



EN 10219 S275J0H మరియు S275J2HEN 10219 ప్రకారం మిశ్రమం కాని ఉక్కుతో తయారు చేయబడిన కోల్డ్-ఫార్మ్డ్ వెల్డెడ్ స్ట్రక్చరల్ హాలో సెక్షన్లు.
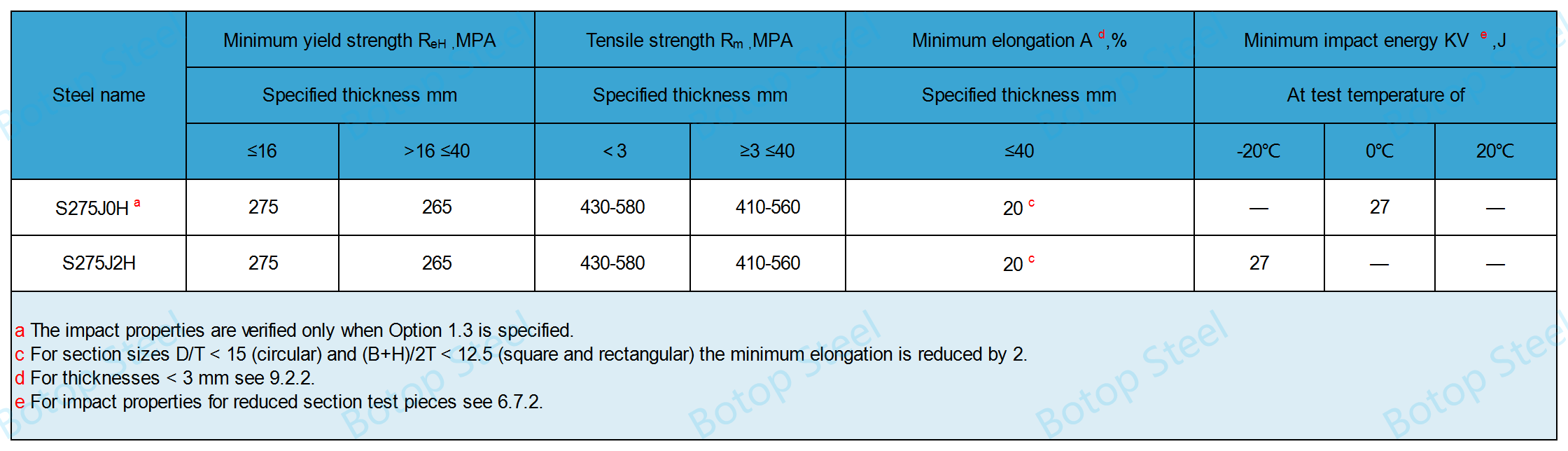
అవి రెండూ 275MPa (గోడ మందం ≤16mm) కనీస దిగుబడి బలాన్ని కలిగి ఉంటాయి. ప్రధాన వ్యత్యాసం ప్రభావ లక్షణాలలో ఉంది: S275J0H 0°C వద్ద 27 J కనిష్ట ప్రభావ శక్తిని కలిగి ఉంటుంది, అయితే S275J2H -20°C వద్ద 27 J కనిష్ట ప్రభావ శక్తిని కలిగి ఉంటుంది.
తక్కువ లోడ్లకు లోబడి భవనాలు మరియు ఇంజనీరింగ్ నిర్మాణాలలో అనువర్తనాలకు అనుకూలం.
BS EN 10219 అనేది UK ఆమోదించిన యూరోపియన్ ప్రమాణం EN 10219.
గోడ మందం ≤40mm, బయటి వ్యాసం ≤2500mm.
CFCHS అనేది కోల్డ్-ఫార్మ్డ్ సర్క్యులర్ హాలో సెక్షన్ యొక్క సంక్షిప్తీకరణ.
EN 10219 ప్రమాణం వివిధ వినియోగ అవసరాలకు అనుగుణంగా గుండ్రని, చతురస్ర, దీర్ఘచతురస్రాకార మరియు ఓవల్తో సహా విస్తృత శ్రేణి బోలు నిర్మాణ ఉక్కు ఆకారాలను కవర్ చేస్తుంది.
బోటాప్ స్టీల్విస్తృత శ్రేణి పరిశ్రమ అనువర్తనాలకు అనుగుణంగా వివిధ పరిమాణాలు మరియు ప్రక్రియలలో రౌండ్ హాలో సెక్షన్ స్టీల్ ట్యూబ్లను అందించడంలో ప్రత్యేకత కలిగి ఉంది, మా కస్టమర్ల నిర్దిష్ట అవసరాలను తీర్చగలమని నిర్ధారిస్తుంది.
2014 లో స్థాపించబడినప్పటి నుండి,బోటాప్ స్టీల్ఉత్తర చైనాలో కార్బన్ స్టీల్ పైపుల యొక్క ప్రముఖ సరఫరాదారుగా మారింది, అద్భుతమైన సేవ, అధిక-నాణ్యత ఉత్పత్తులు మరియు సమగ్ర పరిష్కారాలకు ప్రసిద్ధి చెందింది.
ఈ కంపెనీ వివిధ రకాల కార్బన్ స్టీల్ పైపులు మరియు సంబంధిత ఉత్పత్తులను అందిస్తుంది, వాటిలోఎస్ఎంఎల్ఎస్, ERW తెలుగు in లో, ఎల్ఎస్ఏడబ్ల్యూ, మరియుఎస్.ఎస్.ఎ.డబ్ల్యు.స్టీల్ పైపు, అలాగే పైపు ఫిట్టింగులు మరియు ఫ్లాంజ్ల పూర్తి శ్రేణి. దీని ప్రత్యేక ఉత్పత్తులలో వివిధ పైప్లైన్ ప్రాజెక్టుల డిమాండ్లను తీర్చడానికి రూపొందించబడిన హై-గ్రేడ్ మిశ్రమలోహాలు మరియు ఆస్టెనిటిక్ స్టెయిన్లెస్ స్టీల్స్ కూడా ఉన్నాయి.
మీతో సహకార సంబంధాన్ని ఏర్పరచుకోవడానికి మరియు కలిసి గెలుపు-గెలుపు భవిష్యత్తును సృష్టించుకోవడానికి మేము ఎదురుచూస్తున్నాము.
కోల్డ్-ఫార్మ్డ్ హాలో సెక్షన్ల తయారీకి ముడి ఉక్కు డీఆక్సిడైజ్ చేయబడింది మరియు నిర్దిష్ట డెలివరీ పరిస్థితులకు అనుగుణంగా ఉండాలి.
S275J0H మరియు S275J2H లకు సంబంధించిన అవసరాలుFF(అందుబాటులో ఉన్న నైట్రోజన్ను బంధించడానికి తగినంత మొత్తంలో నైట్రోజన్ బైండింగ్ మూలకాలను కలిగి ఉన్న పూర్తిగా చంపబడిన ఉక్కు (ఉదా. కనీసం 0,020 % మొత్తం Al లేదా 0,015 % కరిగే Al)).
డెలివరీ స్థితి: JR, J0, J2 మరియు K2 స్టీల్స్ కోసం రోల్డ్ లేదా నార్మలైజ్డ్/నార్మలైజ్డ్ రోల్డ్ (N).
EN 10219 వరకు ఉన్న స్టీల్ పైపులను రెండింటి ద్వారా ఉత్పత్తి చేయవచ్చుERW తెలుగు in లో(ఎలక్ట్రో రెసిస్టెన్స్ వెల్డింగ్) మరియుసా(సబ్మెర్జ్డ్ ఆర్క్ వెల్డింగ్) తయారీ ప్రక్రియలు.
ఉత్పత్తిERW గొట్టాలువేగవంతమైనది మరియు సాపేక్షంగా మరింత సరసమైనది అనే ప్రయోజనాన్ని కలిగి ఉంది మరియు తరచుగా పెద్ద ఎత్తున ఉత్పత్తి మరియు అధిక ఖర్చు-సమర్థత అవసరమయ్యే ప్రాజెక్టులకు ఎంపిక చేయబడుతుంది.
ERW తెలుగు in లోగొట్టాలను సాధారణంగా చిన్న వ్యాసం మరియు సన్నని గోడ మందాన్ని ఉత్పత్తి చేయడానికి ఉపయోగిస్తారు, అయితేసాపెద్ద వ్యాసం మరియు మందమైన గోడలకు గొట్టాలు మరింత అనుకూలంగా ఉంటాయి. దయచేసి మీ ప్రాజెక్ట్ కోసం తగిన స్టీల్ పైపు రకాన్ని ఎంచుకోండి.

EN 10219 ప్రకారం తయారు చేయబడిన ERW పైపులకు సాధారణంగా అంతర్గత వెల్డింగ్ ట్రిమ్మింగ్ అవసరం లేదు.
ఎందుకంటే EN 10219 ట్యూబ్లు ప్రధానంగా నిర్మాణం మరియు మెకానికల్ ఇంజనీరింగ్ వంటి నిర్మాణ అనువర్తనాల్లో ఉపయోగించబడతాయి, ఇక్కడ వెల్డింగ్ ప్రదర్శన కోసం అవసరాలు సాధారణంగా ప్రెజర్ నాళాలు లేదా అధిక పీడన పైపులైన్ల కంటే తక్కువ కఠినంగా ఉంటాయి. అందువల్ల, వెల్డింగ్ యొక్క బలం మరియు సమగ్రత ప్రమాణం యొక్క అవసరాలను తీర్చినంత వరకు, అదనపు ట్రిమ్మింగ్ లేకుండా అంతర్గత వెల్డింగ్లను ఉపయోగించవచ్చు.
వెల్డింగ్ వెల్డింగ్ లేదా వేడి-చికిత్స స్థితిలో ఉండవచ్చు తప్ప, తదుపరి వేడి చికిత్స నిర్వహించబడదు.
తారాగణం విశ్లేషణ (ముడి పదార్థాల రసాయన కూర్పు)
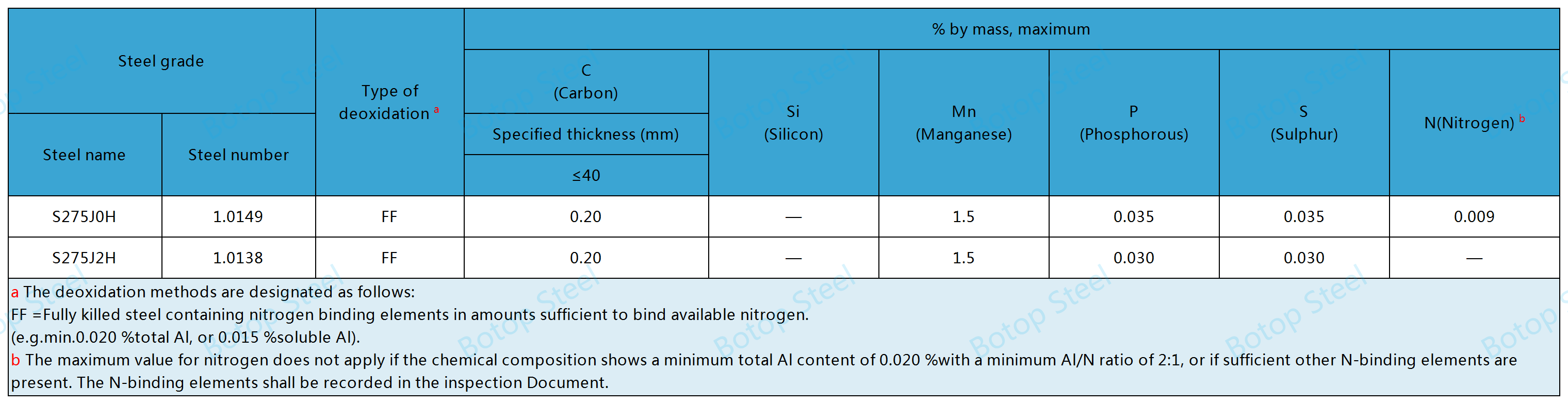
S275J0H మరియు S275J2H రెండూ గరిష్ట కార్బన్ సమాన విలువ (CEV) 0.40% కలిగి ఉంటాయి.
గరిష్టంగా 0.4% CEV ఉన్న S725J0H మరియు S275J2H వెల్డింగ్ సమయంలో గట్టిపడటం మరియు పగుళ్లు వచ్చే ప్రమాదం తక్కువగా ఉండటంతో మెరుగైన వెల్డబిలిటీని ప్రదర్శిస్తాయి.
దీనిని ఈ క్రింది సూత్రాన్ని ఉపయోగించి కూడా లెక్కించవచ్చు:
CEV = C + Mn/6 + (Cr + Mo + V)/5 + (Ni + Cu)/15.
ఉత్పత్తి విశ్లేషణ (పూర్తయిన ఉత్పత్తుల రసాయన కూర్పు)
ఉక్కు ఉత్పత్తి సమయంలో, రసాయన కూర్పు అనేక కారణాల వల్ల మారవచ్చు మరియు ఈ మార్పులు ఉక్కు యొక్క లక్షణాలు మరియు నాణ్యతను ప్రభావితం చేయవచ్చు.

చివరిగా పూర్తయిన స్టీల్ పైపు రసాయన కూర్పు కాస్టింగ్ యొక్క రసాయన కూర్పు మరియు దాని అనుమతించదగిన విచలనానికి అనుగుణంగా ఉండాలి.
యాంత్రిక లక్షణ పారామితులలో దిగుబడి బలం, తన్యత బలం, పొడుగు మరియు ప్రభావ బలం ఉన్నాయి.
ఒత్తిడి ఉపశమనాన్ని 580 ℃ కంటే ఎక్కువ లేదా ఒక గంట కంటే ఎక్కువసేపు ఎనియలింగ్ చేయడం వల్ల యాంత్రిక లక్షణాలు క్షీణించవచ్చు.
గమనికలు:
పేర్కొన్న మందం <6mm ఉన్నప్పుడు ఇంపాక్ట్ టెస్టింగ్ అవసరం లేదు.
JR మరియు J0 నాణ్యత గల ట్యూబ్ల ప్రభావ లక్షణాలు పేర్కొనబడకపోతే ధృవీకరించబడవు.
EN 10219 ERW స్టీల్ పైపులలోని వెల్డ్లను కింది వాటిలో ఒకదాన్ని ఎంచుకోవడం ద్వారా పరీక్షించవచ్చు.
EN 10246-3 నుండి అంగీకార స్థాయి E4 వరకు, తిరిగే ట్యూబ్/పాన్కేక్ కాయిల్ టెక్నిక్ అనుమతించబడదు అనే మినహాయింపుతో;
EN 10246-5 నుండి అంగీకార స్థాయి F5 వరకు;
EN 10246-8 నుండి అంగీకార స్థాయి U5 వరకు.
EN 10219 గొట్టాల సైద్ధాంతిక బరువును లెక్కించడం 7.85 kg/dm³ ట్యూబ్ సాంద్రత ఆధారంగా ఉంటుంది.
M=(DT)×T×0.02466
M అనేది యూనిట్ పొడవుకు ద్రవ్యరాశి;
D అనేది పేర్కొన్న బయటి వ్యాసం, mmలో యూనిట్లు;
T అనేది పేర్కొన్న గోడ మందం, mm లో యూనిట్లు.
ఆకారం, నిటారుగా మరియు ద్రవ్యరాశిపై సహనాలు

టాలరెన్స్ల పొడవు

EN 10219 ప్రకారం తయారు చేయబడిన హాలో సెక్షన్ ట్యూబ్లు వెల్డింగ్ చేయగలవు.
వెల్డింగ్ చేసేటప్పుడు, ఉత్పత్తి యొక్క మందం, బలం స్థాయి మరియు CEV పెరగడం వల్ల వెల్డ్ జోన్లో కోల్డ్ క్రాకింగ్ ప్రధాన ప్రమాదం. కోల్డ్ క్రాకింగ్ అనేక అంశాల కలయిక వల్ల సంభవిస్తుంది:
వెల్డ్ మెటల్లో డిఫ్యూసిబుల్ హైడ్రోజన్ అధిక స్థాయిలో ఉండటం;
వేడి-ప్రభావిత మండలంలో పెళుసుగా ఉండే నిర్మాణం;
వెల్డింగ్ జాయింట్లో గణనీయమైన తన్యత ఒత్తిడి సాంద్రతలు.
స్టీల్ పైపు ఉపరితలం నునుపుగా మరియు ఉత్పత్తి పనితీరును ప్రభావితం చేసే పగుళ్లు, గుంటలు, గీతలు లేదా తుప్పు వంటి ఏవైనా లోపాలు లేకుండా ఉండాలి.
మిగిలిన గోడ మందం సహనం పరిధిలో ఉన్నంత వరకు, గ్రైండింగ్ ద్వారా లోపాన్ని తొలగించవచ్చు మరియు మరమ్మతు చేయబడిన గోడ మందం కనీస మందం అవసరాలను తీర్చినట్లయితే, తయారీ ప్రక్రియ ద్వారా సృష్టించబడిన గడ్డలు, పొడవైన కమ్మీలు లేదా నిస్సార రేఖాంశ పొడవైన కమ్మీలు ఆమోదయోగ్యమైనవి.
బోటాప్ స్టీల్EN 10219 ప్రకారం అధిక-నాణ్యత స్టీల్ ట్యూబ్లను అందించడమే కాకుండా, వివిధ ఇంజనీరింగ్ ప్రాజెక్టులలో తన కస్టమర్ల నిర్దిష్ట అవసరాలకు అనుగుణంగా స్టీల్ ట్యూబ్ల ఉపరితల పూత కోసం విస్తృత శ్రేణి ఎంపికలను కూడా అందిస్తుంది. ఈ పూతలు ట్యూబ్ల తుప్పు నిరోధకతను పెంచడానికి మరియు అదనపు రక్షణను జోడించడానికి రూపొందించబడ్డాయి, తద్వారా వాటి సేవా జీవితాన్ని పొడిగిస్తాయి.

హాట్-డిప్ గాల్వనైజింగ్
3LPE (HDPE) పూత

FBE పూత

వార్నిష్ పూత

పెయింట్ పూత

సిమెంట్ వెయిట్ కోటింగ్
వంతెన భాగాలు: రెయిలింగ్లు మరియు పారాపెట్లు వంటి వంతెనలలో ఉపయోగించే ప్రాథమికం కాని లోడ్-బేరింగ్ నిర్మాణాలు.
నిర్మాణ స్తంభాలు: భవనం మరియు సివిల్ ఇంజనీరింగ్లో ఉపయోగించే మద్దతు స్తంభాలు మరియు దూలాలు.
పైపింగ్ వ్యవస్థలు: ద్రవాలు మరియు వాయువుల రవాణా కోసం పైపింగ్, ముఖ్యంగా కొంత వశ్యత మరియు తుప్పు నిరోధకత అవసరమయ్యే అనువర్తనాల్లో.
తాత్కాలిక నిర్మాణాలు: నిర్మాణం మరియు ఇంజనీరింగ్ సైట్లకు అనువైన తాత్కాలిక మద్దతులు మరియు ఫ్రేమ్లు.
తేలికైన కానీ స్థిరమైన నిర్మాణాల అవసరాలను తీర్చడానికి ఈ అప్లికేషన్లు S275J0H మరియు S275J2H యొక్క అద్భుతమైన యాంత్రిక లక్షణాలు మరియు వెల్డబిలిటీని సద్వినియోగం చేసుకుంటాయి.
ASTM A500 బ్లెండర్:రౌండ్లు మరియు ఆకారాలలో కోల్డ్-ఫార్మ్డ్ వెల్డెడ్ మరియు సీమ్లెస్ కార్బన్ స్టీల్ స్ట్రక్చరల్ ట్యూబింగ్ కోసం ప్రామాణిక వివరణ.
ASTM A501 బ్లెండర్: హాట్-ఫార్మ్డ్ వెల్డెడ్ మరియు సీమ్లెస్ కార్బన్ స్టీల్ స్ట్రక్చరల్ ట్యూబింగ్ కోసం ప్రామాణిక వివరణ.
EN 10210 (ఇఎన్ 10210): నాన్-అల్లాయ్ మరియు ఫైన్ గ్రెయిన్ స్టీల్స్ యొక్క హాట్ ఫినిష్డ్ స్ట్రక్చరల్ బోలు విభాగాలు.
EN 10219: నాన్-అల్లాయ్ మరియు ఫైన్ గ్రెయిన్ స్టీల్స్ యొక్క కోల్డ్ ఫార్మేడ్ వెల్డెడ్ స్ట్రక్చరల్ బోలు విభాగాలు.
జిఐఎస్ జి 3466: సాధారణ నిర్మాణం కోసం కార్బన్ స్టీల్ చదరపు మరియు దీర్ఘచతురస్రాకార గొట్టాలు.
AS/NZS 1163: కోల్డ్-ఫార్మ్డ్ స్ట్రక్చరల్ స్టీల్ బోలు విభాగాలు.
ఈ ప్రమాణాలు ప్రపంచవ్యాప్తంగా విస్తృతంగా ఉపయోగించబడుతున్నాయి మరియు వివిధ ఇంజనీరింగ్ అప్లికేషన్లలో స్ట్రక్చరల్ స్టీల్ ట్యూబ్లు ఆశించిన పనితీరు ప్రమాణాలకు అనుగుణంగా ఉన్నాయని నిర్ధారించుకోవడంలో ఇవి సహాయపడతాయి. స్టీల్ పైపు ప్రమాణాన్ని ఎంచుకునేటప్పుడు, దాని నిర్దిష్ట అప్లికేషన్ అవసరాలు, ప్రాంతీయ నిబంధనలు మరియు పనితీరు అవసరాలను పరిగణనలోకి తీసుకోవడం చాలా ముఖ్యం.
ASTM A252 GR.3 స్ట్రక్చరల్ LSAW(JCOE) కార్బన్ స్టీల్ పైప్
BS EN10210 S275J0H LSAW(JCOE) స్టీల్ పైప్
ASTM A671/A671M LSAW స్టీల్ పైప్
ASTM A672 B60/B70/C60/C65/C70 LSAW కార్బన్ స్టీల్ పైప్
API 5L X65 PSL1/PSL 2 LSAW కార్బన్ స్టీల్ పైప్ / API 5L గ్రేడ్ X70 LSAW స్టీల్ పైప్
EN10219 S355J0H స్ట్రక్చరల్ LSAW(JCOE) స్టీల్ పైప్











