
Ŝtalaj tuboj laŭ BS EN 10210estas varm-finitaj kavaj sekcioj el nealojitaj kaj fajngrajnaj ŝtaloj por vasta gamo de arkitekturaj kaj mekanikaj strukturaj aplikoj. Enhavas rondajn, kvadratajn, rektangulajn kaj ovalajn sekciojn.
EN 10210 kaj BS EN 10210 estas identaj normoj sed kun malsamaj organizaĵoj.

Navigaciaj Butonoj
Klasifiko laŭ BS EN 10210
BS EN 10210 Grandeca Gamo
Krudmaterialoj
BS EN 10210 Ŝtalo Nomo
Liverkondiĉoj de BS EN 10210
Kemia Konsisto de BS EN 10210
Mekanikaj ecoj de BS EN 10210
Efikaj Testoj
Veldeblo
Dimensia Toleremo
Surfaca Aspekto
Galvanizita
Riparo de Surfacaj Difektoj
BS EN 10210 Markado
Aplikoj
Niaj Rilataj Produktoj
Klasifiko laŭ BS EN 10210
Laŭ Tipo de Ŝtalo
Nealojitaj kaj alojitaj specialaj ŝtaloj
Nealojitaj ŝtaloj:S235JRH, S275JOH ,S275J2H, S355JOH, S355J2H, S355K2H , S275NH、S275NLH、S355NH、S355NLH.
Alojitaj specialaj ŝtaloj: S420NH、S420NLH、S460NH、S460NLH.
Simpla metodo de identigo estas: en la nomo de la ŝtalo, se la limforto de la indekso komenciĝas per la nombro '4', por alojŝtalo
Per Fabrikada Procezo
Strukturaj kavaj sekcioj estu fabrikitaj persenjuntaj aŭ velditaj procezoj.
Senjunta inkluzivas: varme finita kaj malvarme finita
Oftaj veldsuturoj inkluzivas Elektran Rezistancveldadon (ERW) kaj Subakvan Arkveldadon (SAW): LSAW, SSAW.
Elektre velditaj kavaj sekcioj kutime ne postulas internan veldsurfadon.
Laŭ Sekca Formo
CHS: cirklaj kavaj sekcioj;
RHSkvadrataj aŭ rektangulaj kavaj sekcioj;
EHSelipsaj kavaj sekcioj;
Ĉi tiu artikolo estas organizita laŭ la cirkla sekco (ĈS) de la koncerna enhavo.
BS EN 10210 Grandeca Gamo
Murdikeco: ≤120mm
Ekstera diametro:
Ronda (CHS): Ekstera diametro ≤ 2500 mm;
Kvadrata (RHS): Ekstera diametro ≤ 800 mm × 800 mm;
Rektangula (RHS): Ekstera diametro ≤ 750 mm × 500 mm;
Ovala (EHS): Ekstera diametro ≤ 500 mm × 250 mm.
Krudmaterialoj
Nealojita kaj fajngrajna ŝtalo.
Nealojita ŝtalo kvar kvalitoj JR, JO, J2, kaj K2 estas specifitaj.
Fajngrajnaj ŝtaloj: kvar kvalitoj N kaj NL estas specifitaj.
Fajngrajnaj ŝtaloj estas ŝtaloj kun fajngrajna strukturo, kun feritgrajna grandeco ≥ 6.
BS EN 10210 Ŝtalo Nomo
Por kavaj sekcioj el ne-aloja ŝtalo, la ŝtala nomo konsistas
Ekzemplo: BS EN 10210-S275J0H
konsistas el kvar partoj:S, 275, J0, kaj H.
1.S: indikas, ke la struktura ŝtalo.
2.Nombra valoro (275): dikeco ≤ 16mm por la minimuma specifita streĉlimo, en MPa.
3.JR: indikas, ke je ĉambra temperaturo kun specifaj efikecaj proprecoj;
J0: indikas, ke je 0 ℃ kun specifaj efikecaj proprecoj;
J2 aŭ K2: indikita je -20 ℃ kun specifaj efikecaj proprecoj;
4.H: indikas kavajn sekciojn.
Por fajngrajnaj ŝtalaj strukturaj kavaj sekcioj, la ŝtala nomo konsistas el
Ekzemplo: EN 10210-S355NLH
Konsistas el kvin partoj:S, 355, N, L, kaj H.
1. S: indikas konstruŝtalon.
2. Nombra valoro (355)dikeco ≤ 16mm minimuma specifita streĉlimo, unuo estas MPa.
3. N: normigita aŭ normigita rulado.
4. L: specifaj frakciaj ecoj je -50 °C.
5.H: indikas kavan sekcion.
Liverkondiĉoj de BS EN 10210
JR, J0, J2 kaj K2 - varmfinitaj.
N kaj NL - normaligitaj. Normaligita inkluzivas normaligitan rulitan.
JR, J0, J2 kaj K2 - varme prilaboritaj
N kaj NL - Normaligo. Normaligo inkluzivas normaligon de ruliĝo.
Povas esti necese por senjuntaj kavaj sekcioj kun murdikeco super 10 mm, aŭ kiam T/D estas pli granda ol 0,1, apliki akcelitan malvarmigon post aŭstenigado por atingi la celitan strukturon, aŭ likvan sensoifigon kaj revenigon por atingi la specifitajn mekanikajn ecojn.
Por senjuntaj kavaj sekcioj kun murdikecoj superantaj 10 mm, aŭ kiam la T/D estas pli granda ol 0.1, akcelita malvarmigo post aŭstenigo povas esti necesa por atingi la deziratan strukturon, aŭ likva sensoifigo kaj revenigo por atingi la specifitajn mekanikajn ecojn.
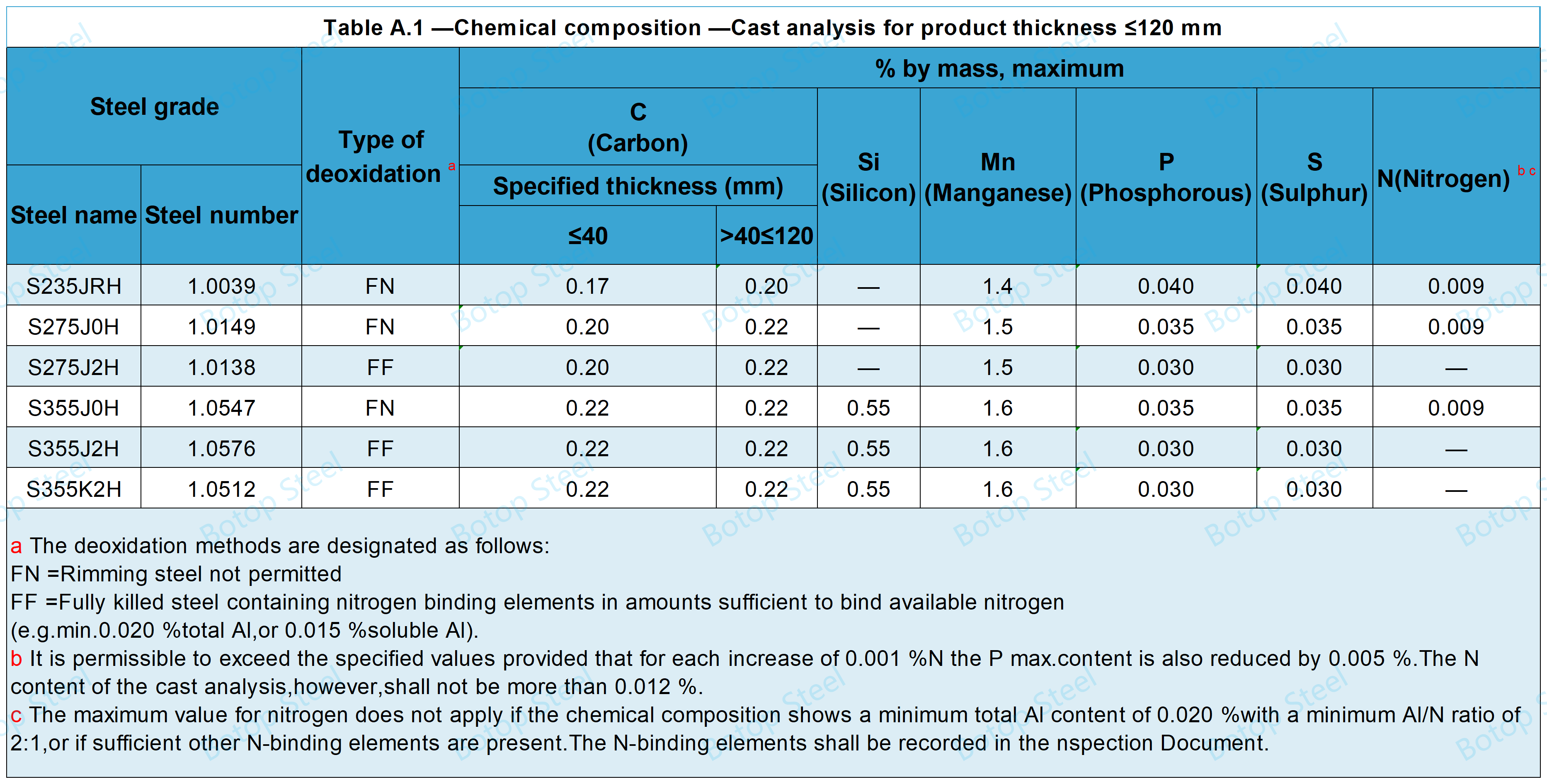
Kemia Konsisto de BS EN 10210
Ne-alojitaj ŝtaloj - Kemia konsisto
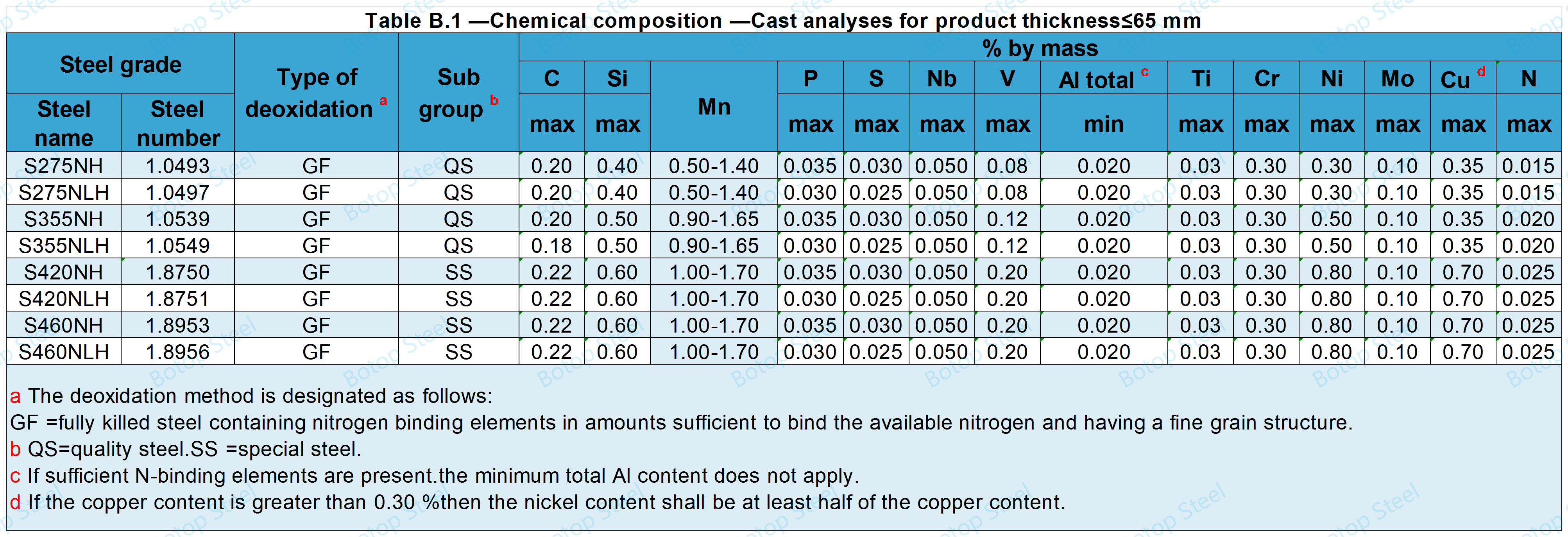
Fajngrajnaj ŝtaloj - Kemia konsisto
Por determinado de la CEV, oni uzu la jenan formulon:
CEV=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15
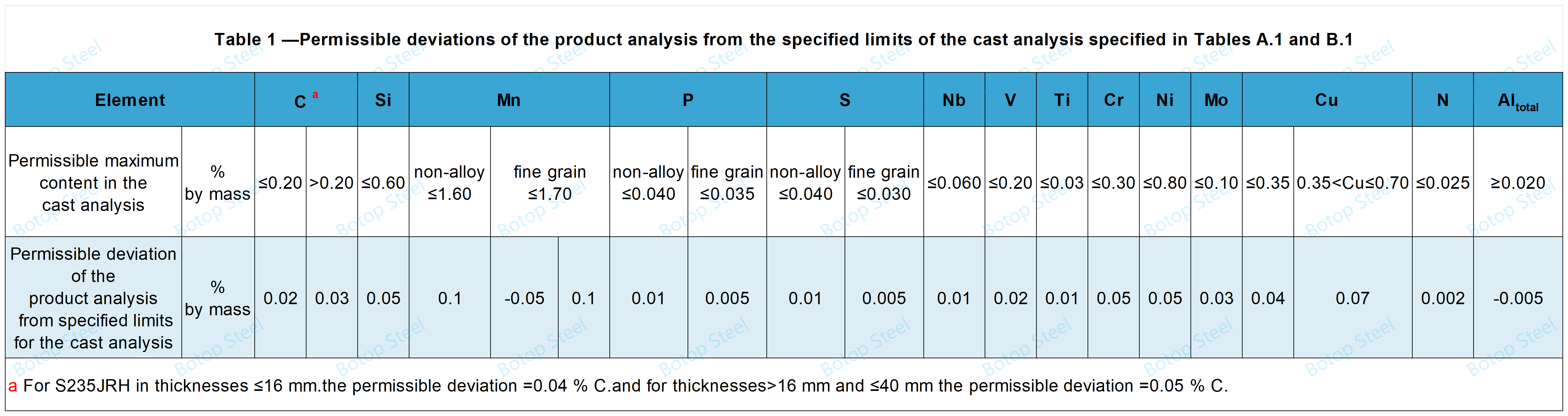
Devio en Kemia Komponaĵo
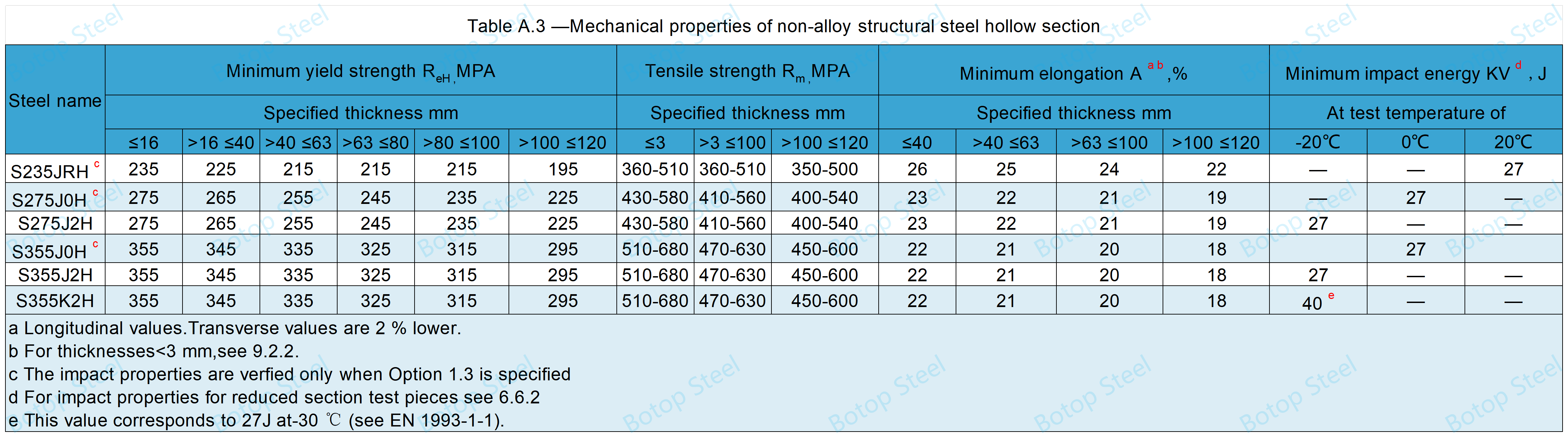
Mekanikaj ecoj de BS EN 10210
Streso-malstreĉiga kalcinado je pli ol 580 °C aŭ dum pli ol unu horo povas konduki al difektiĝo de la mekanikaj ecoj.
Ne-alojaj ŝtaloj - mekanikaj ecoj
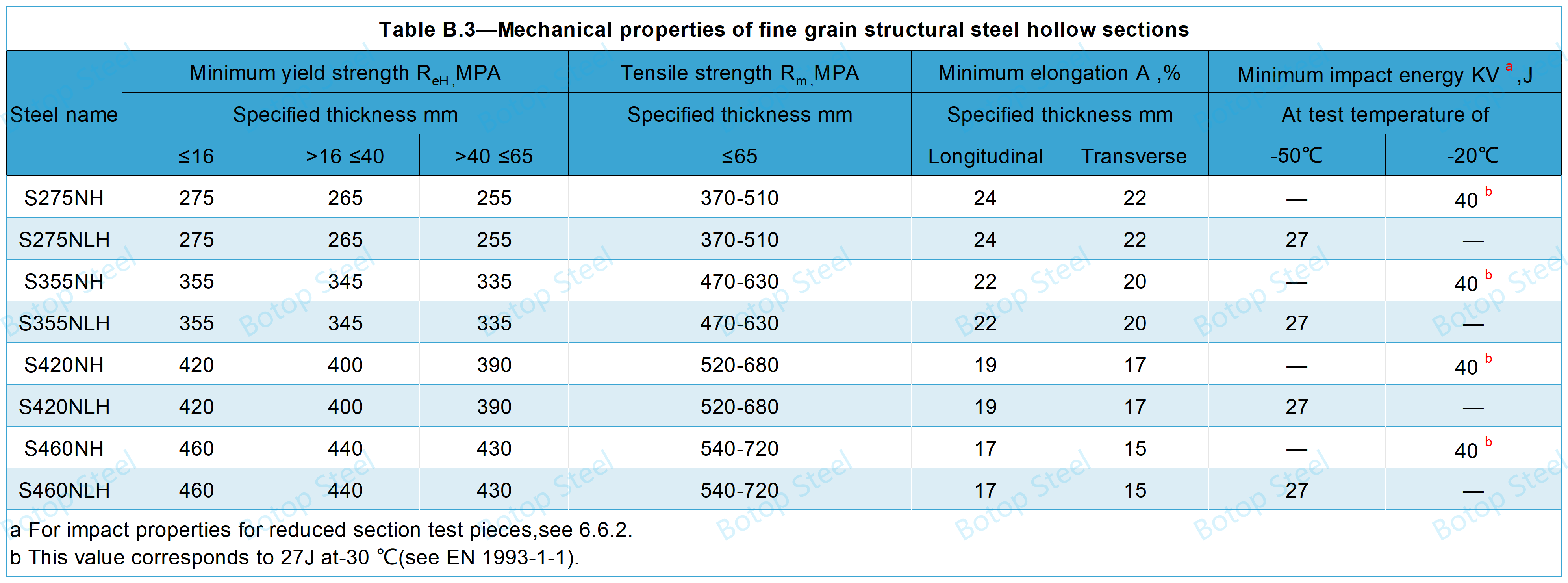
Fajngrajnaj ŝtaloj - mekanikaj ecoj
Efikaj Testoj
Fraptotestado ne estas necesa kiam la specifita dikeco < estas 6 mm.
Normaj V-noĉitaj specimenoj laŭ EN 10045-1 devas esti uzataj.
Se la nominala dikeco de la produkto ne sufiĉas por la preparado de normigitaj specimenoj, oni devas fari testojn uzante specimenojn kun larĝo malpli ol 10 mm, sed ne malpli ol 5 mm.
Veldeblo
La ŝtaloj en BS EN 10210 estas veldeblaj.
EN 1011-1 kaj EN 1011-2 specifas la ĝeneralajn postulojn por velditaj produktoj.
Malvarma fendado en la veldzono estas la ĉefa risko, ĉar produkta dikeco, fortnivelo kaj CEV pliiĝas.
Dimensia Toleremo
Tolerancoj pri Formo, Rekteco kaj Maso

Tolerancoj de Longo

Alto de junto de SAW-veldo
Toleremo pri la alto de interna kaj ekstera veldsuturo por subakvigitaj arkovelditaj kavaj sekcioj.
| Dikeco, T | Maksimuma alteco de veldperlo, mm |
| ≤14,2 | 3.5 |
| >14,2 | 4.8 |
La normo BS EN 10210 kovras kaj senjuntajn kaj velditajn varm-finitajn kavajn sekcajn produktojn. La ĉefaj veldprocezoj estas rezistancveldado (ERW) kaj subakva arkveldado (SAW). La veldsuturoj en ERW-ŝtalaj tuboj estas plejparte nevideblaj, dum SAW-veldsuturoj estas kutime pli malglataj kaj pli videblaj pro SAW.
Surfaca Aspekto
La surfaco devas havi glatan finpoluron kongruan kun la uzita fabrikadmetodo;
Se la dikeco estas ene de la toleremo, tuberoj, kaneloj aŭ malprofundaj longitudaj kaneloj rezultantaj de la fabrikada procezo estas permesitaj.
Galvanizita
Produktoj laŭ BS EN 10210 taŭgas por varmtrempa galvanizado.
EN ISO 1461 estu uzata por specifi tegaĵajn postulojn.
Zinkaj tegaĵoj estas aplikitaj per mergado en fanditan solvaĵon enhavantan almenaŭ 98% da zinka enhavo.
Riparo de Surfacaj Difektoj
Surfacajn difektojn la fabrikanto povas forigi per muelado, kondiĉe ke la riparita dikeco ne estas malpli ol la minimuma permesita dikeco.
Se fabrikite per la veldprocezo, riparo de veldsuturoj ne estas permesita krom por subakva arka veldado.
Tuboj el nealojŝtalaj povas esti riparitaj per veldado de la tubkorpo. Tuboj el alojŝtalaj ne povas esti riparitaj per veldado de la korpo.
BS EN 10210 Markado
La enhavo de la ŝtaltuba markado devas enhavi:
estas la nomo de la ŝtalo, ekz. EN 10210-S275JOH.
estas la nomo aŭ varmarko de la fabrikanto.
identigan kodon, ekz. mendonumeron.
Ŝtalaj tuboj laŭ BS EN 10210 povas esti markitaj per diversaj metodoj por certigi facilecon de identigo kaj spurebleco, ĉu per pentrado, stampado, gluaj etikedoj, aŭ aldonaj etikedoj, kiuj povas esti uzataj individue aŭ kombine.
Aplikoj
Pro sia alta forto, bona eltenebleco kaj veldebleco, BS EN 10210 kapablas elteni vastan gamon da medioj kaj ŝarĝkondiĉoj kaj estas vaste uzata en diversaj strukturaj aplikoj.
Konstruaĵaj strukturoj: ekz. skeletoj por turdomoj, tegmentaj strukturoj por stadionoj, kaj subtenaj elementoj por pontoj.
Mekanika inĝenierado: kadroj kaj subtenoj por maŝinaro kaj peza ekipaĵo.
Civila inĝenierarto: kiel ekzemple tunelaj subtenoj, pontkolonoj kaj aliaj ŝarĝoportantaj strukturoj.
Transporta infrastrukturo: inkluzive de komponantoj por vojoj kaj fervojaj pontoj.
Energisektoro: ekz. ventoturbinturoj kaj aliaj strukturaj komponantoj por energiaj instalaĵoj.
Ni estas fabrikanto kaj provizanto de altkvalitaj velditaj karbonŝtalaj tuboj el Ĉinio, kaj ankaŭ stokisto de senjuntaj ŝtaltuboj, ofertante al vi vastan gamon da ŝtaltubaj solvoj!
Etikedoj: bs en 10210, en 10210,s275j2h,s275j0h,s355j2h.
Afiŝtempo: 25-a de aprilo 2024