




| LSAW స్టీల్ పైప్ కోసం స్పెసిఫికేషన్లు | |
| 1.సైజు | 1) OD:406మి.మీ-1500మి.మీ |
| 2) గోడ మందం: 8mm-50mm | |
| 3)స్చ్20,స్చ్40,ఎస్టీడీ,ఎక్స్ఎస్,స్చ్80 | |
| 2.ప్రామాణికం: | ASTM A53,API 5L,EN10219 ఉత్పత్తి వివరణ,EN10210 ఉత్పత్తి వివరణ,ASTM A252 బ్లెండర్,ASTM A500మొదలైనవి |
| 3.మెటీరియల్ | ASTM A53 గ్రా.బి,API 5L గ్రా.బి.,X42,X52,X60,X70,X80,S235JR,S355J0H,మొదలైనవి |
| 4. వాడుక: | 1) అల్ప పీడన ద్రవం, నీరు, గ్యాస్, చమురు, లైన్ పైపు |
| 2) స్ట్రక్చర్ పైప్, పైప్ పైలింగ్ నిర్మాణం | |
| 3) కంచె, తలుపు పైపు | |
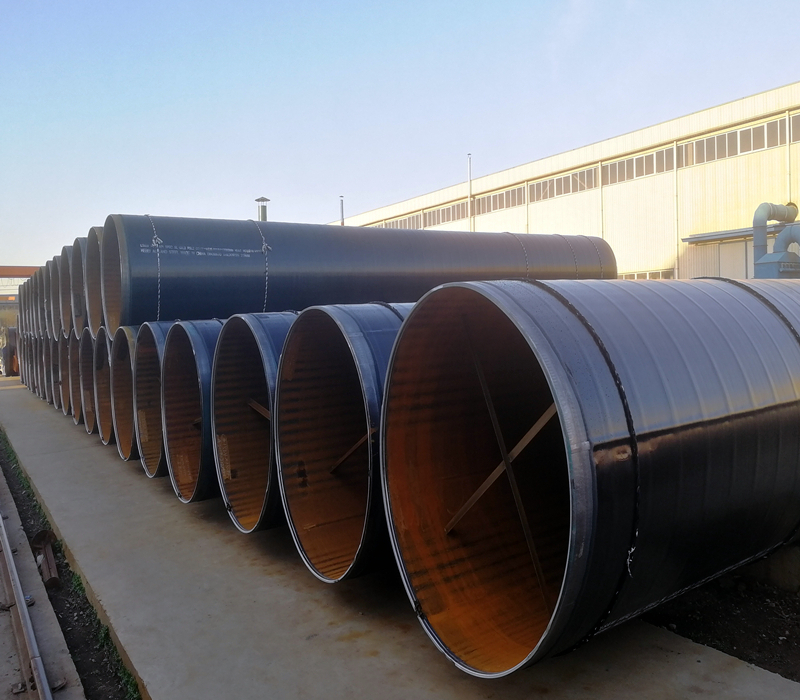
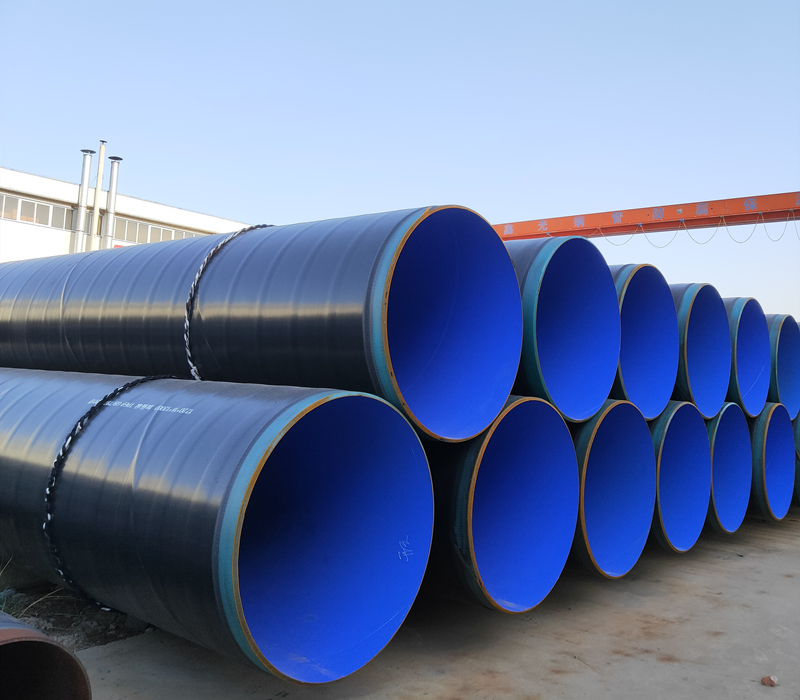
| 5. పూత | 1) బేర్డ్ 2) బ్లాక్ పెయింట్ (వార్నిష్ పూత) 3) గాల్వనైజ్ చేయబడింది 4) నూనెతో రాసిన 5) PE,3PE, FBE, కమోషన్ రెసిస్టెంట్ కోటింగ్, యాంటీ తుప్పు పూత |
| 6.టెక్నిక్ | రేఖాంశ వెల్డింగ్ స్టీల్ పైపు |
| 7. తనిఖీ: | హైడ్రో రౌలిక్ పరీక్ష, ఎడ్డీ కరెంట్, RT, UT లేదా 3వ పక్షం ద్వారా తనిఖీతో |
| 8. డెలివరీ | కంటైనర్, బల్క్ వెసెల్. |
| 9. మా నాణ్యత గురించి: | 1) నష్టం లేదు, వంగడం లేదు 2) బర్ర్స్ లేదా పదునైన అంచులు మరియు స్క్రాప్లు లేవు 3) నూనె పూసిన & మార్కింగ్ కోసం ఉచితం 4) అన్ని వస్తువులను రవాణా చేయడానికి ముందు మూడవ పక్ష తనిఖీ ద్వారా తనిఖీ చేయవచ్చు. |

హాంకాంగ్ ఇంజనీరింగ్ కేసు

ఖతార్ ఇంజనీరింగ్ కేసు

టర్కీ ఇంజనీరింగ్ కేసు

LSAW పైప్సబ్మెర్జ్డ్ ఆర్క్ వెల్డింగ్ టెక్నాలజీని అవలంబిస్తుంది, ఫిల్లర్ వెల్డింగ్, పార్టికల్ ప్రొటెక్షన్ ఫ్లక్స్ బరీడ్ ఆర్క్ ఉపయోగించి.
LSAW అనేది సబ్మెర్జ్డ్ ఆర్క్ వెల్డెడ్ స్ట్రెయిట్ సీమ్ స్టీల్ పైప్ యొక్క ఆంగ్ల సంక్షిప్తీకరణ. సబ్మెర్జ్డ్ ఆర్క్ వెల్డెడ్ స్ట్రెయిట్ సీమ్ స్టీల్ పైప్ ఉత్పత్తి ప్రక్రియలో JCOE ఫార్మింగ్ టెక్నాలజీ, కాయిల్ ఫార్మింగ్ సబ్మెర్జ్డ్ ఆర్క్ వెల్డింగ్ టెక్నాలజీ మరియు UOE ఫార్మింగ్ టెక్నాలజీ ఉన్నాయి.
లాంగిట్యూడినల్ సబ్మెర్జ్డ్-ఆర్క్ వెల్డెడ్ (LSAW) పైపు తయారీ ప్రక్రియ ఈ క్రింది విధంగా ఉంటుంది:
అల్ట్రాసోనిక్ ప్లేట్ ప్రోబింగ్ → అంచు మిల్లింగ్ → ప్రీ-బెండింగ్ → ఫార్మింగ్ → ప్రీ-వెల్డింగ్ → అంతర్గత వెల్డింగ్ → బాహ్య వెల్డింగ్ → అల్ట్రాసోనిక్ తనిఖీ → ఎక్స్-రే తనిఖీ → విస్తరించడం → హైడ్రాలిక్ పరీక్ష →l. చాంఫరింగ్ → అల్ట్రాసోనిక్ తనిఖీ → ఎక్స్-రే తనిఖీ → ట్యూబ్ చివర అయస్కాంత కణ తనిఖీ

| తన్యత అవసరాలు | |||
| గ్రేడ్ 1 | గ్రేడ్ 2 | గ్రేడ్ 3 | |
| తన్యత బలం, కనిష్ట, psi (MPa) | 50 000 (345) | 60 000 (415) | 66 000 (455) |
| దిగుబడి స్థానం లేదా దిగుబడి బలం, కనిష్ట, psi(MPa) | 30 000 (205) | 35 000 (240) | 45 000 (310) |
| నామమాత్రపు గోడ మందం %6 అంగుళాలు (7.9 మిమీ) లేదా అంతకంటే ఎక్కువ కోసం ప్రాథమిక కనీస పొడుగు: 8 అంగుళాలు (203.2 మిమీ) లో పొడుగు, నిమి, % 2 అంగుళాలు (50.8 మిమీ) లో పొడుగు, నిమి, % | 18 30 | 14 25 | ... 20 |
| %6 అంగుళాల (7.9 మిమీ) కంటే తక్కువ నామమాత్రపు గోడ మందం కోసం, ప్రతి Vzi - అంగుళాల (0.8 మిమీ) కోసం 2 అంగుళాల (50.08 మిమీ) లో ప్రాథమిక కనీస పొడుగు నుండి తీసివేత %6 అంగుళాల (7.9 మిమీ) కంటే తక్కువ నామమాత్రపు గోడ మందంలో శాతం పాయింట్లలో తగ్గుతుంది. | 1.5 ఎ | 1.25 ఎ | 1.0ఎ... |

హైడ్రోస్టాటిక్ పరీక్ష

NDT(RT) పరీక్ష

NDT(UT) పరీక్ష
బెండింగ్ టెస్ట్—తగినంత పొడవు గల పైపు స్థూపాకార మాండ్రెల్ చుట్టూ 90° వరకు చల్లగా వంగి ఉండవలెను.
చదును పరీక్ష-పరీక్ష అవసరం లేనప్పటికీ, పైపు చదును పరీక్ష అవసరాలను తీర్చగలగాలి.
హైడ్రో-స్టాటిక్ పరీక్ష—అనుమతించబడినవి తప్ప, పైపు గోడ ద్వారా లీకేజీ లేకుండా ప్రతి పైపు పొడవు హైడ్రో-స్టాటిక్ పరీక్షకు లోబడి ఉండాలి.
నాన్డిస్ట్రక్టివ్ ఎలక్ట్రిక్ టెస్ట్-హైడ్రో-స్టాటిక్ పరీక్షకు ప్రత్యామ్నాయంగా, ప్రతి పైపు యొక్క పూర్తి భాగాన్ని నాన్డిస్ట్రక్టివ్ ఎలక్ట్రిక్ పరీక్షతో పరీక్షించాలి. నాన్డిస్ట్రక్టివ్ ఎలక్ట్రిక్ పరీక్ష నిర్వహించబడిన చోట, పొడవులను “NDE” అక్షరాలతో గుర్తించాలి.
అల్ట్రాసోనిక్ పరీక్ష
ఎడ్డీ కరెంట్ పరీక్ష
బేర్ పైప్, నల్ల పూత (అనుకూలీకరించబడింది);
రెండు చివరలు ఎండ్ ప్రొటెక్టర్లతో ఉంటాయి;
సాదా చివర, బెవెల్ చివర;
మార్కింగ్.




| బయటి వ్యాసం | పైపు పైల్స్ యొక్క బయటి వ్యాసం పేర్కొన్న బయటి వ్యాసం నుండి ±1% కంటే ఎక్కువ మారకూడదు. | ||
| గోడ మందం | పేర్కొన్న నామమాత్రపు గోడ మందం కంటే ఏ బిందువు వద్దా గోడ మందం 12.5% కంటే ఎక్కువ ఉండకూడదు. | ||
| పొడవులు | కొనుగోలు ఆర్డర్లో పేర్కొన్న విధంగా పైపు పైల్స్ను ఒకే యాదృచ్ఛిక పొడవులు, డబుల్ యాదృచ్ఛిక పొడవులు లేదా ఏకరీతి పొడవులలో, కింది పరిమితులకు అనుగుణంగా అమర్చాలి: | ఒకే యాదృచ్ఛిక పొడవులు | 16 నుండి 25 అడుగులు (4.88 నుండి 7.62 మిమీ), అంగుళం |
| యాదృచ్ఛిక పొడవులను రెట్టింపు చేయండి | 25 అడుగుల (7.62 మీ) కంటే ఎక్కువ, కనిష్ట సగటు 35 అడుగులు (10.67 మీ) | ||
| ఏకరీతి పొడవులు | ±1 అంగుళం అనుమతించదగిన వైవిధ్యంతో పేర్కొన్న పొడవు. | ||
| బరువు | పైపు పైల్ యొక్క ప్రతి పొడవును విడిగా తూకం వేయాలి మరియు దాని బరువు దాని సైద్ధాంతిక బరువు కంటే 15% లేదా అంతకంటే ఎక్కువ తేడా ఉండకూడదు, దాని పొడవు మరియు యూనిట్ పొడవుకు దాని బరువును ఉపయోగించి లెక్కించబడుతుంది. | ||










