



ASTM A501 Grade Bje toplo oblikovana zavarena i bešavna cijev od ugljičnog čelika s minimalnom zateznom čvrstoćom od 448 MPa (65.000 psi) za različite konstrukcijske primjene.
ASTM A501namijenjen je za izradu i performanse toplo oblikovanih zavarenih i bešavnih cijevi od ugljičnog čelika za konstrukcijske primjene.
Ove čelične cijevi mogu biti crne (neobložene) ili vruće pocinčane, pri čemu potonje imaju povećanu otpornost na koroziju kroz proces pocinčavanja, što ih čini pogodnim za širok raspon uvjeta okoline.
Ove čelične cijevi se široko koriste u mostovima, zgradama i mnogim drugim općim konstrukcijskim primjenama.
ASTM A501 klasificira čelične cijevi u tri klase,ocjena A, ocjena B i ocjena C.
Klasa B je najčešće korištena od tri klase jer pruža dobro izbalansirana svojstva za brojne strukturne primjene.
Čelik će biti proizveden od straneproces proizvodnje čelika s baznim kisikom ili elektrolučnom peći.
Čelik se može lijevati u ingotima ili se može lijevati u nitima.
Kada se čelici različitih vrsta lijevaju sekvencijalno u nitima, proizvođač čelika mora identificirati rezultirajući prelazni materijal i ukloniti ga korištenjem utvrđenog postupka koji pozitivno odvaja vrste.
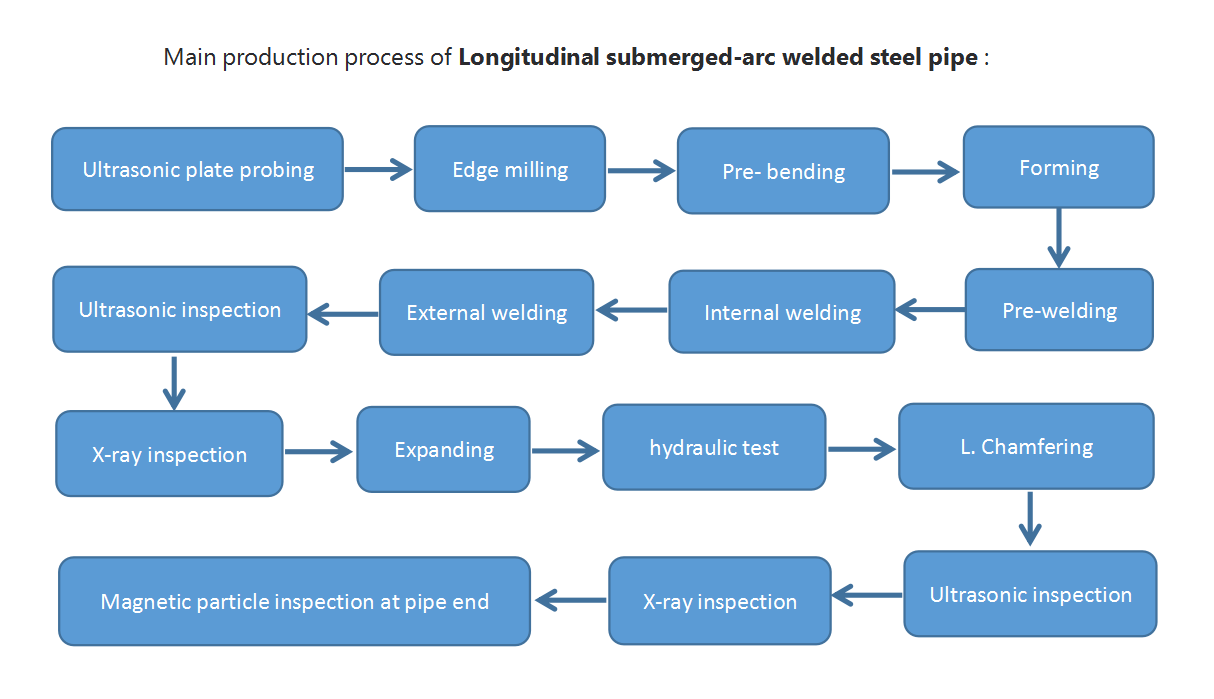
Cijevi se izrađuju jednim od sljedećih postupaka:bešavno; sučeono zavarivanje u peći (kontinuirano zavarivanje); elektrootporno zavarivanje (ERW) ili zavarivanje pod praškom (SAW)nakon čega slijedi ponovno zagrijavanje po cijelom poprečnom presjeku i vruće oblikovanje postupkom redukcije ili oblikovanja, ili oboje.
Proces SAW zavarivanja je podijeljen naLSAW(SAWL) i SSAW (HSAW (Higijena za zaštitu od štetnih uticaja)).
Konačni oblik se postiže postupkom vrućeg oblikovanja.
Dozvoljeno je dodati normalizirajuću termičku obradu za cijevi debljine stijenke veće od 13 mm [1/2 in].
| Hemijski zahtjevi ASTM A501 klase B, % | |||
| Sastav | Razred B | ||
| Analiza toplote | Analiza proizvoda | ||
| C (ugljik)B | maksimum | 0,22 | 0,26 |
| Mn (Mangan)B | maksimum | 1,40 | 1,45 |
| P (Fosfor) | maksimum | 0,030 | 0,040 |
| S(Sumpor) | maksimum | 0,020 | 0,030 |
| Cu (bakar)B (kada je specificiran bakarni čelik) | minuta | 0,20 | 0,18 |
| BZa svako smanjenje od 0,01 procentnog poena ispod navedenog maksimuma za ugljik, dozvoljeno je povećanje od 0,06 procentnih poena iznad navedenog maksimuma za mangan, do maksimalno 1,60 % analizom topline i 1,65 % analizom proizvoda. | |||
Analize proizvoda provode se korištenjem ispitnih uzoraka uzetih iz dvije dužine cijevi iz svake serije od 500 dužina, ili dijela iste, ili dva komada ravno valjanog materijala iz svake serije odgovarajuće količine ravno valjanog materijala.
Uzorci za zatezanje moraju biti u skladu s primjenjivim zahtjevima Metoda ispitivanja i definicija A370, Dodatak A2.
| Zahtjevi za zatezanje ASTM A501 klase B | |||
| Lista | Debljina zida mm [in] | Razred B | |
| Zatezna čvrstoća, min, psi[MPa] | Svi | 65000 [448] | |
| Granica tečenja, min, psi[MPa] | ≤25 [1] | 46.000 [315] | |
| >25 [1] i ≤ 50 [2] | 45.000 [310] | ||
| >50 [2] i ≤ 76 [3] | 42.500 [290] | ||
| >76 [3] i ≤ 100 [4] | 40.000 [280] | ||
| Izduženje, min., % | — | 24 | |
| Energija udara | min.,prosjek, stopa/Ibf [J] | — | 20 [27] |
| min.,samac, stopa/Ibf [J] | — | 14 [19] | |
Uzorci za ispitivanje zatezanjem moraju biti uzdužni uzorci za ispitivanje pune veličine ili uzdužni uzorci za ispitivanje trakom.
Za zavarene cijevi, svi uzdužni uzorci za ispitivanje trakom moraju se uzeti s mjesta najmanje 90° od zavara i moraju se pripremiti bez spljoštavanja u mjernoj dužini.
Longitudinalni test trakamaSa uzoraka se moraju ukloniti sve neravnine.
Uzorci za ispitivanje zatezanja ne smiju sadržavati površinske nesavršenosti koje bi mogle ometati pravilno određivanje zateznih svojstava.
Debljine zidova ≤ 6,3 mm [0,25 in] ne zahtijevaju ispitivanje na udar.
| ASTM A501 Dimenzionalne tolerancije | ||
| Lista | opseg | Napomena |
| Vanjski promjer (OD) | ≤48 mm (1,9 inča) | ±0,5 mm [1/48 inča] |
| >50 mm (2 inča) | ± 1% | |
| Debljina zida (T) | Određena debljina zida | ≥90% |
| Težina | specificirana težina | 96,5%-110% |
| Dužina (D) | ≤7 m (22 stope) | -6 mm (1/4 inča) - +13 mm (1/2 inča) |
| 7-14 m (22-44 stope) | -6 mm (1/4 inča) - +19 mm (3/4 inča) | |
| Pravost | Dužine su u imperijalnim jedinicama (ft) | L/40 |
| Jedinice za dužinu su metričke (m) | L/50 | |
Konstrukcijske cijevi moraju biti bez nedostataka i moraju imati glatku završnu obradu koja je rezultat procesa vrućeg valjanja.
Kada dubina defekata na površini cijevi prelazi 10% nominalne debljine stijenke, ovi defekti se smatraju neusklađenim. Popravka zavarivanjem dozvoljena je samo uz dogovor između kupca i proizvođača. Prije popravke zavarivanjem, defekti koji se popravljaju moraju se potpuno ukloniti rezanjem ili brušenjem.
Za konstrukcijske cijevi koje se mogu toplo cinčati, ovaj premaz mora biti u skladu s relevantnim zahtjevima Specifikacije.ASTM A53.
Svaka dužina konstrukcijske cijevi treba biti označena odgovarajućom metodom, kao što je valjanje, štancanje, utiskivanje ili farbanje.
Oznaka ASTM A501 treba da sadrži najmanje sljedeće informacije:
Naziv proizvođača
Brend ili zaštitni znak
Veličina
Naziv standarda (godina izdavanja nije obavezna)
Ocjena
Za konstrukcijske cijevi vanjskog promjera <50 mm [2 in], dozvoljeno je označiti informacije o čeliku na etiketi pričvršćenoj na svaki snop.
Čelik ASTM A501 klase B kombinuje čvrstoću i duktilnost sa proizvodnim postupkom vrućeg oblikovanja, što ga čini pogodnim za razne konstrukcijske primjene.
Građevinarstvo i građevinski radoviObično se koristi u građevinarstvu gdje je potrebna visoka čvrstoća i izdržljivost robusnih materijala. To uključuje zgrade, sportske stadione, mostove i druge objekte.
Industrijski objektiZbog svoje visoke čvrstoće, pogodan je za upotrebu u industrijskim objektima kao što su fabrike i skladišta gdje je strukturni integritet kritičan.
Transportna infrastruktura: ova vrsta se koristi u proizvodnji transportne infrastrukture, uključujući željezničke stanice, aerodrome i nadvožnjake.
Strukturne komponenteTakođer se često koristi u proizvodnji konstrukcijskih komponenti kao što su stupovi, grede i rešetke, koje čine okvir različitih konstrukcija.
Proizvodnja opremeU proizvodnji teške opreme i mašina, može se koristiti za dijelove koji zahtijevaju visokočvrste strukturne komponente.


Proizvođač će kupcu dostaviti certifikat o usklađenosti u kojem se navodi da je proizvod uzorkovan, testiran i pregledan u skladu s ovom specifikacijom i svim drugim zahtjevima navedenim u narudžbenici ili ugovoru te da su svi takvi zahtjevi ispunjeni. Certifikat o usklađenosti mora sadržavati tačan broj i godinu izdavanja.
Botop Steel je proizvođač i dobavljač visokokvalitetnih zavarenih cijevi od ugljičnog čelika iz Kine, a ujedno je i distributer bešavnih čeličnih cijevi.
Botop Steel je snažno posvećen kvaliteti i provodi rigorozne kontrole i testiranja kako bi...osigurava pouzdanost proizvoda. Njihov iskusni tim pruža personalizirana rješenja i stručnu podršku, s fokusom na zadovoljstvo kupaca. Radujemo se saradnji s vama.







