



ASTM A501 درجه Bیک لوله فولادی کربنی جوش داده شده و بدون درز با روش نورد گرم و حداقل استحکام کششی ۴۴۸ مگاپاسکال (۶۵۰۰۰ psi) برای انواع کاربردهای سازهای است.
ASTM A501برای ساخت و اجرای لولههای فولادی کربنی جوش داده شده و بدون درز با روش نورد گرم برای کاربردهای سازهای است.
این لولههای فولادی میتوانند سیاه (بدون پوشش) یا گالوانیزه گرم باشند که نوع دوم از طریق فرآیند گالوانیزه، مقاومت در برابر خوردگی بیشتری دارد و آن را برای طیف وسیعی از شرایط محیطی مناسب میکند.
این لولههای فولادی به طور گسترده در پلها، ساختمانها و بسیاری دیگر از کاربردهای سازهای عمومی مورد استفاده قرار میگیرند.
ASTM A501 لوله فولادی را به سه درجه طبقه بندی می کند،درجه A، درجه B و درجه C.
گرید B از بین این سه گرید بیشترین کاربرد را دارد زیرا خواص متعادلی را برای کاربردهای ساختاری متعدد فراهم میکند.
فولاد باید توسط ... ساخته شودفرآیند فولادسازی با کوره قوس الکتریکی یا اکسیژن پایه.
فولاد ممکن است به صورت شمش ریختهگری شود یا به صورت رشتهای ریختهگری شود.
وقتی فولادهایی با گریدهای مختلف به صورت متوالی ریختهگری رشتهای میشوند، تولیدکننده فولاد باید ماده واسطه حاصل را شناسایی کرده و آن را با استفاده از یک روش مشخص که گریدها را به طور قطعی از هم جدا میکند، حذف کند.
لوله باید توسط یکی از فرآیندهای زیر ساخته شود:بدون درز؛ جوشکاری کوره ای لب به لب (جوشکاری پیوسته)؛ جوشکاری مقاومت الکتریکی (ERW) یا جوشکاری قوسی زیر پودری (SAW)و به دنبال آن گرم کردن مجدد در سراسر سطح مقطع و شکلدهی گرم توسط یک فرآیند کاهش یا شکلدهی، یا هر دو انجام میشود.
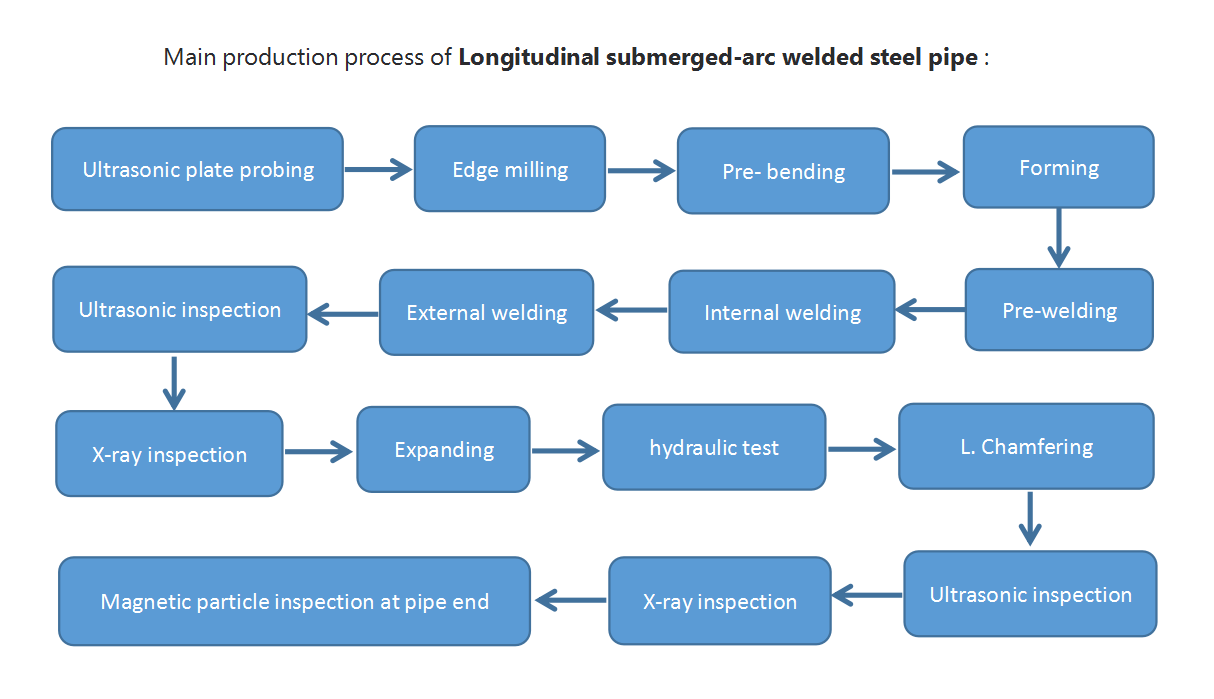
فرآیند جوشکاری SAW به دو دسته تقسیم میشودLSAW(SAWL) و SSAW (HSAW).
شکل نهایی باید توسط فرآیند شکلدهی گرم ایجاد شود.
انجام عملیات حرارتی نرماله کردن برای لولههایی با ضخامت دیواره بیشتر از ۱۳ میلیمتر [۱/۲ اینچ] مجاز است.
| الزامات شیمیایی ASTM A501 درجه B،٪ | |||
| ترکیب | درجه ب | ||
| تحلیل گرما | تجزیه و تحلیل محصول | ||
| سی (کربن)B | حداکثر | ۰.۲۲ | ۰.۲۶ |
| منگنز (Mn)B | حداکثر | ۱.۴۰ | ۱.۴۵ |
| فسفر (P) | حداکثر | ۰.۰۳۰ | ۰.۰۴۰ |
| گوگرد (S) | حداکثر | ۰.۰۲۰ | ۰.۰۳۰ |
| مس (Cu)B (وقتی فولاد مس مشخص شده باشد) | دقیقه | ۰.۲۰ | ۰.۱۸ |
| Bبه ازای هر کاهش ۰.۰۱ درصد کمتر از حداکثر مشخص شده برای کربن، افزایش ۰.۰۶ درصد بالاتر از حداکثر مشخص شده برای منگنز مجاز است، حداکثر تا ۱.۶۰ درصد با آنالیز حرارتی و ۱.۶۵ درصد با آنالیز محصول. | |||
تجزیه و تحلیل محصول باید با استفاده از نمونههای آزمایشی گرفته شده از دو طول لوله از هر دسته ۵۰۰ طولی، یا کسری از آن، یا دو قطعه نورد تخت از هر دسته با مقدار متناظر نورد تخت انجام شود.
نمونههای کششی باید با الزامات مربوط به روشهای آزمایش و تعاریف A370، پیوست A2 مطابقت داشته باشند.
| الزامات کششی ASTM A501 درجه B | |||
| فهرست | ضخامت دیواره میلیمتر [اینچ] | درجه ب | |
| استحکام کششی، دقیقه، psi[MPa] | همه | ۶۵۰۰۰ [۴۴۸] | |
| قدرت تسلیم، دقیقه، psi[MPa] | ≤25 [1] | ۴۶۰۰۰ [۳۱۵] | |
| > 25 [1] و ≤ 50 [2] | ۴۵۰۰۰ [۳۱۰] | ||
| > 50 [2] و ≤ 76 [3] | ۴۲۵۰۰ [۲۹۰] | ||
| > 76 [3] و ≤ 100 [4] | ۴۰،۰۰۰ [۲۸۰] | ||
| کشیدگی، دقیقه، % | — | 24 | |
| انرژی ضربه | دقیقه،میانگین، فوت/Ibf [J] | — | 20 [27] |
| دقیقه،مجرد، فوت/Ibf [J] | — | 14 [19] | |
نمونههای آزمایش کشش باید نمونههای آزمایش طولی با اندازه کامل یا نمونههای آزمایش نوار طولی باشند.
برای لولههای جوش داده شدههرگونه نمونه آزمایش نوار طولی باید از مکانی با زاویه حداقل ۹۰ درجه از جوش گرفته شود و بدون صاف کردن طول گیج تهیه شود.
آزمایش نوار طولیتمام برآمدگیهای نمونهها باید برداشته شوند.
نمونههای آزمایش کشش نباید دارای عیوب سطحی باشند که در تعیین صحیح خواص کششی اختلال ایجاد کند.
ضخامت دیواره ≤ 6.3 میلیمتر [0.25 اینچ] نیازی به آزمایش ضربه ندارد.
| تلرانسهای ابعادی ASTM A501 | ||
| فهرست | محدوده | توجه داشته باشید |
| قطر خارجی (OD) | ≤۴۸ میلیمتر (۱.۹ اینچ) | ±۰.۵ میلیمتر [۱/۴۸ اینچ] |
| > 50 میلیمتر (2 اینچ) | ± ۱٪ | |
| ضخامت دیواره (T) | ضخامت دیواره مشخص شده | ۹۰٪≥ |
| وزن | وزن مشخص شده | ۹۶.۵٪ -۱۱۰٪ |
| طول (L) | ≤7 متر (22 فوت) | -6 میلیمتر (1/4 اینچ) - +13 میلیمتر (1/2 اینچ) |
| ۷-۱۴ متر (۲۲-۴۴ فوت) | -6 میلیمتر (1/4 اینچ) - +19 میلیمتر (3/4 اینچ) | |
| صافی | طولها بر حسب واحد امپراتوری (فوت) هستند. | ل/۴۰ |
| واحدهای طول متریک (متر) هستند | لیتر/50 | |
لولههای سازهای باید عاری از هرگونه نقص بوده و دارای سطحی صاف و صیقلی باشند که حاصل فرآیند تولید نورد گرم است.
وقتی عمق عیوب روی سطح لوله از 10٪ ضخامت اسمی دیواره تجاوز کند، این عیوب باید غیر منطبق در نظر گرفته شوند. تعمیر با جوشکاری فقط در صورت توافق بین خریدار و سازنده مجاز است. قبل از تعمیر با جوشکاری، عیوب مورد تعمیر باید با روشهای برش یا سنگزنی کاملاً برطرف شوند.
برای اینکه لولههای سازهای گالوانیزه گرم شوند، این پوشش باید با الزامات مربوط به مشخصات مطابقت داشته باشد.ASTM A53.
هر طول از لولههای سازهای باید با روشی مناسب مانند نورد، مهرزنی، قالبگیری یا رنگآمیزی علامتگذاری شود.
علامت گذاری ASTM A501 باید حداقل اطلاعات زیر را داشته باشد:
نام سازنده
برند یا علامت تجاری
اندازه
نام استاندارد (سال انتشار الزامی نیست)
درجه
برای لولههای سازهای با قطر خارجی کمتر از ۵۰ میلیمتر [۲ اینچ]، میتوان اطلاعات فولاد را روی برچسبی که به هر دسته متصل میشود، علامتگذاری کرد.
فولاد ASTM A501 درجه B استحکام و شکلپذیری را با فرآیند تولید شکلدهی گرم ترکیب میکند و آن را برای انواع کاربردهای سازهای مناسب میسازد.
ساختمان و ساخت و ساز: معمولاً در کاربردهای ساختمانی و عمرانی که در آنها به استحکام و دوام بالای مواد مقاوم نیاز است، استفاده میشود. این شامل ساختمانها، استادیومهای ورزشی، پلها و سایر سازهها میشود.
تأسیسات صنعتی: به دلیل استحکام بالا، برای استفاده در تأسیسات صنعتی مانند کارخانهها و انبارها که یکپارچگی سازه بسیار مهم است، مناسب است.
زیرساختهای حمل و نقلاین گرید در ساخت زیرساختهای حمل و نقل، از جمله ایستگاههای قطار، فرودگاهها و پلهای هوایی بزرگراهها استفاده میشود.
اجزای سازهای: همچنین معمولاً در ساخت اجزای سازهای مانند ستونها، تیرها و خرپاها که چارچوب سازههای مختلف را تشکیل میدهند، استفاده میشود.
ساخت تجهیزات: در تولید تجهیزات و ماشین آلات سنگین، می توان از آن برای قطعاتی که نیاز به اجزای سازه ای با مقاومت بالا دارند، استفاده کرد.


تولیدکننده باید گواهی انطباق را به خریدار ارائه دهد که در آن آمده باشد که محصول مطابق با این مشخصات و هرگونه الزامات دیگر مندرج در سفارش خرید یا قرارداد، نمونهبرداری، آزمایش و بازرسی شده و تمام این الزامات برآورده شدهاند. گواهی انطباق باید شامل شماره و سال صدور خاص باشد.
شرکت Botop Steel یک تولیدکننده و تأمینکننده لولههای فولادی کربنی جوشی با کیفیت بالا از چین و همچنین یک انباردار لولههای فولادی بدون درز است.
شرکت فولاد بوتوپ تعهد جدی به کیفیت دارد و کنترلها و آزمایشهای دقیقی را برای ... انجام میدهد.اطمینان از قابلیت اطمینان محصول. تیم باتجربه آن، با تمرکز بر رضایت مشتری، راهحلهای شخصیسازیشده و پشتیبانی تخصصی ارائه میدهد. ما مشتاقانه منتظر همکاری با شما هستیم.







