادی باید با فرآیند بدون درز ساخته شوند و ...داغ تمام شده or سردکاری شدههمانطور که مشخص شده است.
معمولاً لولههای فولادی با قطر بیش از 30 میلیمتر، به روش پرداخت گرم و لولههای با قطر کمتر یا مساوی 30 میلیمتر، به روش پرداخت سرد تولید میشوند. این روش تمایز قطعی نیست، اما میتواند به عنوان روشی سریع و آسان برای تعیین روش فرآوری لوله فولادی بدون درز مورد استفاده قرار گیرد.
عملیات حرارتی
عملیات حرارتی برای لولههای نورد گرم لازم نیست.
لولههای نورد سرد پس از فرآیند نورد سرد نهایی، باید تحت عملیات حرارتی آنیل زیر بحرانی، آنیل کامل یا نرمالسازی قرار گیرند.
اجزای شیمیایی
| عنصر | درجه A-1 | درجه C |
| C (کربن)، حداکثرA | ۰.۲۷ | ۰.۳۵ |
| منگنز (Mn) | حداکثر ۰.۹۳ | ۰.۲۹-۱.۰۶ |
| فسفر (فسفر)، حداکثر | ۰.۰۳۵ | ۰.۰۳۵ |
| S (گوگرد)، حداکثر | ۰.۰۳۵ | ۰.۰۳۵ |
| سی (سیلیکون)، دقیقه | ۰.۱ | ۰.۱ |
| الف) به ازای هر کاهش ۰.۰۱٪ کمتر از حداکثر کربن مشخص شده، افزایش ۰.۰۶٪ منگنز بالاتر از حداکثر مشخص شده تا سقف حداکثر ۱.۳۵٪ مجاز خواهد بود. | ||
این الزامات ترکیب شیمیایی تضمین میکنند که لولهها از استحکام و مقاومت دمایی کافی برخوردار باشند.
خواص مکانیکی
الزامات خواص مکانیکی برای لولههای کوچکتر از۱/ 8قطر داخلی [3.2 میلیمتر] یا ضخامت 0.015 اینچ [0.4 میلیمتر].
| فهرست | واحد | درجه A-1 | درجه C | |
| استحکام کششی، حداقل | کی اس آی | 60 | 70 | |
| مگاپاسکال | ۴۱۵ | ۴۸۵ | ||
| استحکام تسلیم، حداقل | کی اس آی | 37 | 40 | |
| مگاپاسکال | ۲۵۵ | ۲۷۵ | ||
| کشیدگی در 50 میلیمتر (2 اینچ)، حداقل | برای آزمایشهای نوار طولی، به ازای هر 1/32 اینچ [0.8 میلیمتر] کاهش ضخامت دیواره کمتر از 5/16 اینچ [8 میلیمتر]، باید درصدی از حداقل افزایش طول پایه کسر شود. | % | ۱.۵A | ۱.۵A |
| وقتی از نمونه استاندارد گرد ۲ اینچی یا ۵۰ میلیمتری یا کوچکتر با طول گیج برابر با ۴D (چهار برابر قطر) استفاده شود. | 22 | 20 | ||
| Aبرای حداقل مقادیر محاسبه شده به جدول ۴ مراجعه کنید. | ||||
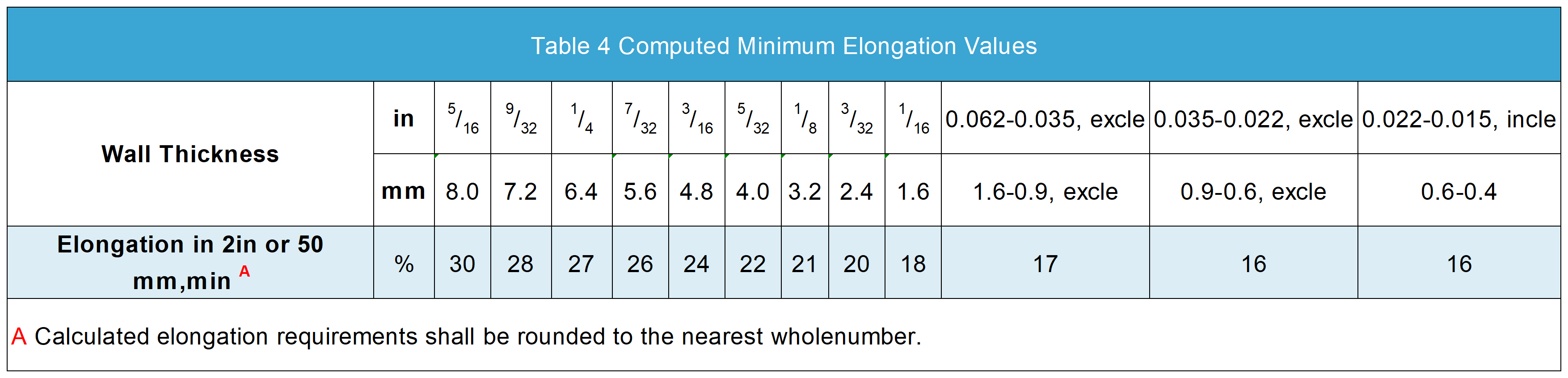
جدول 4 حداقل مقادیر ازدیاد طول محاسبه شده برای هر کدام را نشان میدهد.۱/32اینچ [0.8 میلیمتر] کاهش ضخامت دیواره.
در مواردی که ضخامت دیواره بین دو مقدار نشان داده شده در بالا قرار دارد، حداقل مقدار ازدیاد طول باید با معادله زیر تعیین شود:
واحدهای امپراتوری (به اینچ): E = 48t+15.00
واحد SI (میلیمتر): E = 1.87t+15.00
کجا:
E = افزایش طول بر حسب ۲ اینچ یا ۵۰ میلیمتر، %
t = ضخامت واقعی نمونه.
تست سختی
آزمایشهای سختی برینل یا راکول باید روی نمونههایی از دو لوله از هر سری انجام شود.
ASTM A210 درجه A-1:79-143 HBW
ASTM A210 درجه C: 89-179 HBW
HBW به اندازهگیری سختی برینل اشاره دارد، که در آن "W" مخفف استفاده از یک ساچمه کاربیدی به عنوان فرورونده است.
آزمایشهای دیگر
تست مسطح سازی
تست شعلهور شدن
تست هیدرواستاتیک یا غیر مخرب الکتریکی
پرداخت سطح
می توان آن را اسیدشویی یا بلاست یا هر دو کرد و این قسمت توافقی است و انتخاب آن بر اساس توافق بین کاربر و سازنده انجام می شود.
اسیدشویی عمدتاً برای حذف لایههای اکسید شده و سایر آلایندهها از سطح لولههای فولادی استفاده میشود.
از شات بلاست برای تمیز کردن سطح و افزایش چسبندگی آن استفاده میشود.
این عملیات نه تنها بر کیفیت سطح لوله تأثیر میگذارند، بلکه ممکن است بر خواص نهایی کاربرد آن نیز تأثیر بگذارند.
عملیات شکلدهی
وقتی لولهها در دیگ بخار قرار میگیرند، باید بدون ایجاد ترک یا نقص، در برابر انبساط و خم شدن مقاومت کنند. لولههای سوپرهیتر در صورت دستکاری صحیح، باید تمام عملیات آهنگری، جوشکاری و خمکاری لازم برای کاربرد را بدون ایجاد نقص تحمل کنند.
علامت گذاری ASTM A210
موارد زیر باید به وضوح علامت گذاری شوند:
نام یا لوگوی سازنده.
مشخصات لوله (اندازه، ضخامت دیواره و غیره).
درجه لوله.
نوع تولید لوله فولادی: پرداخت گرم یا پرداخت سرد.
کاربردهای ASTM A210
در ساخت دیگهای بخار کوچک تا متوسط با فشار متوسط، مانند دیگهای بخار ایستاده، دیگهای بخار نشسته و سایر دیگهای بخار مورد استفاده برای گرمایش صنعتی یا مسکونی، استفاده میشود.
سوپرهیترها قطعاتی از دیگ بخار هستند که برای افزایش دمای بخار بالاتر از نقطه جوش آن استفاده میشوند و لولههای ASTM A210 برای ساخت این قطعات با دمای بالا مناسب هستند.
محصولات مرتبط ما
ما یک تولیدکننده و تأمینکننده لولههای فولادی کربنی جوش داده شده با کیفیت بالا از چین و همچنین یک انباردار لولههای فولادی بدون درز هستیم که طیف گستردهای از راهحلهای لولههای فولادی را به شما ارائه میدهیم!
برچسبها: astm 210، دیگ بخار، بدون درز، گرمکاری شده، سردکار، سوپرهیتر، تامینکنندگان، تولیدکنندگان، کارخانهها، فروشندگان، شرکتها، عمدهفروشی، خرید، قیمت، پیشفاکتور، فله، برای فروش، هزینه.
زمان ارسال: 24 آوریل 2024