



EN 10219 S275J0H och S275J2Här kallformade svetsade konstruktionshålprofiler tillverkade av olegerat stål enligt EN 10219.
Båda har en minsta sträckgräns på 275 MPa (väggtjocklek ≤16 mm). Den största skillnaden ligger i slagegenskaperna: S275J0H har en minsta slagenergi på 27 J vid 0 °C, medan S275J2H har en minsta slagenergi på 27 J vid -20 °C.
Lämplig för tillämpningar i byggnader och konstruktioner som utsätts för lättare belastningar.
BS EN 10219 är den europeiska standarden EN 10219 som antagits av Storbritannien.
Väggtjocklek ≤40 mm, ytterdiameter ≤2500 mm.
CFCHS är en förkortning för kallformad cirkulär hålprofil.
EN 10219-standarden täcker ett brett spektrum av ihåliga konstruktionsstålsformer, inklusive runda, fyrkantiga, rektangulära och ovala, för att passa olika användningskrav.
Botop Steelspecialiserar sig på att tillhandahålla runda ihåliga stålrör i olika storlekar och processer för att passa en mängd olika industriapplikationer, vilket säkerställer att våra kunders specifika behov kan tillgodoses.
Sedan starten 2014,Botop Steelhar blivit en ledande leverantör av kolstålsrör i norra Kina, känt för utmärkt service, högkvalitativa produkter och heltäckande lösningar.
Företaget erbjuder en mängd olika kolstålsrör och relaterade produkter, inklusiveSMLS, ERW, LSAWochSSAWstålrör, samt ett komplett sortiment av rördelar och flänsar. Dess specialprodukter inkluderar även högkvalitativa legeringar och austenitiska rostfria stål, skräddarsydda för att möta kraven i olika rörledningsprojekt.
Vi ser fram emot att etablera ett samarbete med er och skapa en vinn-vinn-framtid tillsammans.
Råstål för tillverkning av kallformade hålprofiler deoxideras och måste uppfylla specifika leveransvillkor.
De relevanta kraven för S275J0H och S275J2H ärFF(Helt tätt stål innehållande kvävebindande element i mängder som är tillräckliga för att binda tillgängligt kväve (t.ex. min. 0,020 % totalt Al eller 0,015 % lösligt Al)).
Leveransvillkor: Valsat eller normaliserat/normaliserat valsat (N) för JR-, J0-, J2- och K2-stål.
Stålrör enligt EN 10219 kan tillverkas av bådaERW(elektromotståndssvetsning) ochSÅGtillverkningsprocesser (pulverbågsvetsning).
Produktionen avERW-rörhar fördelen att vara snabbare och relativt billigare och väljs ofta för projekt som kräver storskalig produktion och hög kostnadseffektivitet.
ERWrör används vanligtvis för att producera mindre diametrar och tunnare väggtjocklekar, medanSÅGRör är mer lämpade för större diametrar och tjockare väggar. Välj lämplig typ av stålrör för ditt projekt.

ERW-rör tillverkade enligt EN 10219 kräver normalt inte invändig svetsning.
Detta beror på att rör enligt EN 10219 huvudsakligen används i strukturella tillämpningar, såsom bygg och maskinteknik, där kraven på svetsfogarnas utseende vanligtvis är mindre stränga än för tryckkärl eller högtrycksrörledningar. Därför, så länge svetsfogarnas hållfasthet och integritet uppfyller standardens krav, kan invändiga svetsfogar användas utan ytterligare justering.
Ingen efterföljande värmebehandling utförs, förutom att svetsen kan vara i svetsat eller värmebehandlat tillstånd.
Gjutningsanalys (kemisk sammansättning av råmaterial)
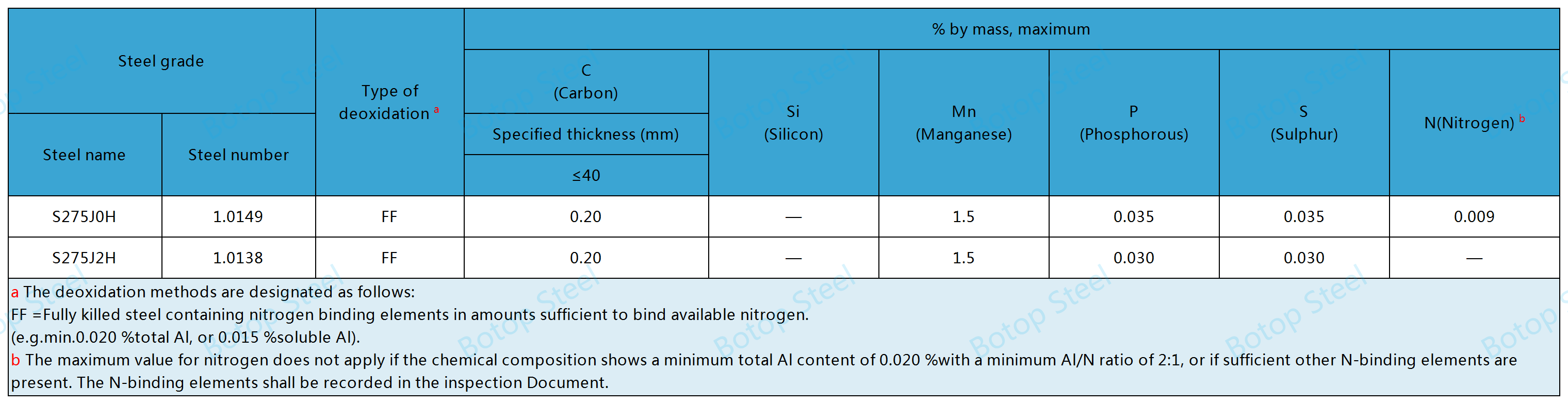
Både S275J0H och S275J2H har ett maximalt kolekvivalentvärde (CEV) på 0,40 %.
S725J0H och S275J2H med en maximal CEV på 0,4 % visar bättre svetsbarhet med mindre risk för härdning och sprickbildning under svetsning.
Det kan också beräknas med följande formel:
CEV = C + Mn/6 + (Cr + Mo + V)/5 + (Ni + Cu)/15.
Produktanalys (kemisk sammansättning av färdiga produkter)
Under tillverkningen av stål kan den kemiska sammansättningen förändras av ett antal anledningar, och dessa förändringar kan påverka stålets egenskaper och kvalitet.

Den slutliga kemiska sammansättningen av stålröret måste överensstämma med gjutgodsets kemiska sammansättning och dess tillåtna avvikelse.
Mekaniska egenskapsparametrar inkluderar sträckgräns, draghållfasthet, töjning och slaghållfasthet.
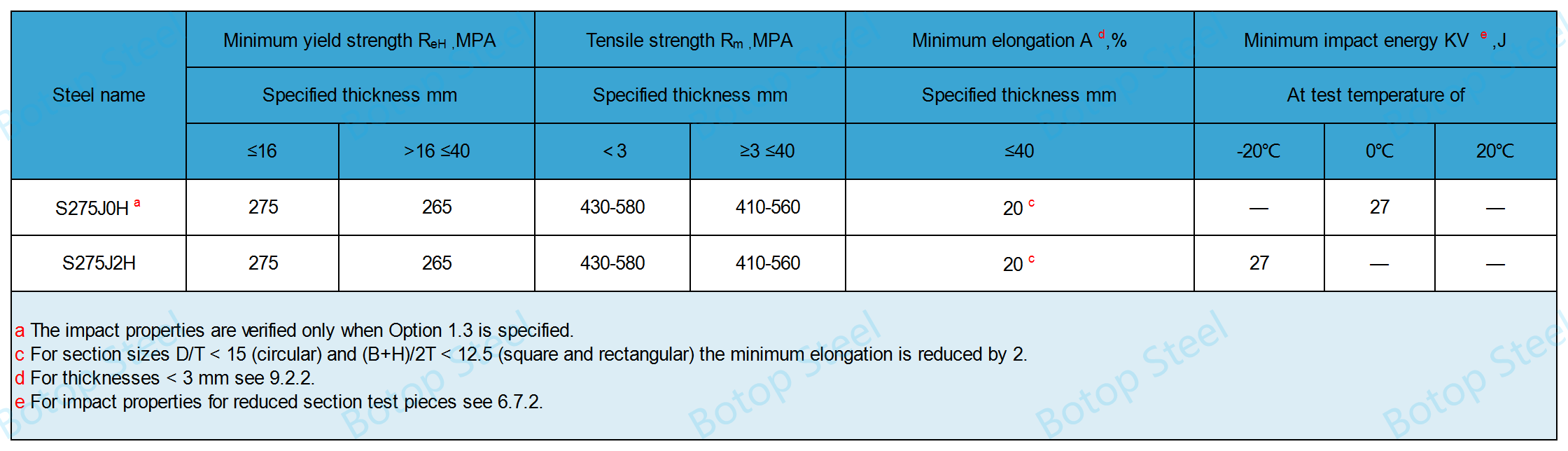
Spänningsglödgning vid mer än 580 ℃ eller i mer än en timme kan leda till försämring av de mekaniska egenskaperna.
Anteckningar:
Slagprovning krävs inte när den angivna tjockleken är <6 mm.
Slagseghetsegenskaperna hos rör av JR- och J0-kvalitet verifieras inte om inte annat anges.
EN 10219 Svetsar i ERW-stålrör kan testas genom att välja ett av följande.
EN 10246-3 till acceptansnivå E4, med undantag för att tekniken med roterande rör/pannkaksspiral inte är tillåten;
EN 10246-5 till acceptansnivå F5;
EN 10246-8 till acceptansnivå U5.
Beräkningen av den teoretiska vikten för EN 10219-rör kan baseras på en rördensitet på 7,85 kg/dm³.
M=(DT)×T×0,02466
M är massan per längdenhet;
D är den angivna ytterdiametern, enheter i mm;
T är den angivna väggtjockleken, enheter i mm.
Toleranser för form, rakhet och massa

Toleranser Längd

Ihåliga profilrör tillverkade enligt EN 10219 är svetsbara.
Vid svetsning är kallsprickbildning i svetszonen den största risken eftersom produktens tjocklek, hållfasthetsnivå och CEV ökar. Kallsprickbildning orsakas av en kombination av flera faktorer:
höga halter av diffunderbart väte i svetsgodset;
en spröd struktur i den värmepåverkade zonen;
betydande dragspänningskoncentrationer i svetsfogen.
Stålrörets yta ska vara slät och fri från defekter som kan påverka produktens prestanda, såsom sprickor, gropar, repor eller korrosion.
Ojämnheter, spår eller grunda längsgående spår som skapats av tillverkningsprocessen är acceptabla så länge den återstående väggtjockleken ligger inom toleransområdet, defekten kan avlägsnas genom slipning och den reparerade väggtjockleken uppfyller minimitjocklekskraven.
Botop Steelerbjuder inte bara högkvalitativa stålrör i enlighet med EN 10219, utan erbjuder även ett brett utbud av alternativ för ytbeläggning av stålrör för att möta kundernas specifika behov i olika tekniska projekt. Dessa beläggningar är utformade för att förbättra rörens korrosionsbeständighet och ge ytterligare skydd, vilket förlänger deras livslängd.

Varmförzinkning
3LPE (HDPE) beläggning

FBE-beläggning

Lackbeläggning

Färgbeläggning

Cementviktbeläggning
BryggkomponenterIcke-primära bärande konstruktioner som används i broar, såsom räcken och bröstvärn.
Arkitektoniska pelare: stödpelare och balkar som används inom bygg och anläggningsteknik.
RörsystemRörledningar för transport av vätskor och gaser, särskilt i applikationer som kräver en viss grad av flexibilitet och korrosionsbeständighet.
Tillfälliga strukturertillfälliga stöd och ramar lämpliga för bygg- och anläggningsplatser.
Dessa tillämpningar drar nytta av de utmärkta mekaniska egenskaperna och svetsbarheten hos S275J0H och S275J2H för att möta behoven hos lätta men stabila konstruktioner.
ASTM A500:Standardspecifikation för kallformade svetsade och sömlösa kolstålskonstruktionsrör i rundor och former.
ASTM A501Standardspecifikation för varmformade svetsade och sömlösa konstruktionsrör av kolstål.
EN 10210Varmbearbetade hålprofiler av olegerade stål och finkorniga stål.
EN 10219Kallformade svetsade hålprofiler av olegerade stål och finkorniga stål.
JIS G 3466Fyrkantiga och rektangulära rör av kolstål för allmän konstruktion.
AS/NZS 1163Kallformade hålprofiler av konstruktionsstål.
Dessa standarder används i stor utsträckning över hela världen och de hjälper till att säkerställa att konstruktionsstålrör uppfyller de förväntade prestandakriterierna i olika tekniska tillämpningar. När man väljer en stålrörsstandard är det viktigt att beakta dess specifika tillämpningsbehov, regionala föreskrifter och prestandakrav.
ASTM A252 GR.3 Strukturellt LSAW (JCOE) Kolstålrör
BS EN10210 S275J0H LSAW (JCOE) stålrör
ASTM A671/A671M LSAW stålrör
ASTM A672 B60/B70/C60/C65/C70 LSAW kolstålrör
API 5L X65 PSL1/PSL 2 LSAW kolstålrör / API 5L klass X70 LSAW stålrör
EN10219 S355J0H Strukturellt LSAW (JCOE) stålrör











