
BS EN 10210 স্টিলের টিউববিভিন্ন ধরণের স্থাপত্য এবং যান্ত্রিক কাঠামোগত প্রয়োগের জন্য খাদবিহীন এবং সূক্ষ্ম-শস্যযুক্ত ইস্পাতের গরম-সমাপ্ত ফাঁপা অংশ। এতে গোলাকার, বর্গাকার, আয়তক্ষেত্রাকার এবং ডিম্বাকৃতি অংশ রয়েছে।
EN 10210 এবং BS EN 10210 একই মান কিন্তু বিভিন্ন প্রতিষ্ঠানের সাথে।

নেভিগেশন বোতাম
BS EN 10210 শ্রেণীবিভাগ
BS EN 10210 আকারের পরিসর
কাঁচামাল
BS EN 10210 ইস্পাতের নাম
BS EN 10210 এর ডেলিভারি শর্তাবলী
BS EN 10210 এর রাসায়নিক গঠন
BS EN 10210 এর যান্ত্রিক বৈশিষ্ট্য
প্রভাব পরীক্ষা
ঢালাইযোগ্যতা
মাত্রিক সহনশীলতা
পৃষ্ঠের উপস্থিতি
গ্যালভানাইজড
পৃষ্ঠের ত্রুটি মেরামত
BS EN 10210 চিহ্নিতকরণ
অ্যাপ্লিকেশন
আমাদের সম্পর্কিত পণ্য
BS EN 10210 শ্রেণীবিভাগ
ইস্পাতের ধরণ অনুসারে
খাদবিহীন এবং মিশ্রিত বিশেষ ইস্পাত
খাদবিহীন ইস্পাত:S235JRH, S275JOH, S275J2H, S355JOH, S355J2H, S355K2H, S275NH, S275NLH, S355NH, S355NLH।
মিশ্রিত বিশেষ ইস্পাত: S420NH, S420NLH, S460NH, S460NLH।
শনাক্তকরণের একটি সহজ পদ্ধতি হল: ইস্পাতের নামে, যদি সূচকের ফলন শক্তি '4' সংখ্যা দিয়ে শুরু হয়, তাহলে অ্যালয় স্টিলের জন্য
উৎপাদন প্রক্রিয়া দ্বারা
কাঠামোগত ফাঁপা অংশগুলি তৈরি করা উচিতবিরামবিহীন বা ঢালাই প্রক্রিয়া.
বিজোড় অন্তর্ভুক্ত: গরম-সমাপ্ত এবং ঠান্ডা-সমাপ্ত
সাধারণ ঢালাইয়ের মধ্যে রয়েছে বৈদ্যুতিক প্রতিরোধ ঢালাই (ERW) এবং ডুবো আর্ক ঢালাই (SAW): LSAW, SSAW।
বৈদ্যুতিকভাবে ঢালাই করা ফাঁপা অংশগুলিতে সাধারণত অভ্যন্তরীণ ঢালাই ছাঁটাইয়ের প্রয়োজন হয় না।
ক্রস-সেকশন আকৃতি অনুসারে
সিএইচএস: বৃত্তাকার ফাঁপা অংশ;
আরএইচএস: বর্গাকার বা আয়তক্ষেত্রাকার ফাঁপা অংশ;
ইএইচএস: উপবৃত্তাকার ফাঁপা অংশ;
এই প্রবন্ধটি প্রাসঙ্গিক বিষয়বস্তুর বৃত্তাকার ক্রস-সেকশন (CHS) দ্বারা সংগঠিত।
BS EN 10210 আকারের পরিসর
ওয়াল বেধ: ≤120 মিমি
বাইরের ব্যাস:
গোলাকার (CHS): বাইরের ব্যাস≤2500 মিমি;
বর্গক্ষেত্র (RHS): বাইরের ব্যাস≤ 800 মিমি × 800 মিমি;
আয়তক্ষেত্রাকার (RHS): বাইরের ব্যাস≤৭৫০ মিমি × ৫০০ মিমি;
ডিম্বাকৃতি (EHS): বাইরের ব্যাস≤ ৫০০ মিমি × ২৫০ মিমি।
কাঁচামাল
খাদবিহীন এবং সূক্ষ্ম দানাদার ইস্পাত।
খাদবিহীন ইস্পাতের চারটি গুণ JR, JO, J2, এবং K2 উল্লেখ করা হয়েছে।
সূক্ষ্ম শস্যের ইস্পাত: চারটি গুণাবলী N এবং NL নির্দিষ্ট করা হয়েছে।
সূক্ষ্ম শস্যের ইস্পাত হলো সূক্ষ্ম শস্যের কাঠামোযুক্ত ইস্পাত, যার ফেরাইট শস্যের আকার ≥ 6।
BS EN 10210 ইস্পাতের নাম
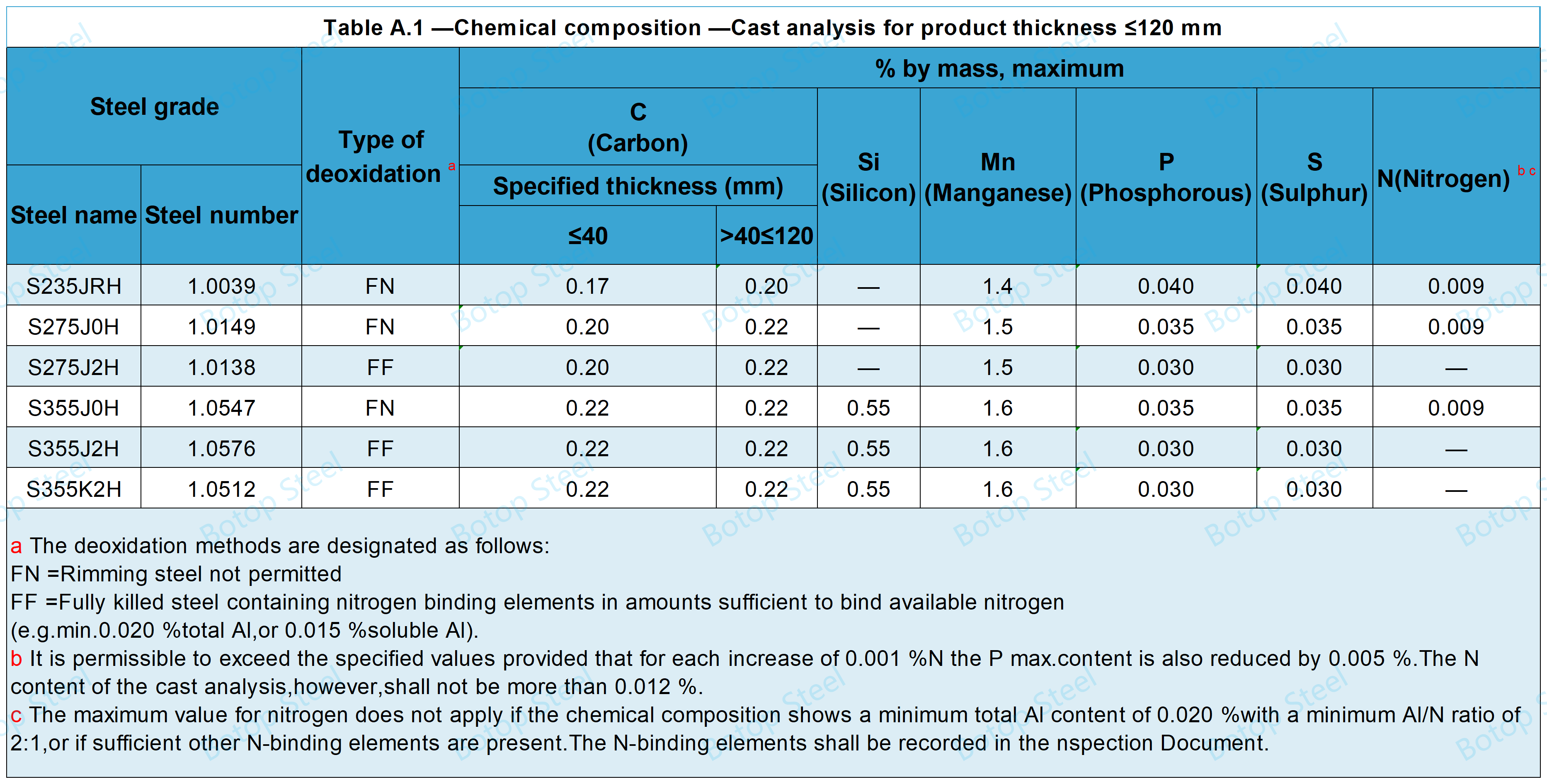
অ-মিশ্র ইস্পাতের ফাঁপা অংশগুলির জন্য ইস্পাতের পদবীতে রয়েছে
উদাহরণ: BS EN 10210-S275J0H
চারটি অংশ নিয়ে গঠিত:S, 275, J0, এবং H।
১.S: নির্দেশ করে যে স্ট্রাকচারাল স্টিল।
২.সংখ্যাসূচক মান (২৭৫): MPa-তে, ন্যূনতম নির্দিষ্ট ফলন শক্তির জন্য পুরুত্ব ≤ 16 মিমি।
৩.JR: নির্দেশ করে যে নির্দিষ্ট প্রভাব বৈশিষ্ট্য সহ ঘরের তাপমাত্রায়;
J0: নির্দিষ্ট প্রভাব বৈশিষ্ট্য সহ 0 ℃ এ নির্দেশ করে;
J2 অথবা K2: নির্দিষ্ট প্রভাব বৈশিষ্ট্য সহ -20 ℃ এ নির্দেশিত;
৪.H: ফাঁপা অংশ নির্দেশ করে।
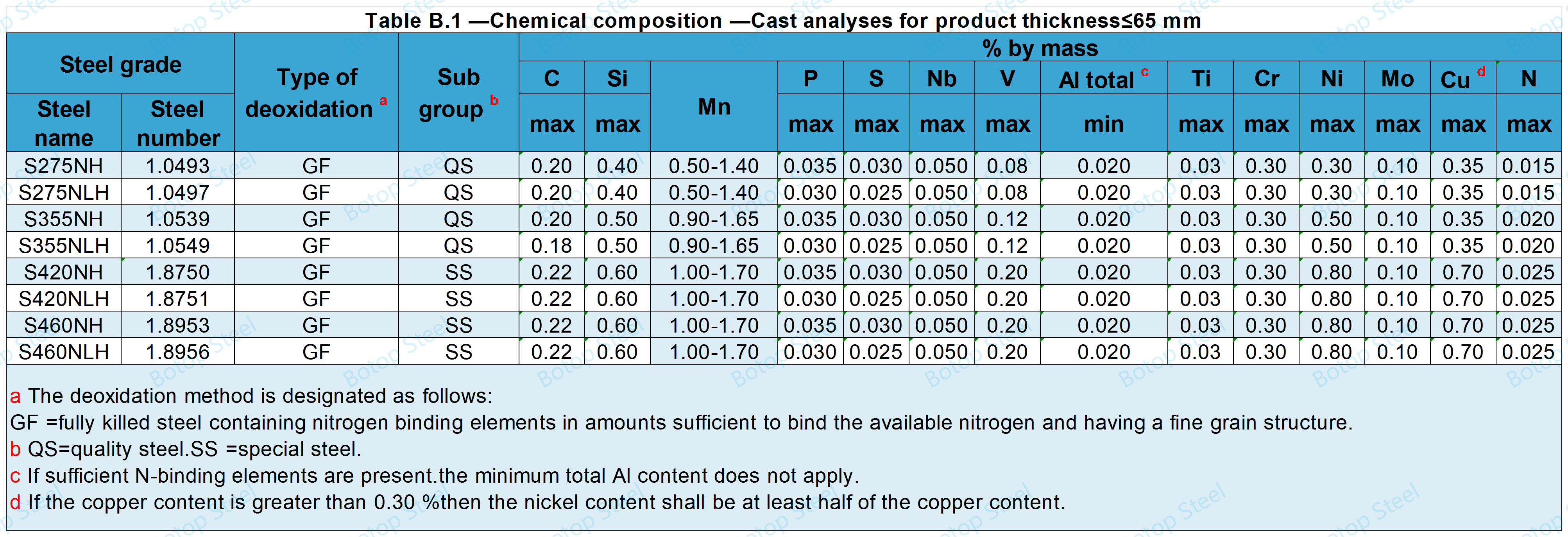
সূক্ষ্ম শস্যের ইস্পাত কাঠামোগত ফাঁপা অংশের জন্য ইস্পাতের পদবীতে রয়েছে
উদাহরণ: EN 10210-S355NLH
পাঁচটি অংশ নিয়ে গঠিত:S, 355, N, L, এবং H.
1. S: স্ট্রাকচারাল স্টিল নির্দেশ করে।
2. সংখ্যাসূচক মান (৩৫৫): বেধ ≤ ১৬ মিমি সর্বনিম্ন নির্দিষ্ট ফলন শক্তি, একক হল MPa।
3. N: প্রমিত বা প্রমিত ঘূর্ণায়মান।
4. L: -৫০ ডিগ্রি সেলসিয়াস তাপমাত্রায় নির্দিষ্ট প্রভাব বৈশিষ্ট্য।
৫।H: ফাঁপা অংশ বোঝায়।
BS EN 10210 এর ডেলিভারি শর্তাবলী
JR, J0, J2 এবং K2 - গরম সমাপ্ত।
N এবং NL - স্বাভাবিকীকরণ। স্বাভাবিকীকরণের মধ্যে স্বাভাবিকীকরণের ঘূর্ণিত অন্তর্ভুক্ত।
JR, J0, J2 এবং K2 - গরম কাজ করা
N এবং NL - স্বাভাবিকীকরণ। স্বাভাবিকীকরণের মধ্যে ঘূর্ণায়মান স্বাভাবিকীকরণ অন্তর্ভুক্ত।
১০ মিমি-এর বেশি প্রাচীরের পুরুত্ব সহ মসৃণ ফাঁপা অংশগুলির জন্য, অথবা যখন T/D ০.১-এর বেশি হয়, তখন উদ্দেশ্যমূলক কাঠামো অর্জনের জন্য অস্টেনাইজেশনের পরে ত্বরিত শীতলকরণ প্রয়োগ করা, অথবা নির্দিষ্ট যান্ত্রিক বৈশিষ্ট্য অর্জনের জন্য তরল নিভানোর এবং টেম্পারিং প্রয়োগ করা প্রয়োজন হতে পারে।
১০ মিমি-এর বেশি প্রাচীরের পুরুত্ব সহ মসৃণ ফাঁপা অংশগুলির জন্য, অথবা যখন T/D 0.1-এর বেশি হয়, তখন পছন্দসই কাঠামো অর্জনের জন্য অস্টেনিটাইজেশনের পরে ত্বরিত শীতলকরণের প্রয়োজন হতে পারে, অথবা নির্দিষ্ট যান্ত্রিক বৈশিষ্ট্য অর্জনের জন্য তরল নিভানোর এবং টেম্পারিংয়ের প্রয়োজন হতে পারে।
BS EN 10210 এর রাসায়নিক গঠন
অ-মিশ্র ইস্পাত - রাসায়নিক গঠন
সূক্ষ্ম শস্য ইস্পাত - রাসায়নিক গঠন
CEV নির্ধারণের সময় নিম্নলিখিত সূত্রটি ব্যবহার করা হবে:
CEV=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15
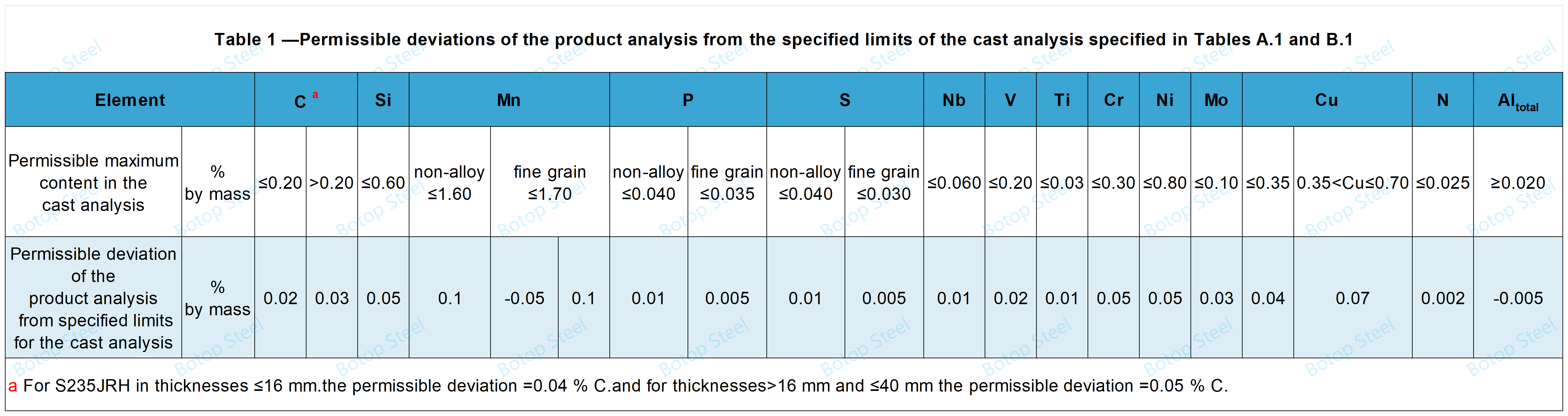
রাসায়নিক গঠনে বিচ্যুতি
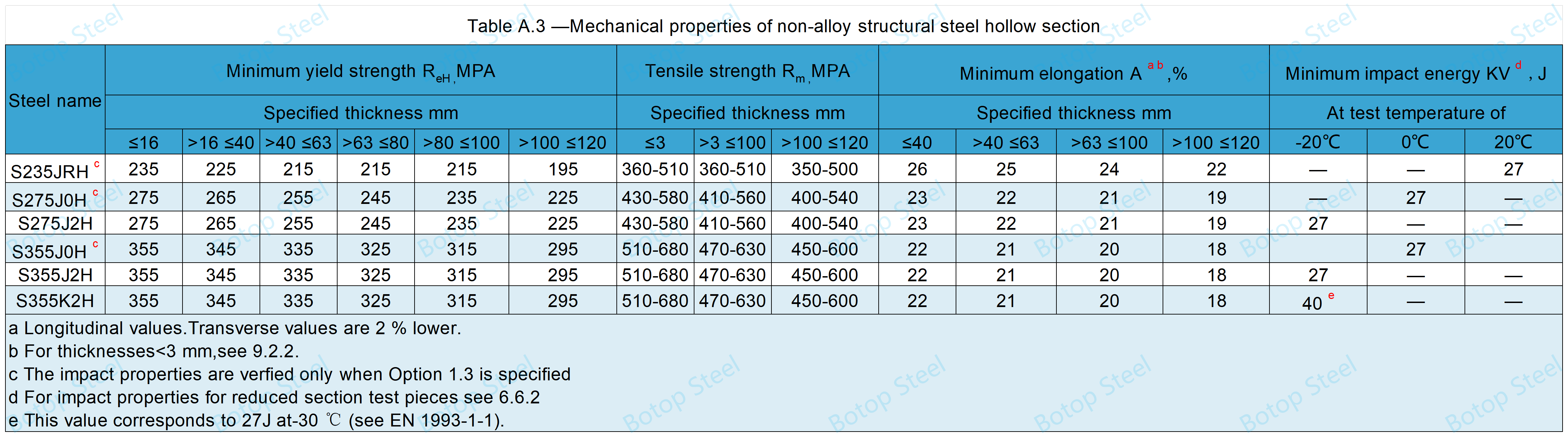
BS EN 10210 এর যান্ত্রিক বৈশিষ্ট্য
৫৮০ ডিগ্রি সেলসিয়াসের বেশি তাপমাত্রায় অথবা এক ঘণ্টার বেশি সময় ধরে স্ট্রেস রিলিফ অ্যানিলিং করলে যান্ত্রিক বৈশিষ্ট্যের অবনতি হতে পারে।
অ-মিশ্র ইস্পাত - যান্ত্রিক বৈশিষ্ট্য
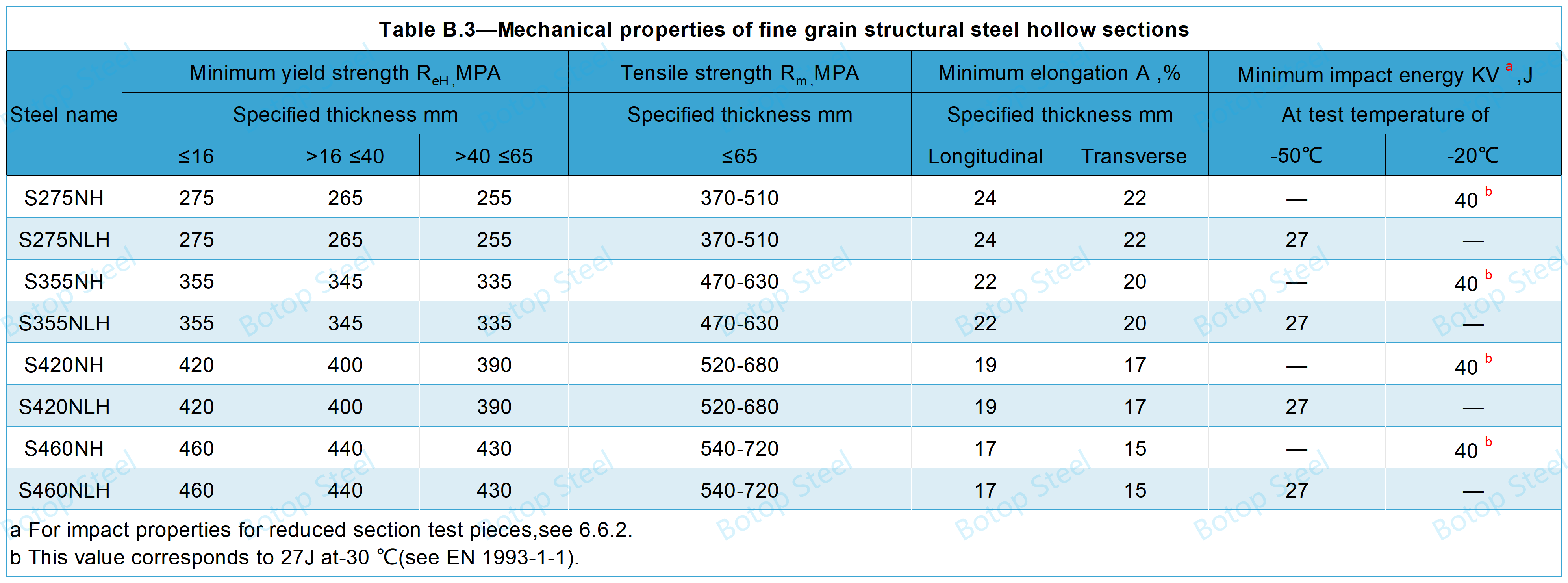
সূক্ষ্ম শস্য ইস্পাত - যান্ত্রিক বৈশিষ্ট্য
প্রভাব পরীক্ষা
নির্দিষ্ট পুরুত্ব 6 মিমি-এর কম হলে ইমপ্যাক্ট টেস্টিং প্রয়োজন হয় না।
EN 10045-1 অনুসারে স্ট্যান্ডার্ড V-খাঁজযুক্ত নমুনা ব্যবহার করা হবে।
যদি মানসম্মত নমুনা তৈরির জন্য নামমাত্র পণ্যের বেধ অপর্যাপ্ত হয়, তাহলে 10 মিমি-এর কম প্রস্থের নমুনা ব্যবহার করে পরীক্ষা করা হবে, কিন্তু 5 মিমি-এর কম নয়।
ঢালাইযোগ্যতা
BS EN 10210 এর স্টিলগুলি ঢালাইযোগ্য।
EN 1011-1 এবং EN 1011-2 ঢালাই করা পণ্যের জন্য সাধারণ প্রয়োজনীয়তা নির্দিষ্ট করে।
পণ্যের পুরুত্ব, শক্তির স্তর এবং CEV বৃদ্ধির সাথে সাথে ওয়েল্ড জোনে ঠান্ডা ফাটল প্রধান ঝুঁকি।
মাত্রিক সহনশীলতা
আকৃতি, সরলতা এবং ভরের উপর সহনশীলতা

দৈর্ঘ্যের সহনশীলতা

SAW ওয়েল্ডের সিমের উচ্চতা
ডুবে থাকা আর্ক ওয়েল্ডেড ফাঁপা অংশের জন্য অভ্যন্তরীণ এবং বহিরাগত ওয়েল্ড সিমের উচ্চতার উপর সহনশীলতা।
| বেধ, টি | সর্বোচ্চ ওয়েল্ড পুঁতির উচ্চতা, মিমি |
| ≤১৪,২ | ৩.৫ |
| >১৪,২ | ৪.৮ |
BS EN 10210 স্ট্যান্ডার্ডটি সিমলেস এবং ওয়েলেডেড হট-ফিনিশড হোলো সেকশন উভয় পণ্যকেই অন্তর্ভুক্ত করে। প্রধান ওয়েল্ডিং প্রক্রিয়াগুলি হল রেজিস্ট্যান্স ওয়েল্ডিং (ERW) এবং ডুবো আর্ক ওয়েল্ডিং (SAW)। ERW স্টিল পাইপের ওয়েল্ডগুলি মূলত অদৃশ্য থাকে, অন্যদিকে SAW ওয়েল্ডগুলি সাধারণত SAW এর কারণে রুক্ষ এবং আরও দৃশ্যমান হয়।
পৃষ্ঠের উপস্থিতি
পৃষ্ঠটি ব্যবহৃত উৎপাদন পদ্ধতির সাথে সঙ্গতিপূর্ণ একটি মসৃণ ফিনিশযুক্ত হতে হবে;
যদি পুরুত্ব সহনশীলতার মধ্যে থাকে, তাহলে উৎপাদন প্রক্রিয়ার ফলে সৃষ্ট বাম্প, খাঁজ, অথবা অগভীর অনুদৈর্ঘ্য খাঁজ অনুমোদিত।
গ্যালভানাইজড
BS EN 10210 এর পণ্যগুলি হট ডিপ গ্যালভানাইজিং ট্রিটমেন্টের জন্য উপযুক্ত।
আবরণের প্রয়োজনীয়তা নির্দিষ্ট করতে EN ISO 1461 ব্যবহার করা উচিত।
কমপক্ষে ৯৮% দস্তা ধারণকারী গলিত দ্রবণে ডুবিয়ে দস্তার আবরণ প্রয়োগ করা হয়।
পৃষ্ঠের ত্রুটি মেরামত
প্রস্তুতকারক কর্তৃক গ্রাইন্ডিং করে পৃষ্ঠের ত্রুটিগুলি দূর করা যেতে পারে, তবে শর্ত থাকে যে মেরামত করা পুরুত্ব ন্যূনতম অনুমোদিত পুরুত্বের চেয়ে কম নয়।
যদি ঢালাই প্রক্রিয়া দ্বারা তৈরি করা হয়, তাহলে ডুবো আর্ক ঢালাই ব্যতীত ঢালাই মেরামতের অনুমতি নেই।
পাইপ বডি ঢালাই করে নন-অ্যালয় স্টিলের পাইপ মেরামত করা যেতে পারে। বডি ঢালাই করে অ্যালয় স্টিলের পাইপ মেরামত করা যাবে না।
BS EN 10210 চিহ্নিতকরণ
স্টিলের পাইপ চিহ্নিতকরণের বিষয়বস্তুতে নিম্নলিখিত বিষয়গুলি থাকতে হবে:
হল ইস্পাতের নাম, যেমন EN 10210-S275JOH।
হল প্রস্তুতকারকের নাম বা ট্রেডমার্ক।
একটি শনাক্তকরণ কোড, যেমন একটি অর্ডার নম্বর।
BS EN 10210 স্টিলের টিউবগুলিকে বিভিন্ন পদ্ধতি দ্বারা চিহ্নিত করা যেতে পারে যাতে সহজেই সনাক্তকরণ এবং ট্রেসেবিলিটি নিশ্চিত করা যায়, হয় পেইন্টিং, স্ট্যাম্পিং, আঠালো লেবেল, অথবা অতিরিক্ত লেবেল দ্বারা, যা পৃথকভাবে বা সংমিশ্রণে ব্যবহার করা যেতে পারে।
অ্যাপ্লিকেশন
উচ্চ শক্তি, ভালো দৃঢ়তা এবং ঢালাইযোগ্যতার কারণে, BS EN 10210 বিভিন্ন ধরণের পরিবেশ এবং লোডিং অবস্থা সহ্য করতে সক্ষম এবং বিভিন্ন ধরণের কাঠামোগত প্রয়োগে ব্যাপকভাবে ব্যবহৃত হয়।
ভবন কাঠামো: যেমন উঁচু ভবনের কঙ্কাল, স্টেডিয়ামের ছাদের কাঠামো এবং সেতুর জন্য সহায়ক উপাদান।
যন্ত্র প্রকৌশল: যন্ত্রপাতি এবং ভারী সরঞ্জামের জন্য ফ্রেম এবং সাপোর্ট।
সিভিল ইঞ্জিনিয়ারিং: যেমন টানেল সাপোর্ট, ব্রিজ কলাম এবং অন্যান্য ভার বহনকারী কাঠামো।
পরিবহন পরিকাঠামো: রাস্তা এবং রেলপথ সেতুর উপাদান সহ।
জ্বালানি খাত: যেমন বায়ু টারবাইন টাওয়ার এবং শক্তি সুবিধার জন্য অন্যান্য কাঠামোগত উপাদান।
আমরা চীনের একটি উচ্চ-মানের ঝালাই করা কার্বন ইস্পাত পাইপ প্রস্তুতকারক এবং সরবরাহকারী, এবং একটি বিজোড় ইস্পাত পাইপ স্টকিস্ট, আপনাকে বিস্তৃত পরিসরের ইস্পাত পাইপ সমাধান অফার করছি!
ট্যাগ: bs en 10210, en 10210,s275j2h,s275j0h,s355j2h.
পোস্টের সময়: এপ্রিল-২৫-২০২৪