



JIS G 3455är en japansk industristandard (JIS) för högtrycksanvändning vid temperaturer på 350 °C eller lägre, främst för mekaniska delar.
STS370 stålrörär ett stålrör med en minsta draghållfasthet på 370 MPa och en minsta sträckgräns på 215 MPa, med en kolhalt på högst 0,25 % och en kiselhalt mellan 0,10 % och 0,35 %, och används huvudsakligen i applikationer som kräver hög hållfasthet och god svetsbarhet, såsom byggnadskonstruktioner, broar, tryckkärl och fartygskomponenter.
JIS G 3455 har tre kvaliteter.STS370, STS410, STA480.
Ytterdiameter på 10,5–660,4 mm (6–650A) (1/8–26B).
Rör ska tillverkas avdödat stål.
Dödat stål är stål som har deoxiderats fullständigt innan det gjuts till tackor eller andra former. Processen består av att tillsätta ett deoxideringsmedel såsom kisel, aluminium eller mangan till stålet innan det stelnar. Termen "dödad" indikerar att ingen syrgasreaktion sker i stålet under stelningsprocessen.
Genom att eliminera syre förhindrar det dödade stålet bildandet av luftbubblor i det smälta stålet, vilket undviker porositet och luftbubblor i slutprodukten. Detta resulterar i ett mer homogent och tätt stål med överlägsna mekaniska egenskaper och strukturell integritet.
Tätat stål är särskilt lämpligt för tillämpningar som kräver hög kvalitet och hållbarhet, såsom tryckkärl, stora konstruktioner och rörledningar med höga kvalitetskrav.
Genom att använda tätat stål för att tillverka rör kan du vara säker på bättre prestanda och längre livslängd, särskilt i miljöer som utsätts för tunga belastningar och tryck.
Tillverkad med en sömlös tillverkningsprocess kombinerad med en efterbehandlingsmetod.

Varmbehandlat sömlöst stålrör: SH;
Kallbehandlat sömlöst stålrör: SC.
För den sömlösa tillverkningsprocessen kan den grovt delas in i sömlösa stålrör med en ytterdiameter på mer än 30 mm vid varmbehandling och 30 mm vid kallbehandling.
Här är produktionsflödet för den varmbehandlade sömlösa ytan.


Lågtemperaturglödgning används huvudsakligen för att förbättra materialens bearbetbarhet, minska hårdhet och förbättra seghet, och är lämplig för kallbearbetat stål.
Normalisering används för att förbättra materialets hållfasthet och seghet, så att stålet är mer lämpligt att motstå mekanisk belastning och utmattning, och används ofta för att förbättra prestandan hos kallbearbetat stål.
Genom dessa värmebehandlingsprocesser optimeras stålets inre struktur och dess egenskaper förbättras, vilket gör det mer lämpligt för användning i krävande industriella applikationer.
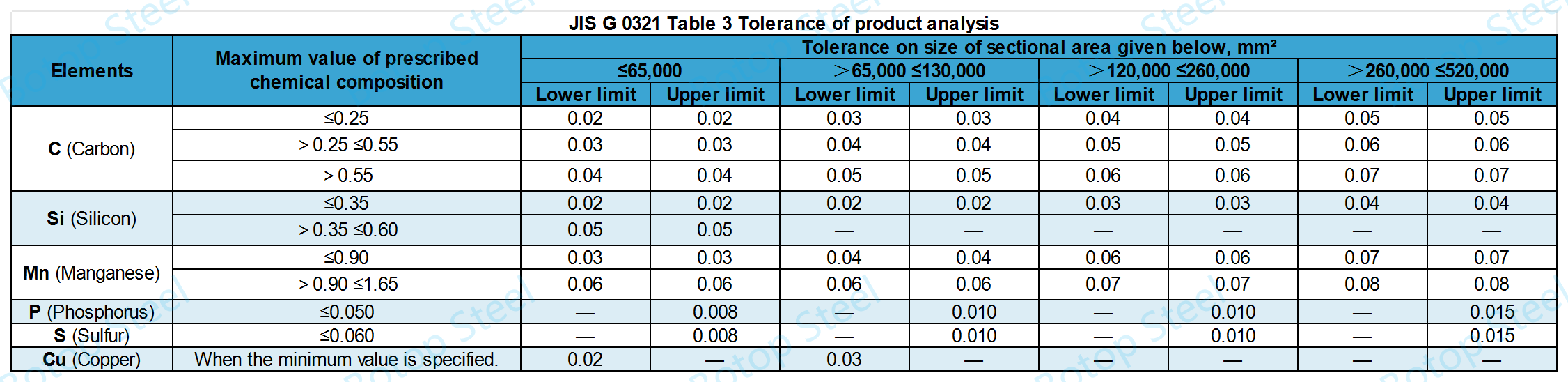
Värmeanalysen ska ske i enlighet med JIS G 0320. Produktanalysen ska ske i enlighet med JIS G 0321.
| kvalitet | C (kol) | Si (kisel) | Mn (mangan) | P (Fosfor) | S (Svavel) |
| STS370 | 0,25 % max | 0,10–0,35 % | 0,30–1,10 % | 0,35 % max | 0,35 % max |
Värmeanalysär huvudsakligen inriktad på att testa råvarors kemiska sammansättning.
Genom att analysera råvarornas kemiska sammansättning är det möjligt att förutsäga och justera de bearbetningssteg och förhållanden som kan krävas i produktionsprocessen, såsom värmebehandlingsparametrar och tillsats av legeringsämnen.
Produktanalysanalyserar den kemiska sammansättningen av färdiga produkter för att verifiera slutproduktens överensstämmelse och kvalitet.
Produktanalys säkerställer att alla förändringar, tillägg eller eventuella föroreningar i produkten under tillverkningsprocessen är under kontroll och att slutprodukten uppfyller de tekniska specifikationerna och tillämpningskraven.
Enligt JIS G 3455 ska värdena för produktanalysen inte bara uppfylla kraven för elementen i tabellen ovan, utan även toleransintervallet ska uppfylla kraven i JIS G 3021 tabell 3.
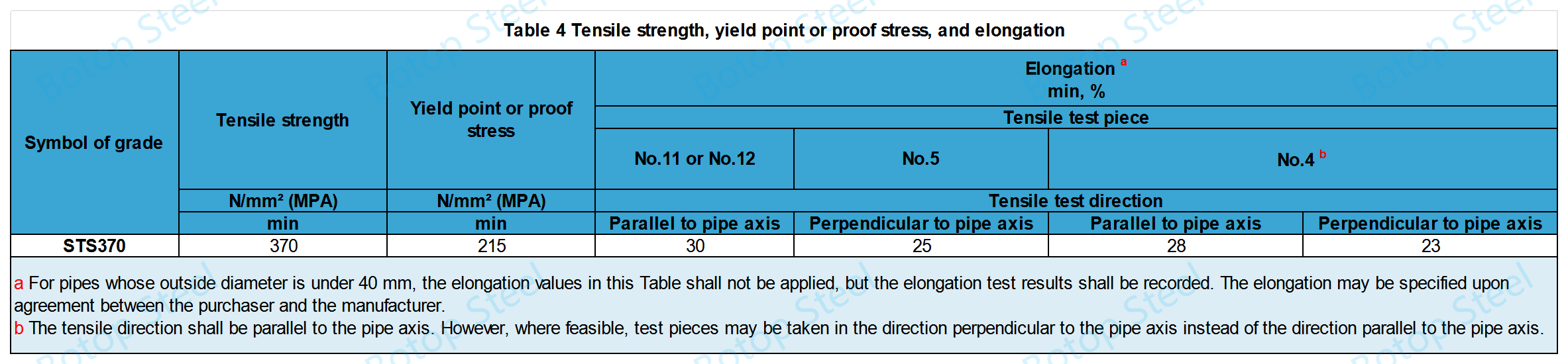
Förlängningsvärden för testbit nr 12 (parallellt med röraxeln) och testbit nr 5 (vinkelrätt mot röraxeln) tagna från rör med en väggtjocklek under 8 mm.
| Symbol för betyg | Testbit som använts | Förlängning minst, % | ||||||
| Väggtjocklek | ||||||||
| >1 ≤2 mm | >2 ≤3 mm | >3 ≤4 mm | >4 ≤5 mm | >5 ≤6 mm | >6 ≤7 mm | >7 <8 mm | ||
| STS370 | Nr 12 | 21 | 22 | 24 | 26 | 27 | 28 | 30 |
| Nr 5 | 16 | 18 | 19 | 20 | 22 | 24 | 25 | |
| Förlängningsvärdena i denna tabell erhålls genom att subtrahera 1,5 % från förlängningsvärdet som anges i tabell 4 för varje 1 mm minskning av väggtjockleken från 8 mm, och genom att avrunda resultatet till ett heltal enligt regel A i JIS Z 8401. | ||||||||
Utjämningstestet kan utelämnas om inte annat anges av köparen.
Placera provet i maskinen och platta till det tills avståndet mellan de två plattformarna når det angivna värdet H. Kontrollera sedan provet för sprickor.
Vid provning av kritiskt motståndssvetsat rör är linjen mellan svetsen och rörets centrum vinkelrät mot kompressionsriktningen.
H=(1+e)t/(e+t/D)
H: avstånd mellan plattorna (mm)
t: rörets väggtjocklek (mm)
D: rörets ytterdiameter (mm)
e:konstant definierad för varje rörkvalitet.0,08 för STS370: 0,07 för STS410 och STS480.
Lämplig för rör med en ytterdiameter på ≤ 50 mm.
Provexemplaret ska vara fritt från sprickor när det böjs i 90° med en innerdiameter 6 gånger rörets ytterdiameter.
Böjningsvinkeln ska mätas i början av böjen.
Varje stålrör måste hydrostatiskt eller icke-förstörande testasför att säkerställa rörets kvalitet och säkerhet och för att uppfylla användningsstandarderna.
Hydrauliskt test
Om inget testtryck anges ska det lägsta hydrotesttrycket bestämmas i enlighet med rörledningsschemat.
| Nominell väggtjocklek | 40 | 60 | 80 | 100 | 120 | 140 | 160 |
| Minsta hydrauliska testtryck, MPa | 6.0 | 9.0 | 12 | 15 | 18 | 20 | 20 |
När väggtjockleken på stålrörets ytterdiameter inte är ett standardvärde i stålrörets vikttabell, är det nödvändigt att använda formeln för att beräkna tryckvärdet.
P=2st/D
P: testtryck (MPa)
trörets väggtjocklek (mm)
Drörets ytterdiameter (mm)
s60 % av det givna minimivärdet för sträckgräns eller hållfasthet.
När det lägsta hydrostatiska testtrycket för det valda plannumret överstiger testtrycket P som erhålls med formeln, ska trycket P användas som det lägsta hydrostatiska testtrycket istället för att välja det lägsta hydrostatiska testtrycket i tabellen ovan.
Icke-förstörande test
Oförstörande provning av stålrör bör utföras avultraljuds- eller virvelströmsmätning.
Förultraljuds-inspektionsegenskaper, signalen från ett referensprov innehållande en referensstandard av klass UD enligt anvisningarna iJIS G 0582ska betraktas som en larmnivå och ska ha en grundsignal lika med eller större än larmnivån.
Standarddetekteringskänsligheten förvirvelströmundersökningen ska vara av kategori EU, EV, EW eller EX som anges iJIS G 0583, och det får inte finnas några signaler som är likvärdiga med eller starkare än signalerna från referensprovet som innehåller referensstandarden för nämnda kategori.
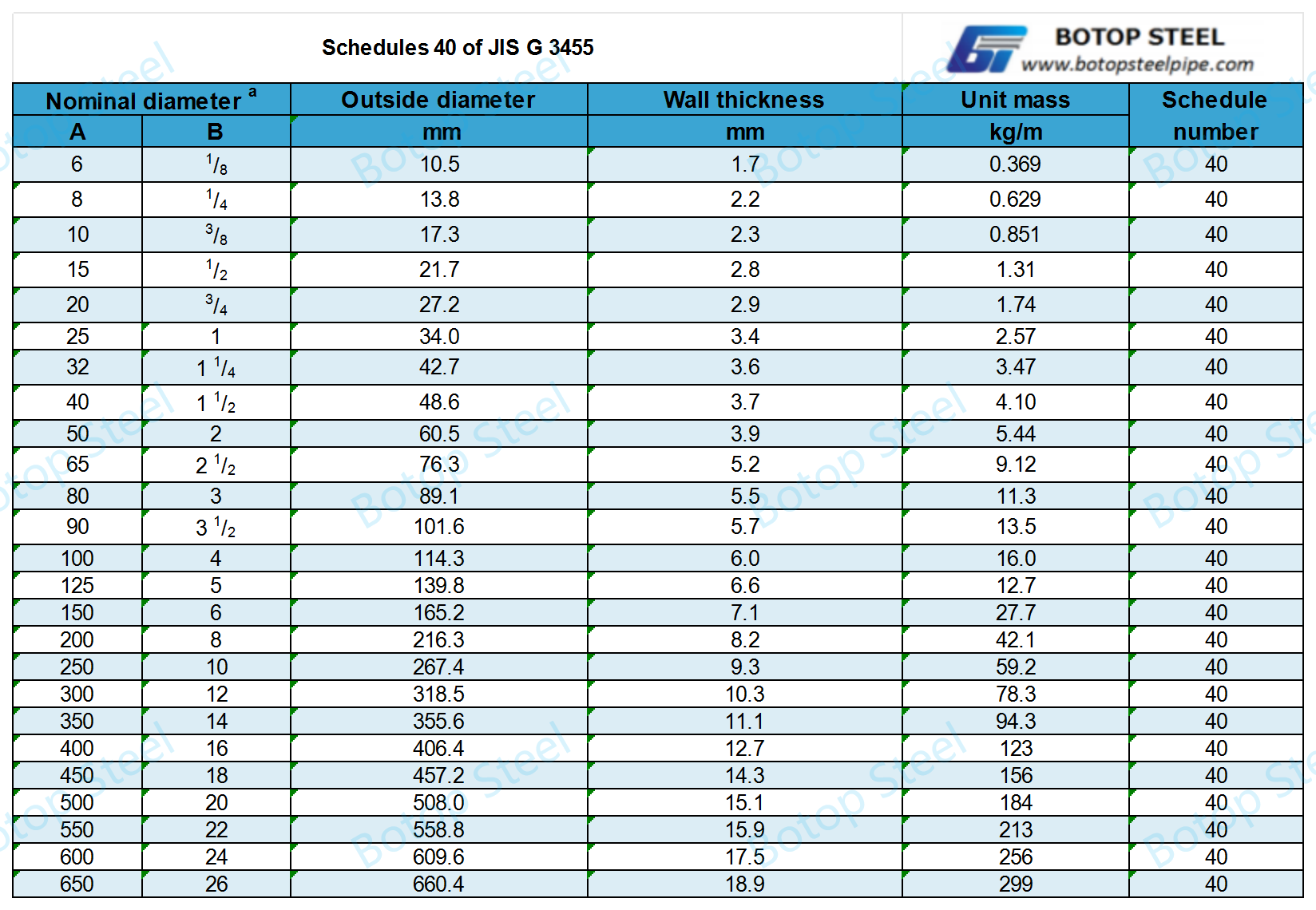
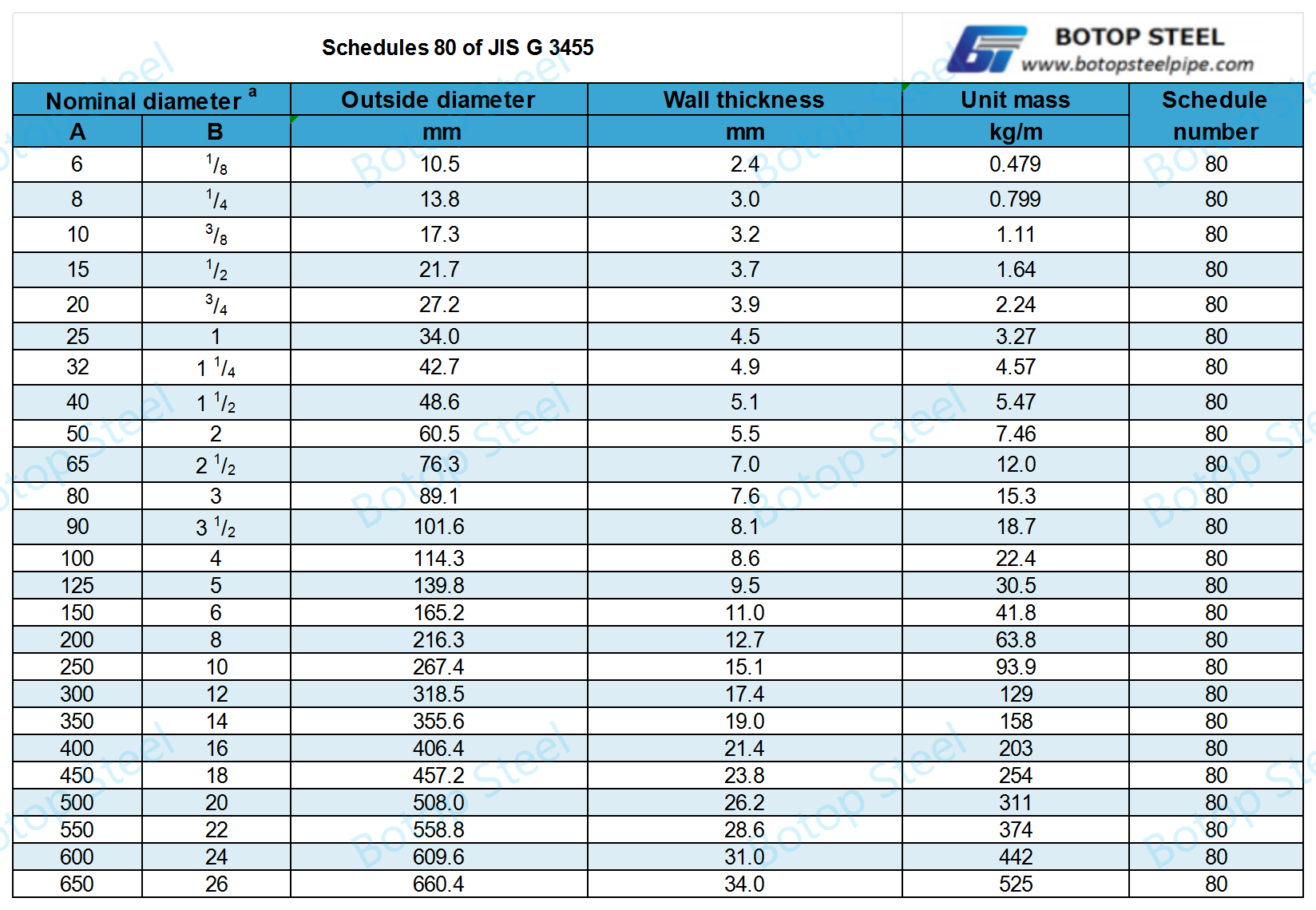
För merRörviktstabeller och rörschemaninom standarden kan du klicka dig vidare.
Schedule 40-rör är idealiskt lämpat för applikationer med lågt till medelhögt tryck eftersom det erbjuder en måttlig väggtjocklek som undviker överdriven vikt och kostnad samtidigt som det säkerställer tillräcklig styrka.
Schedule 80-rör används ofta i industriella miljöer som kräver högtryckshantering, såsom kemiska processsystem och olje- och gasöverföringsrör, på grund av dess förmåga att motstå högre tryck och starkare mekaniska stötar på grund av dess tjockare väggtjocklek, vilket ger extra säkerhet och hållbarhet.
Varje rör ska vara märkt med följande information.
a)Symbol för betyg;
b)Symbol för tillverkningsmetoden;
c)MåttExempel 50AxSch80 eller 60,5x5,5;
d)Tillverkarens namn eller identifierande varumärke.
När ytterdiametern på varje rör är liten och det är svårt att märka varje rör, eller när köparen kräver att varje bunt av rör är märkt, kan varje bunt märkas med en lämplig metod.
STS370 är lämplig för vätskeöverföringssystem med lågt tryck men relativt hög temperatur.
VärmesystemI stadsvärme eller stora byggnaders värmesystem kan STS370 användas för att transportera varmvatten eller ånga eftersom den tål tryck- och temperaturförändringar i systemet.
KraftverkVid elproduktion krävs ett stort antal högtrycksångrör, och STS370 är det ideala materialet för tillverkning av dessa rör eftersom det tål långa perioder av hög temperatur och högtrycksmiljöer.
TryckluftssystemInom tillverkning och automatiserade produktionslinjer är tryckluft en viktig kraftkälla, och STS370 stålrör används för att bygga rörledningar för dessa system för att säkerställa säker och effektiv lufttillförsel.
Strukturell användning och allmän maskinell användningTack vare sina goda mekaniska egenskaper kan STS370 även användas vid tillverkning av olika strukturella och mekaniska komponenter, särskilt i applikationer där en viss tryckhållfasthet krävs.
JIS G 3455 STS370 är ett kolstålsmaterial som används i högtrycksapplikationer. Följande material kan anses vara likvärdiga eller nästan likvärdiga:
1. ASTM A53 klass BLämplig för allmänna strukturella och mekaniska tillämpningar samt för vätsketransport.
2. API 5L klass BFör högtrycksledningar för transport av olja och gas.
3. DIN 1629 St37.0För allmän maskinteknik och fartygskonstruktion.
4. EN 10216-1 P235TR1Sömlösa stålrör för höga temperaturer och högt tryck.
5. ASTM A106 Grad BSömlösa kolstålsrör för högtemperaturanvändning.
6.ASTM A179Sömlösa kalldragna rör och rör av kolstål för lågtemperaturanvändning.
7. DIN 17175 St35.8Sömlösa rörmaterial för pannor och tryckkärl.
8. EN 10216-2 P235GHSömlösa rör av olegerat och legerat stål för högtemperatur- och högtrycksmiljöer.
Sedan starten 2014 har Botop Steel blivit en ledande leverantör av kolstålsrör i norra Kina, känt för utmärkt service, högkvalitativa produkter och heltäckande lösningar. Företaget erbjuder en mängd olika kolstålsrör och relaterade produkter, inklusive sömlösa, ERW-, LSAW- och SSAW-stålrör, samt ett komplett sortiment av rördelar och flänsar.
Dess specialprodukter omfattar även högkvalitativa legeringar och austenitiska rostfria stål, skräddarsydda för att möta kraven i olika rörledningsprojekt.















