




| LSAW ÇELİK BORU İÇİN TEKNİK ÖZELLİKLER | |
| 1. Boyut | 1) Dış Çap: 406 mm - 1500 mm |
| 2) Duvar Kalınlığı: 8 mm-50 mm | |
| 3) SCH20, SCH40, STD, XS, SCH80 | |
| 2. Standart: | ASTM A53, API 5L,EN10219,EN10210,ASTM A252ASTM A500 vb. |
| 3. Malzeme | ASTM A53 Gr.B,API 5L Gr.B,X42,X52,X60,X70,X80,S235JR,S355J0H ,vb. |
| 4. Kullanım: | 1) düşük basınçlı sıvı, su, gaz, petrol, boru hattı |
| 2) yapısal boru, boru kazık inşaatı | |
| 3) çit, kapı borusu | |
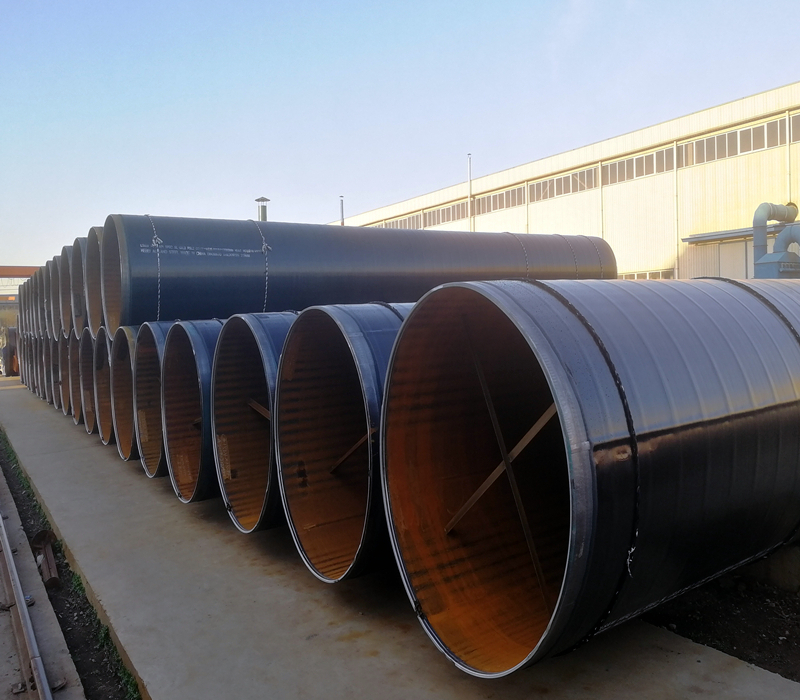
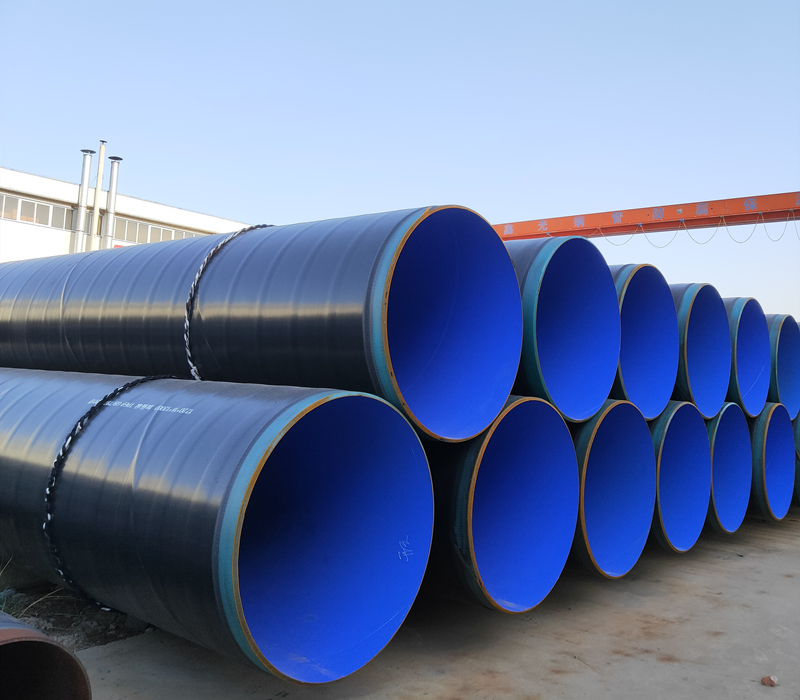
| 5. Kaplama | 1) Açığa Çıkarılmış 2) Siyah Boyalı (vernik kaplama) 3) Galvanizli 4) Yağlanmış 5) PE, 3PE, FBE, karbondioksit dirençli kaplama, korozyon önleyici kaplama |
| 6.Teknik | boyuna kaynaklı çelik boru |
| 7. Muayene: | Hidrolik test, girdap akımı testi, RT testi, UT testi veya üçüncü taraf denetimi ile. |
| 8. Teslimat | Konteyner, Dökme Yük Gemisi. |
| 9. Kalitemiz Hakkında: | 1) Hasar yok, bükülme yok 2) Çapak veya keskin kenar yok ve artık parça yok. 3) Yağlanmış ve işaretlenmiş ürünler için ücretsiz 4) Tüm ürünler sevkiyat öncesinde üçüncü taraf denetimine tabi tutulabilir. |

Hong Kong'un Mühendislik Örneği

Katar'ın Mühendislik Örneği

Türkiye'nin Mühendislik Vakası

LSAW BorusuTozaltı ark kaynak teknolojisini benimser, dolgu kaynağı ve partikül korumalı akı ile gömülü ark kullanır.
LSAW, batırma ark kaynaklı düz dikişli çelik borunun İngilizce kısaltmasıdır. Batırma ark kaynaklı düz dikişli çelik borunun üretim süreci, JCOE şekillendirme teknolojisi, bobin şekillendirme batırma ark kaynak teknolojisi ve UOE şekillendirme teknolojisini içerir.
Boyuna tozaltı kaynaklı (LSAW) boru üretim süreci aşağıdaki gibidir:
Ultrasonik plaka probu → kenar frezeleme → ön bükme → şekillendirme → ön kaynak → iç kaynak → dış kaynak → ultrasonik muayene → X-ışını muayenesi → genişletme → hidrolik test → 1. pah kırma → ultrasonik muayene → X-ışını muayenesi → boru ucunda manyetik parçacık muayenesi

| Çekme Mukavemeti Gereksinimleri | |||
| 1. Sınıf | 2. Sınıf | 3. Sınıf | |
| Çekme dayanımı, min, psi (MPa) | 50 000 (345) | 60 000 (415) | 66 000 (455) |
| Akma noktası veya akma dayanımı, min, psi (MPa) | 30 000 (205) | 35 000 (240) | 45 000 (310) |
| Nominal duvar kalınlıkları 7,9 mm (6 inç) veya daha fazla olanlar için temel minimum uzama: 203,2 mm (8 inç) kalınlıkta uzama, minimum, % 50,8 mm (2 inç) kalınlıkta uzama, minimum, % | 18 30 | 14 25 | ... 20 |
| Nominal duvar kalınlığı 7,9 mm'den (6 inç) az olduğunda, nominal duvar kalınlığının 7,9 mm'nin (6 inç) altına düşmesinin her 0,8 mm'si (Vzi - inç) için temel minimum uzamadan yapılan indirim yüzde puanı olarak 50,08 mm'dir (2 inç). | 1.5A | 1.25A | 1.0A... |

Hidrostatik Test

NDT(RT) Testi

Tahribatsız Muayene (UT) Testi
Eğilme Testi—Yeterli uzunluktaki boru, silindirik bir mandrel etrafında 90°'lik soğuk büküm işlemine dayanabilmelidir.
Düzleştirme testi-Test yapılması zorunlu olmamakla birlikte, boru düzleştirme testi gereksinimlerini karşılayabilecek kapasitede olmalıdır.
Hidrostatik test—İzin verilen durumlar dışında, her bir boru parçası, boru duvarından sızıntı olmaksızın hidrostatik teste tabi tutulacaktır.
Tahribatsız elektrik testi-Hidrostatik teste alternatif olarak, her bir borunun tüm gövdesi tahribatsız elektrik testi ile test edilecektir. Tahribatsız elektrik testi yapıldığında, boru uzunlukları "NDE" harfleriyle işaretlenecektir.
ultrasonik test
Girdap akımı incelemesi
Çıplak boru, siyah kaplama (özel yapım);
Her iki ucunda da uç koruyucuları bulunmaktadır;
Düz uç, eğimli uç;
İşaretleme.




| Dış Çap | Boru kazıkların dış çapı, belirtilen dış çaptan ±%1'den fazla sapma göstermemelidir. | ||
| Duvar kalınlığı | Herhangi bir noktadaki duvar kalınlığı, belirtilen nominal duvar kalınlığının %12,5'inden fazla olmamalıdır. | ||
| Uzunluklar | Boru kazıklar, satın alma siparişinde belirtildiği şekilde, aşağıdaki sınırlara uygun olarak tek rastgele uzunluklarda, çift rastgele uzunluklarda veya düzgün uzunluklarda temin edilecektir: | Tek rastgele uzunluklar | 16 ila 25 fit (4,88 ila 7,62 mm), inç |
| Çift rastgele uzunluklar | 25 fit (7,62 m) üzerinde, ortalama minimum 35 fit (10,67 m) | ||
| Tekdüze uzunluklar | Belirtilen uzunluk, ±1 inçlik izin verilen sapma ile. | ||
| Ağırlık | Her bir boru kazık parçası ayrı ayrı tartılacak ve ağırlığı, uzunluğu ve birim uzunluk başına ağırlığı kullanılarak hesaplanan teorik ağırlığının %15'inden fazla veya %5'inden fazla altında sapma göstermeyecektir. | ||










