



ASTM A178stålrör är elektriskt motståndssvetsade (ERW) rör avkol och kol-mangan stålanvänds som pannrör, pannrökrör, överhettarrökrör och säkerhetsändar.
Den är lämplig för stålrör med en ytterdiameter på 12,7–127 mm och en väggtjocklek mellan 0,9–9,1 mm.
ASTM A178-rör är lämpliga för motståndssvetsade rör medytterdiametrar mellan 12,7 och 127 mm och väggtjocklekar mellan 0,9 och 9,1 mm, även om andra storlekar naturligtvis finns tillgängliga vid behov, förutsatt att dessa rör uppfyller alla andra krav i denna specifikation.
Det finns tre grader för att klara olika användningsmiljöer.
Klass A, klass C och klass D.
| Kvalitet | Kolstålstyp |
| Betyg A | Lågkolstål |
| Betyg C | Medelstarkt kolstål |
| Betyg D | Kol-manganstål |
Material som tillhandahålls enligt denna specifikation ska överensstämma med tillämpliga krav i den aktuella utgåvan av specifikation A450/A450M, om inte annat anges häri.
Betyg AochBetyg CAnge inte ett specifikt stål; välj lämpligt råmaterial efter behov.
Stålet förBetyg Dska dödas.
Tätat stål framställs genom att tillsätta deoxidationsmedel (t.ex. kisel, aluminium, mangan etc.) till smält stål under stålproduktionsprocessen, varigenom syrehalten i stålet minskas eller elimineras.
Denna behandling förbättrar stålets homogenitet och stabilitet, förstärker dess mekaniska egenskaper och förbättrar korrosionsbeständigheten.
Däggade stål används därför i stor utsträckning i tillämpningar där en hög grad av homogenitet och utmärkta mekaniska egenskaper krävs, såsom tillverkning av tryckkärl, pannor och stora konstruktionskomponenter.
Stålrören tillverkas med hjälp avERWtillverkningsprocess.

ERW (Elektriskt Resistanssvetsat)är en process som är idealisk för tillverkning av kolstålsrör.
Med fördelarna med hög svetshållfasthet, släta inre och yttre ytor, snabb produktionshastighet och lågt pris används den ofta inom många industri- och byggområden.
ASTM A178stålrörmåste värmebehandlasunder tillverkningsprocessen. Det används för att förbättra rörets mekaniska egenskaper och strukturella stabilitet, samt för att eliminera spänningar som kan ha uppstått under svetsprocessen.
Efter svetsning ska alla rör värmebehandlas vid en temperatur av 900 °C eller högre och därefter kylas i luft eller i kylkammaren i en ugn med kontrollerad atmosfär.
Kalldragna rörska värmebehandlas efter den sista kalldragningspassagen vid en temperatur på 650 °C eller högre.

När produktanalys utförs bestäms inspektionsfrekvensen enligt följande.
| Klassificering | Inspektionsfrekvens |
| Ytterdiameter ≤ 76,2 mm | 250 st/gång |
| Ytterdiameter > 76,2 mm | 100 st/gång |
| Särskilj efter rörets värmenummer | Per heatnummer |
Krav på mekaniska egenskaper gäller inte för rör med en innerdiameter mindre än 3,2 mm [1/8 tum] eller en tjocklek på 0,4 mm [0,015 tum].
1. Draghållfasthet
För klasserna C och D ska ett dragprov utföras på två rör i varje parti.
För rör av klass A krävs normalt inte dragprovning. Detta beror på att rör av klass A främst används för lågtrycks- och lågtemperaturapplikationer.
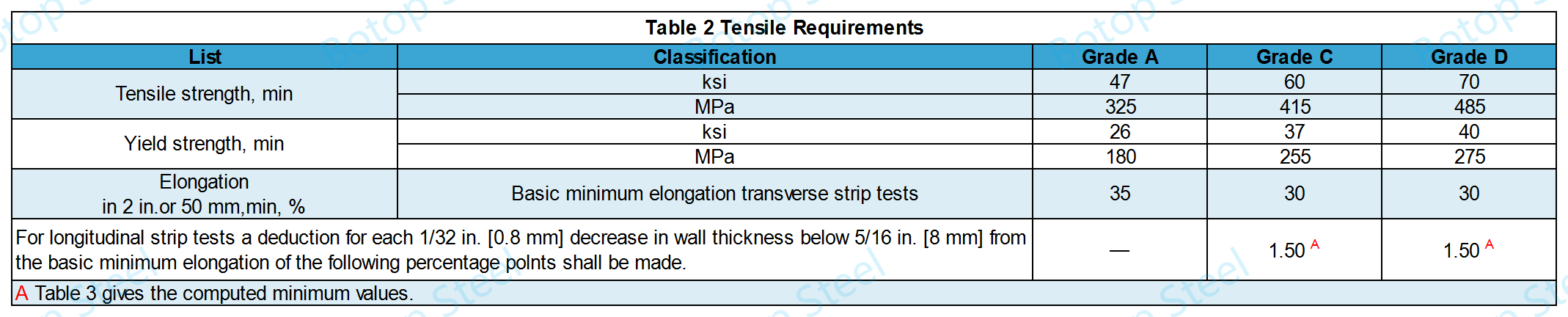
Tabell 3 visar de beräknade minsta förlängningsvärdena för varje minskning av väggtjockleken med 0,8 mm [1/32 tum].

Om stålrörets väggtjocklek inte är en av dessa väggtjocklekar kan den också beräknas med formeln.
Tumenheter: E = 48t + 15,00ellerISI-enheter: E = 1,87t + 15,00
E = förlängning i 2 tum eller 50 mm, %,
t = faktisk provtjocklek, mm.
2. Krosstest
Extruderingstester utförs på rörsektioner med en längd på 63 mm, vilka måste motstå längsgående extrudering utan att spricka, spricka eller spricka vid svetsarna.

För slangar med en ytterdiameter mindre än 25,4 mm [1 tum] ska provets längd vara 2 1/2 gånger rörets ytterdiameter. Små ytkontroller ska inte ge anledning till avslag.
3. Utjämningstest
Den experimentella metoden uppfyller de relevanta kraven i ASTM A450 avsnitt 19.
4. Flänstest
Den experimentella metoden uppfyller de relevanta kraven i ASTM A450 avsnitt 22.
5. Omvänd utplattningstest
Den experimentella metoden uppfyller de relevanta kraven i ASTM A450, avsnitt 20.
Hydrostatisk eller icke-förstörande elektrisk provning utförs på varje stålrör.
Kraven är i enlighet med ASTM A450, avsnitt 24 eller 26.
Följande data är hämtade från ASTM A450 och uppfyller endast de relevanta kraven för svetsade stålrör.
Viktavvikelse
0–+10 %.
Avvikelse i väggtjocklek
0–+18 %.
Avvikelse för ytterdiameter
| Ytterdiameter | Tillåtna variationer | ||
| in | mm | in | mm |
| OD ≤1 | OD≤ 25,4 | ±0,004 | ±0,1 |
| 1<OD ≤1½ | 25,4 | ±0,006 | ±0,15 |
| 1½(OD)<2 | 38,1 < OD < 50,8 | ±0,008 | ±0,2 |
| 2≤ OD<2½ | 50,8≤ OD<63,5 | ±0,010 | ±0,25 |
| 2½≤ OD<3 | 63,5≤ OD<76,2 | ±0,012 | ±0,30 |
| 3≤ OD ≤4 | 76,2≤ OD ≤101,6 | ±0,015 | ±0,38 |
| 4<OD ≤7½ | 101,6 | -0,025 - +0,015 | -0,64 - +0,038 |
| 7½< OD ≤9 | 190,5 | OD ≤228,6 | -0,045 - +0,015 | -1,14 - +0,038 |
Efter införande i pannan ska röret kunna motstå expansion och böjning utan att uppstå sprickskador eller sprickbildning i svetsfogar.
Överhettarröret ska kunna motstå alla nödvändiga smides-, svets- och bockningsoperationer utan defekter.
Används huvudsakligen i pannrör, pannkanaler, överhettarkanaler och säkra ändar.
ASTM A178 Grad ARörets låga kolhalt ger dem god svetsbarhet och hög seghet för applikationer som inte utsätts för höga tryck.
Den används främst för lågtrycks- och medeltemperaturapplikationer, såsom lågtryckspannor (t.ex. hushållspannor, små kontorsbyggnader eller fabrikspannor) och andra värmeväxlare i lågtemperaturmiljöer.
ASTM A178 Grad Char högre kol- och manganhalt vilket ger röret bättre styrka och värmebeständighet för mer krävande driftsförhållanden.
Lämplig för tillämpningar med medelhögt tryck och medeltemperatur, såsom industriella pannor och varmvattenpannor, vilka vanligtvis kräver högre tryck och temperaturer än hushållspannor.
ASTM A178 Grad DRör har en hög manganhalt och lämplig kiselhalt för att ge utmärkt styrka och värmebeständighet, vilket gör dem stabila i miljöer med hög temperatur och högt tryck och lämpliga för att motstå extrema driftsförhållanden.
Används vanligtvis i miljöer med högt tryck och hög temperatur, såsom kraftverkspannor och industriella överhettare.
1. ASTM A179 / ASME SA179Sömlösa värmeväxlar- och kondensorrör i mjukt stål för kryogen användning. Används främst i miljöer med lägre tryck och har liknande kemiska och mekaniska egenskaper som ASTM A178.
2. ASTM A192 / ASME SA192Sömlösa pannrör av kolstål för högtrycksanvändning. Används främst vid tillverkning av vattenväggar, economizers och andra tryckkomponenter för ultrahögtryckspannor.
3. ASTM A210 / ASME SA210Omfattar sömlösa pannrör och överhettarrör av medeltungt kolstål och legerat stål för pannsystem med hög temperatur och medelhögt tryck.
4. DIN 17175Sömlösa stålrör för användning i miljöer med högt tryck och hög temperatur. Används huvudsakligen vid tillverkning av ångrör för pannor och tryckkärl.
5. EN 10216-2Föreskriver tekniska villkor för sömlösa rör av olegerade och legerade stål med specificerade högtemperaturegenskaper för tillämpningar under tryck.
6. JIS G3461Omfattar kolstålsrör för pannor och värmeväxlare. Lämplig för allmänna låg- och medelhögtrycksvärmeväxlingssituationer.
Vi är en högkvalitativ tillverkare och leverantör av svetsade kolstålrör från Kina, och även en återförsäljare av sömlösa stålrör, och erbjuder dig ett brett utbud av stålrörslösningar!
För frågor eller för att veta mer om våra erbjudanden, tveka inte att kontakta oss. Dina ideala stålrörslösningar är bara ett meddelande bort!








