



JIS G 3461 stålrörär ett sömlöst (SMLS) eller elektriskt motståndssvetsat (ERW) kolstålsrör, huvudsakligen används i pannor och värmeväxlare för tillämpningar som att realisera värmeväxling mellan insidan och utsidan av röret.
STB340är ett kolstålsrör av kvalitet enligt JIS G 3461-standarden. Det har en draghållfasthet på minst 340 MPa och en sträckgräns på minst 175 MPa.
Det är det material man väljer för många industriella tillämpningar på grund av dess höga hållfasthet, goda termiska stabilitet, anpassningsförmåga, relativa korrosionsbeständighet, kostnadseffektivitet och goda bearbetningsbarhet.
JIS G 3461har tre betyg.STB340, STB410, STB510.
STB340Minsta draghållfasthet: 340 MPa; Minsta sträckgräns: 175 MPa.
STB410Minsta draghållfasthet: 410 MPa; Minsta sträckgräns: 255 MPa.
STB510:Minsta draghållfasthet: 510 MPa; Minsta sträckgräns: 295 MPa.
Det är faktiskt inte svårt att ta reda på att JIS G 3461-kvaliteten klassificeras enligt stålrörets minsta draghållfasthet.
Allt eftersom materialets kvalitet ökar, ökar dess draghållfasthet och sträckgräns i motsvarande grad, vilket gör att materialet kan motstå högre belastningar och tryck för mer krävande arbetsmiljöer.
Ytterdiameter på 15,9–139,8 mm.
Tillämpningar i pannor och värmeväxlare kräver vanligtvis inte särskilt stora rördiametrar. Mindre rördiametrar ökar den termiska verkningsgraden eftersom förhållandet mellan yta och volym för värmeöverföring är högre. Detta bidrar till att överföra värmeenergi snabbare och mer effektivt.
Rör ska tillverkas avdödat stål.
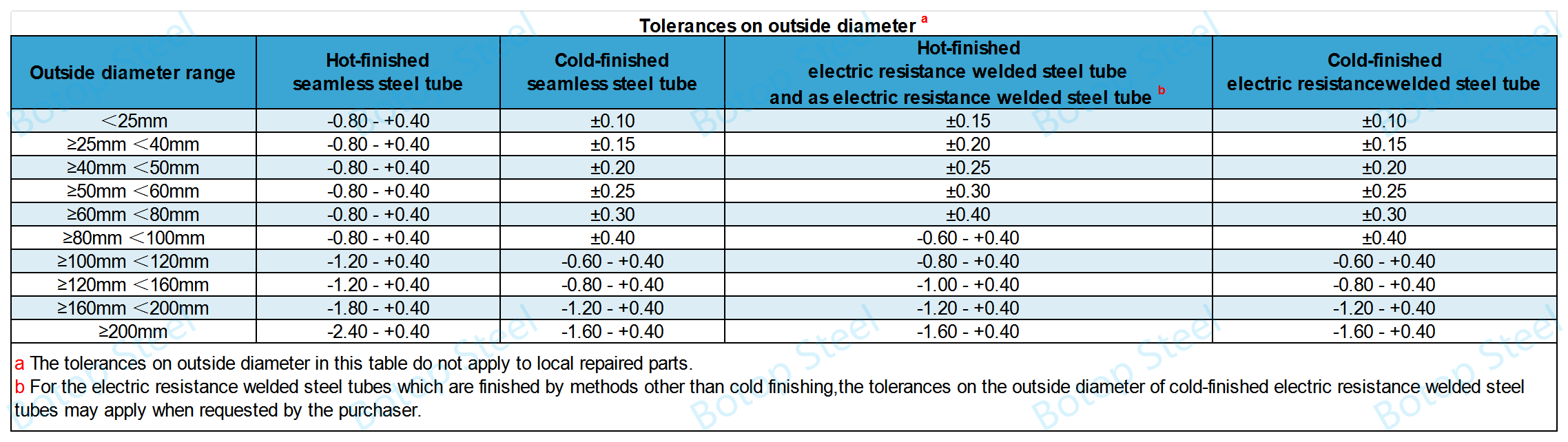
Kombination av rörtillverkningsmetoder och ytbehandlingsmetoder.

I detalj kan de kategoriseras enligt följande:
Varmbehandlat sömlöst stålrör: SH
Kallbehandlat sömlöst stålrör: SC
Som elektriskt motståndssvetsat stålrör: EG
Varmbehandlat elektriskt motståndssvetsat stålrör: EH
Kallbehandlat elektriskt motståndssvetsat stålrör: EC
Här är produktionsflödet för den varmbehandlade sömlösa ytan.

För den sömlösa tillverkningsprocessen kan den grovt delas in i sömlösa stålrör med en ytterdiameter på mer än 30 mm vid varmbehandling och 30 mm vid kallbehandling.

Termiska analysmetoder ska överensstämma med standarderna i JIS G 0320.
Andra legeringselement än dessa kan tillsättas för att erhålla specifika egenskaper.
När produkten analyseras ska avvikelsevärdena för rörets kemiska sammansättning uppfylla kraven i tabell 3 i JIS G 0321 för sömlösa stålrör och tabell 2 i JIS G 0321 för motståndssvetsade stålrör.
| Symbol för betyg | C (Kol) | Si (kisel) | Mn (mangan) | P (Fosfor) | S (Svavel) |
| max | max | max | max | ||
| STB340 | 0,18 | 0,35 | 0,30–0,60 | 0,35 | 0,35 |
| Köparen kan specificera mängden Si till ett värde mellan 0,10 % och 0,35 %. | |||||
Den kemiska sammansättningen av STB340 är utformad för att säkerställa tillräckliga mekaniska egenskaper och bearbetbarhet samtidigt som materialet är lämpligt för svetsning och tillämpningar i högtemperaturmiljöer.
| Symbol för betyg | Draghållfasthet a | Sträckgräns eller spänningsgräns | Minsta förlängning, % | ||
| Ytterdiameter | |||||
| <10 mm | ≥10 mm <20 mm | ≥20 mm | |||
| N/mm² (MPA) | N/mm² (MPA) | Testbit | |||
| Nr 11 | Nr 11 | Nr 11/Nr 12 | |||
| min | min | Draghållfasthetsprovningsriktning | |||
| Parallellt med röraxeln | Parallellt med röraxeln | Parallellt med röraxeln | |||
| STB340 | 340 | 175 | 27 | 30 | 35 |
Obs: exklusivt för värmeväxlarrören kan köparen, vid behov, ange det maximala värdet för draghållfastheten. I detta fall ska det maximala draghållfasthetsvärdet vara det värde som erhålls genom att lägga till 120 N/mm² till värdet i denna tabell.
När dragprovet utförs på provbit nr 12 för rör med en väggtjocklek under 8 mm.
| Symbol för betyg | Testbit som använts | Förlängning minst, % | ||||||
| Väggtjocklek | ||||||||
| >1 ≤2 mm | >2 ≤3 mm | >3 ≤4 mm | >4 ≤5 mm | >5 ≤6 mm | >6 ≤7 mm | >7 <8 mm | ||
| STB340 | Nr 12 | 26 | 28 | 29 | 30 | 32 | 34 | 35 |
Förlängningsvärdena i denna tabell beräknas genom att subtrahera 1,5 % från förlängningsvärdet som anges i tabell 4 för varje 1 mm minskning av rörväggtjockleken från 8 mm, och genom att avrunda resultatet till ett heltal enligt regel A i JIS Z 8401.
Testmetoden ska vara i enlighet med JIS Z 2245. Teststyckets hårdhet ska mätas på dess tvärsnitt eller inre yta på tre positioner per teststycke.
| Symbol för betyg | Rockwell-hårdhet (medelvärde av tre positioner) HRBW |
| STB340 | 77 max. |
| STB410 | 79 max. |
| STB510 | 92 max. |
Detta prov ska inte utföras på rör med en väggtjocklek på 2 mm eller mindre. För elektriskt motståndssvetsade stålrör ska provet utföras i den del som inte är svetsen eller de värmepåverkade zonerna.
Det gäller inte sömlösa stålrör.
Testmetod Placera provet i maskinen och platta till det tills avståndet mellan de två plattformarna når det angivna värdet H. Kontrollera sedan provet för sprickor.
Vid provning av kritiskt motståndssvetsat rör är linjen mellan svetsen och rörets centrum vinkelrät mot kompressionsriktningen.
H=(1+e)t/(e+t/D)
H: avstånd mellan plattorna (mm)
t: rörets väggtjocklek (mm)
D: rörets ytterdiameter (mm)
e:konstant definierad för varje rörkvalitet. STB340: 0,09; STB410: 0,08; STB510: 0,07.
Det gäller inte sömlösa stålrör.
Ena änden av provet utvidgas vid rumstemperatur (5 °C till 35 °C) med ett koniskt verktyg i en vinkel på 60 ° tills ytterdiametern förstoras med en faktor 1,2 och inspekteras för sprickor.
Detta krav gäller även rör med en ytterdiameter på mer än 101,6 mm.
Det omvända tillplattningstestet kan utelämnas när utvidgningstestet utförs.
Skär av en 100 mm lång provbit från ena änden av röret och skär provbiten på mitten 90° från svetslinjen på båda sidor av omkretsen, med den halva som innehåller svetsen som provbit.
Vid rumstemperatur (5 °C till 35 °C), platta ut provet till en platta med svetsen överst och inspektera provet för sprickor i svetsen.
Varje stålrör måste hydrostatiskt eller icke-förstörande testasför att säkerställa rörets kvalitet och säkerhet och för att uppfylla användningsstandarderna.
Hydrauliskt test
Håll rörets insida vid minsta eller högre tryck P (P max 10 MPa) i minst 5 sekunder och kontrollera sedan att röret tål trycket utan läckage.
P=2st/D
P: testtryck (MPa)
trörets väggtjocklek (mm)
D: rörets ytterdiameter (mm)
s60 % av det angivna minimivärdet för sträckgräns eller hållfasthet.
Icke-förstörande test
Oförstörande provning av stålrör bör utföras avultraljuds- eller virvelströmsmätning.
Förultraljuds-inspektionsegenskaper, signalen från ett referensprov innehållande en referensstandard av klass UD enligt anvisningarna iJIS G 0582ska betraktas som en larmnivå och ska ha en grundsignal lika med eller större än larmnivån.
Standarddetekteringskänsligheten förvirvelströmundersökningen ska vara av kategori EU, EV, EW eller EX som anges iJIS G 0583, och det får inte finnas några signaler som är likvärdiga med eller starkare än signalerna från referensprovet som innehåller referensstandarden för nämnda kategori.

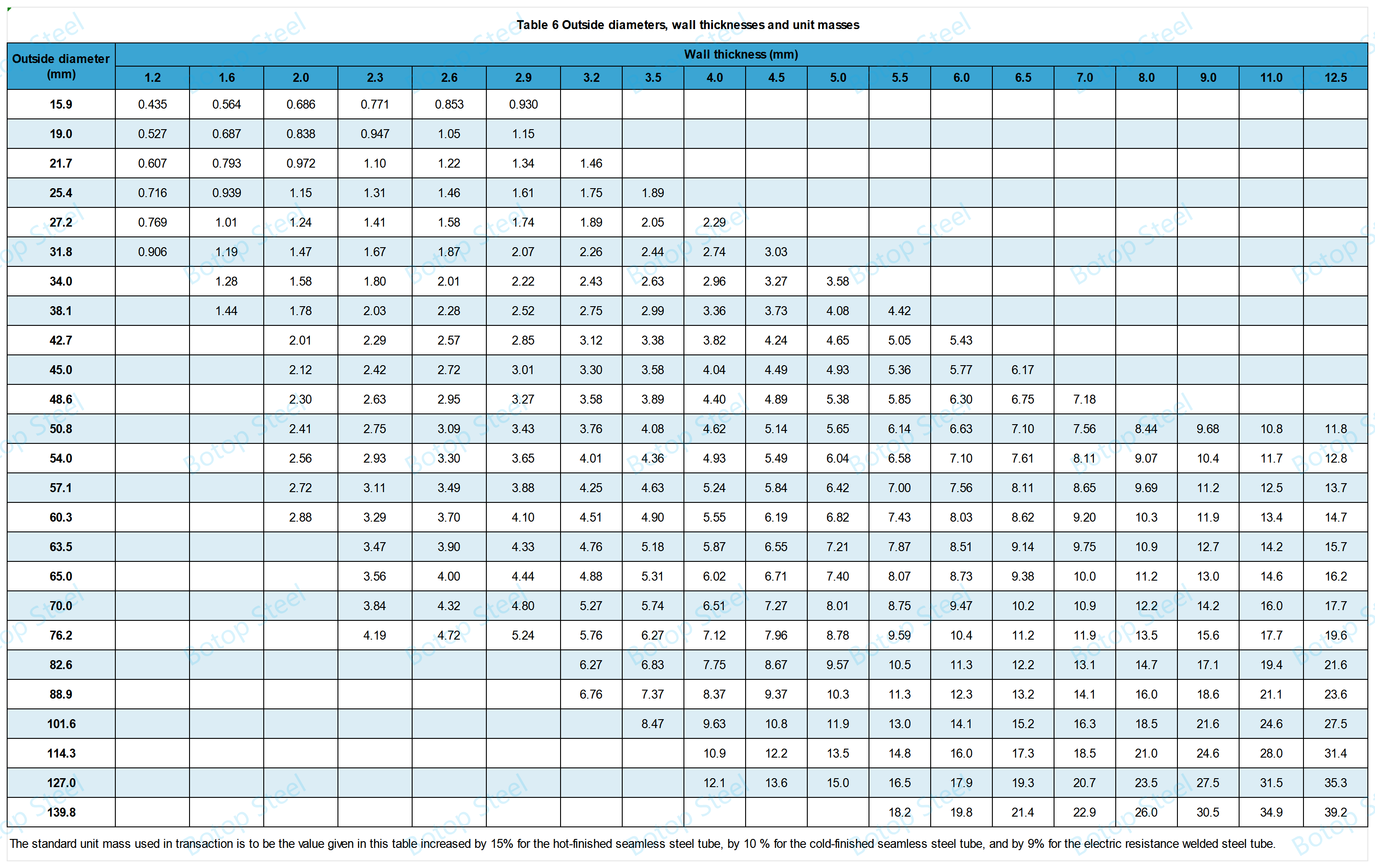
För merRörviktstabeller och rörschemaninom standarden kan du klicka dig vidare.
Använd en lämplig metod för att märka följande information.
a) Betygssymbol;
b) Symbol för tillverkningsmetoden;
c) Mått: ytterdiameter och väggtjocklek;
d) Tillverkarens namn eller identifierande varumärke.
När märkningen på varje rör är svår på grund av dess lilla ytterdiameter, eller när köparen begär det, kan märkningen göras på varje rörbunt på lämpligt sätt.
STB340 används ofta vid tillverkning av vattenrör och rökgångsrör för olika industriella pannor, särskilt i miljöer där motståndskraft mot höga temperaturer och tryck krävs.
Tack vare sina goda värmeledningsegenskaper är det även lämpligt för tillverkning av rör för värmeväxlare, vilket bidrar till effektiv värmeöverföring mellan olika medier.
Den kan också användas för att transportera högtemperatur- eller högtrycksvätskor, såsom ånga eller varmt vatten, och används ofta inom kemi-, elkraft- och maskintillverkningsindustrier.
ASTM A106 Grad A
DIN 17175 St35.8
DIN 1629 St37.0
BS 3059-1 Grad 320
EN 10216-1 P235GH
GB 3087 20#
GB 5310 20G
Även om dessa material kan vara likartade vad gäller kemisk sammansättning och grundläggande egenskaper, kan specifika värmebehandlingsprocesser och bearbetning påverka slutproduktens egenskaper.
Därför bör detaljerade jämförelser och lämpliga tester utföras vid val av likvärdiga material för praktiska tillämpningar.
Sedan starten 2014 har Botop Steel blivit en ledande leverantör av kolstålsrör i norra Kina, känt för utmärkt service, högkvalitativa produkter och heltäckande lösningar. Företaget erbjuder en mängd olika kolstålsrör och relaterade produkter, inklusive sömlösa, ERW-, LSAW- och SSAW-stålrör, samt ett komplett sortiment av rördelar och flänsar.
Dess specialprodukter omfattar även högkvalitativa legeringar och austenitiska rostfria stål, skräddarsydda för att möta kraven i olika rörledningsprojekt.















