



API 5L X70 (L485)är en typ av stålrör som används inom olje- och gasindustrin för rörledningstransportsystem, uppkallat efter dess minimalasträckgräns på 70 300 psi (485 MPa), och består av både sömlösa och svetsade rörformer och är indelad i två produktspecifikationsnivåer, PSL1 och PSL2. I PSL1 är X70 den högsta kvaliteten, medan den i PSL2 också är en av de högre kvaliteterna av stålrör.
API 5L X70 stålrör är särskilt lämpat för kraven vid långväga transporter under högt tryck på grund av dess höga hållfasthet och tryckmotstånd. För att motstå högre tryck är X70 stålrör ofta konstruerade med tjockare väggar för att säkerställa tillräcklig hållfasthet och hållbarhet.
Botop Steelär en professionell tillverkare av tjockväggiga dubbelsidiga nedsänkta bågrör LSAW-stålrör med stor diameter i Kina.
Plats: Cangzhou City, Hebei-provinsen, Kina;
Total investering: 500 miljoner RMB;
Fabriksyta: 60 000 kvadratmeter;
Årlig produktionskapacitet: 200 000 ton JCOE LSAW stålrör;
Utrustning: Avancerad produktions- och testutrustning;
Specialisering: Tillverkning av LSAW-stålrör;
Certifiering: API 5L-certifierad.
Leveransvillkor
Leveransvillkor är det värmebehandlade eller bearbetade tillståndet hos ett stålrör när det är klart att levereras till kunden efter tillverkning. Leveransvillkoret är avgörande för att säkerställa att röret har de mekaniska egenskaperna och den strukturella integriteten som krävs.
Beroende på PSL-nivå och leveranstillstånd kan X70 kategoriseras enligt följande:
PSL1: X70 (L485);
PSL2: X70Q (L485Q) och X70M (L485M);
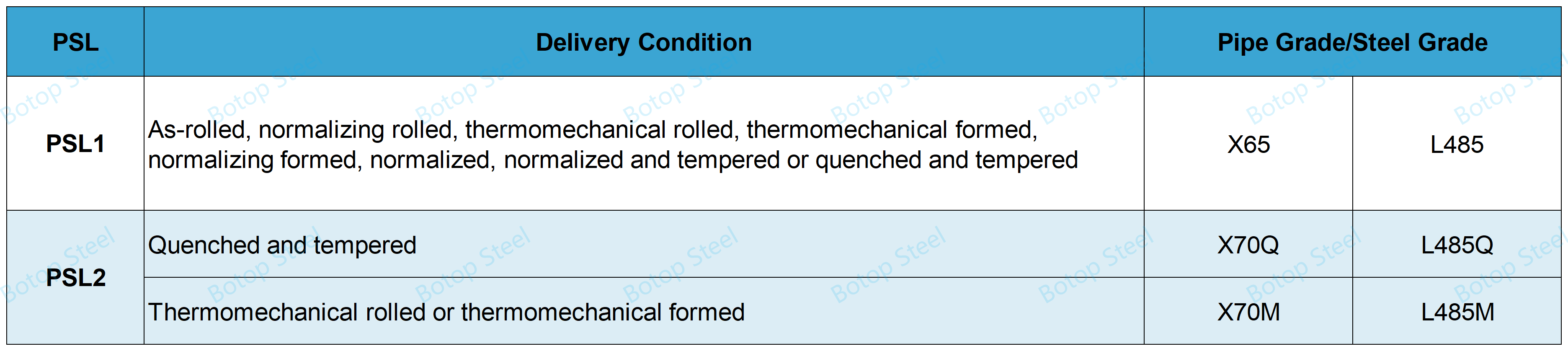
PSL2-suffixbokstäverna Q och M står för respektive:
QHärdad och anlöpt;
MTermomekanisk valsad eller termomekanisk formad;
API 5L X70 Acceptabel tillverkningsprocess
Tillverkningsprocessen för X70 inkluderar bådesömlös och svetsadformer, som kan kategoriseras som:

Av dessa,SÅG(LSAW) är den vanligaste processen som används vid produktion av X70-svetsade processer och är fördelaktig vid produktion av stålrör med stor diameter och tjockväggiga dimensioner.

Även om sömlösa stålrör fortfarande anses vara det föredragna valet på grund av deras egenskaper under vissa extrema förhållanden, är den maximala diametern för sömlösa stålrör som produceras vanligtvis begränsad till 660 mm. Denna storleksbegränsning kan vara problematisk vid stora långväga transportledningsprojekt.
LSAW-processen kan däremot producera rör med diametrar upp till 1 500 mm och väggtjocklekar upp till 80 mm. Och priset kan vara mer kostnadseffektivt än sömlöst stål.
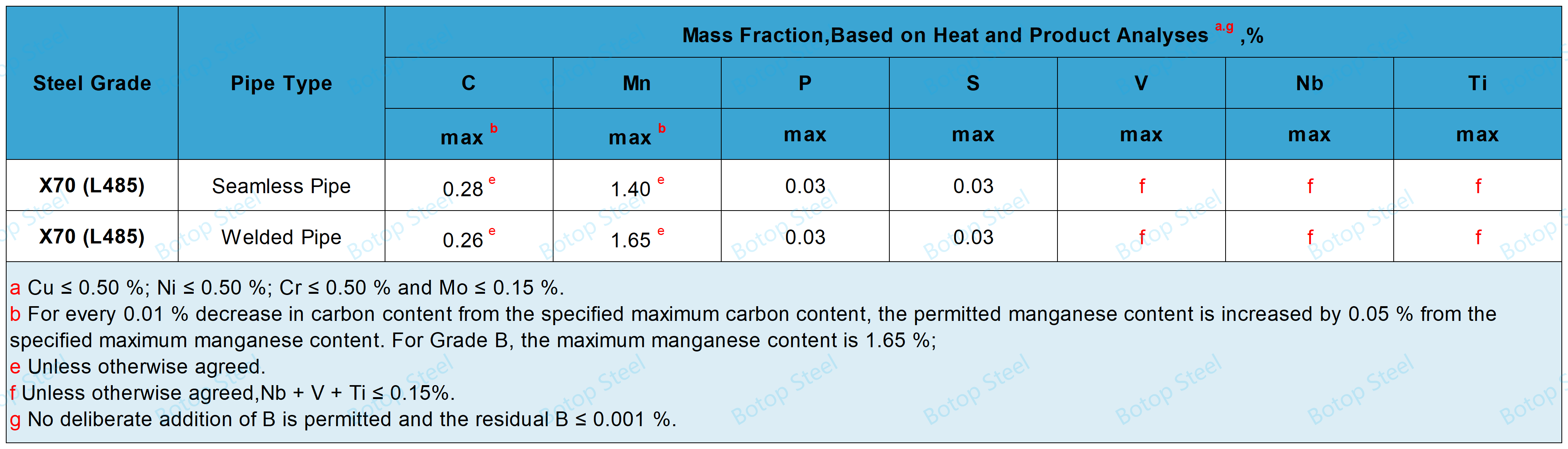
API 5L X70 kemisk sammansättning
Kemisk sammansättning för PSL 1-rör med t ≤ 25,0 mm (0,984 tum)
Kemisk sammansättning för PSL 2-rör med t ≤ 25,0 mm (0,984 tum)
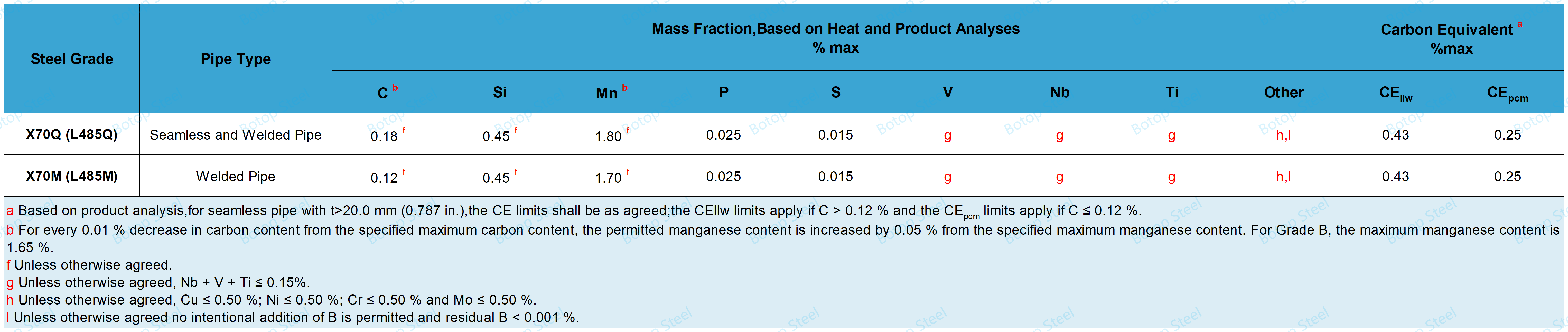
För PSL2-stålrörsprodukter analyserade med enkolhalt på ≤0,12 %, kolekvivalenten CEpcmkan beräknas med följande formel:
CEpcm= C + Si/30 + Mn/20 + Cu/20 + Ni/60 + Cr/20 + Mo/15 + V/15 + 5B
För PSL2-stålrörsprodukter analyserade med enkolhalt > 0,12 %, kolekvivalenten CEllwkan beräknas med hjälp av formeln nedan:
CEllw= C + Mn/6 + (Cr + Mo + V)/5 + (Ni + Cu)/15
Kemisk sammansättning med t > 25,0 mm (0,984 tum)
Den ska bestämmas genom förhandling och modifieras till en lämplig sammansättning baserat på ovanstående krav på kemisk sammansättning.
API 5L X70 Mekaniska egenskaper
Draghållfasthetsegenskaper
PSL1 X70 Draghållfasthetsegenskaper

PSL2 X70 Draghållfasthetsegenskaper
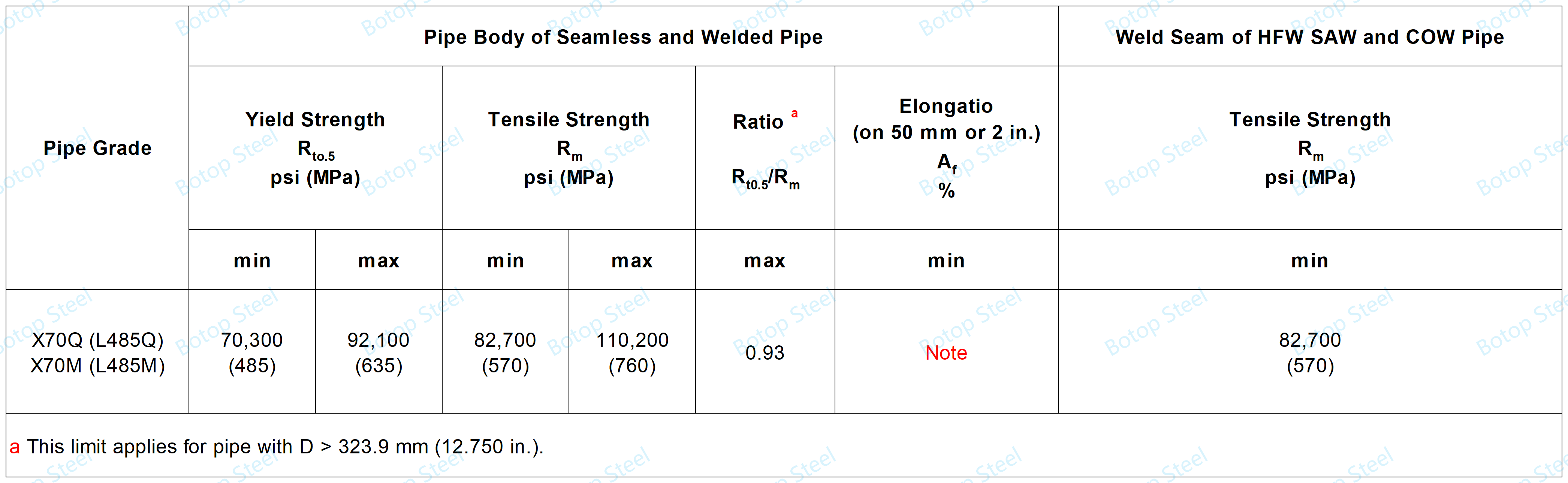
NoteraKraven beskrivs i detalj iAPI 5L X52, som kan ses vid behov.
Andra mekaniska experiment
Följande experimentprogramgäller endast SAW-stålrörstyper.
Böjningstest av svetsstyrning;
Hårdhetstest av kallformade svetsade rör;
Makroinspektion av svetsad söm;
och endast för PSL2 stålrör: CVN-slagtest och DWT-test.
Testpunkter och testfrekvenser för andra rörtyper finns i tabell 17 och 18 i API 5L-standarden.
Hydrostatiskt test
Testtid
Alla storlekar av sömlösa och svetsade stålrör med D ≤ 457 mm (18 tum):testtid ≥ 5s;
Svetsat stålrör D > 457 mm (18 tum):testtid ≥ 10s.
Experimentell frekvens
Varje stålröroch det får inte finnas något läckage från svetsen eller rörkroppen under provningen.
Testtryck
Det hydrostatiska testtrycket P för enslätt stålrörkan beräknas med hjälp av formeln.
P = 2St/D
Sär ringspänningen. Värdet är lika med den angivna minsta sträckgränsen för stålröret xa procent, i MPa (psi);
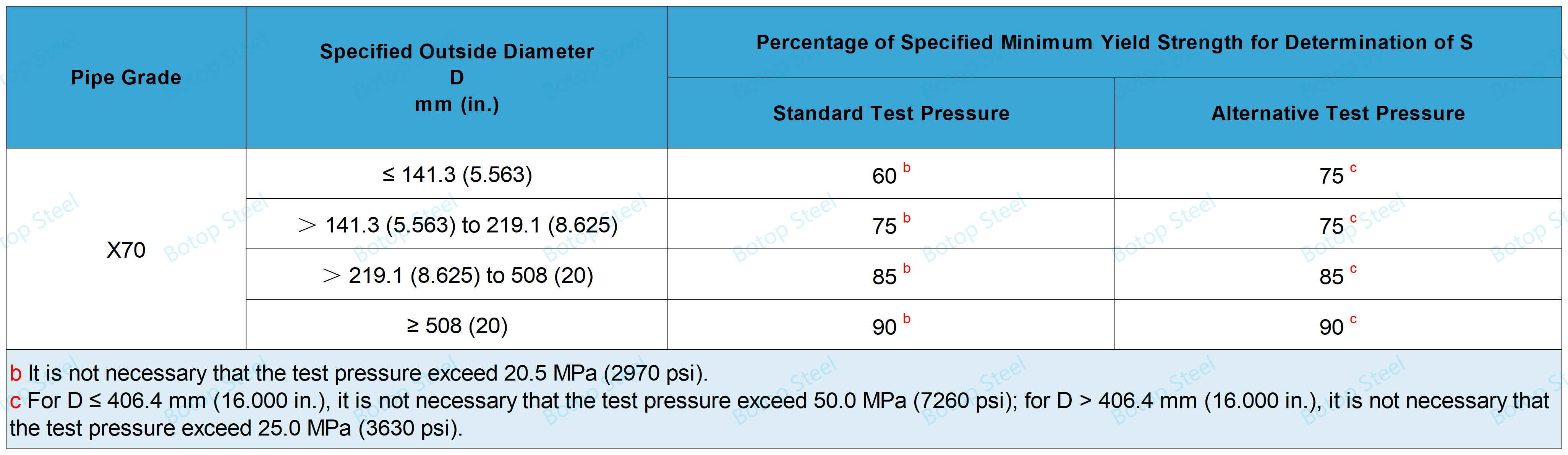
tär den angivna väggtjockleken, uttryckt i millimeter (tum);
Där den angivna ytterdiametern, uttryckt i millimeter (tum).
Icke-förstörande inspektion
För SAW-rör, två metoder,UT(ultraljudstestning) ellerRT(röntgenundersökning), används vanligtvis.
ET(elektromagnetisk testning) är inte tillämplig på SAW-rör.
Svetsade skarvar på svetsade rör av kvalitet ≥ L210/A och diametrar ≥ 60,3 mm (2,375 tum) ska oförstörande inspekteras med avseende på full tjocklek och längd (100 %) enligt specifikationerna.

UT icke-förstörande undersökning

RT icke-förstörande undersökning
För SAW- och COW-rör ska svetsarna inspekteras med radiografiska inspektionsmetoder inom minst 200 mm (8,0 tum) från varje rörände. tum) från varje rörände ska inspekteras med radiografisk inspektion.
API 5L rörschema
För att underlätta visning och användning har vi organiserat relevanta scheman i PDF-format. Du kan alltid ladda ner och visa dessa dokument vid behov.
Ange ytterdiameter och väggtjocklek
Standardiserade värden för specificerade ytterdiametrar och specificerade väggtjocklekar för stålrör anges iISO 4200ochASME B36.10M.

Dimensionstoleranser
API 5L-kraven för dimensionstoleranser beskrivs i detalj iAPI 5L klass BFör att undvika upprepningar kan du klicka på det blå teckensnittet för att se relevant information.
Vanliga fel och reparationer
För SAW-rör är följande defekter vanliga: naggiga kanter, bågbrännskador, delaminering, geometriska avvikelser, hårda klumpar etc.
Brister som upptäcks genom visuell inspektion ska verifieras, kategoriseras och åtgärdas enligt följande.
a) Djup ≤ 0,125 t, och som inte påverkar den minsta tillåtna väggtjockleken för defekten, ska bedömas som acceptabla defekter och ska åtgärdas i enlighet med bestämmelserna i C.1.
b) Defekter >0,125 t i djup som inte påverkar den minsta tillåtna väggtjockleken ska bedömas som defekter och ska avlägsnas genom omslipning i enlighet med C.2 eller kasseras i enlighet med C.3.
c) En defekt som påverkar den minsta tillåtna väggtjockleken ska betraktas som en defekt och åtgärdas i enlighet med C.3.
Färgidentifiering
På begäran kan en färgmarkering med en diameter på cirka 50 mm (2 tum) målas på insidan av varje stålrör för att möjliggöra enkel åtskillnad av de olika materialen.
| Rörkvalitet | Färg |
| L320 eller X46 | Svart |
| L360 eller X52 | Grön |
| L390 eller X56 | Blå |
| L415 eller X60 | Röd |
| L450 eller X65 | Vit |
| L485 eller X70 | Lila-violett |
| L555 eller X80 | Gul |
Vad motsvarar X70 stål?
ISO 3183–L485Detta är ett rörledningsstål enligt internationella standarder och har liknande egenskaper som API 5L X70.
CSA Z245.1 - GR 485Detta är en stålsort från Canadian Standards Association för olje- och gasledningar.
EN 10208-2 - L485MBDetta är ett rörledningsstål enligt den europeiska standarden för tillverkning av rörledningar för transport av olja och gas.
Beläggning
Vi förser inte bara våra kunder med högkvalitativa X70-stålrör utan erbjuder även många typer av beläggningstjänster för att möta de specifika behoven hos olika projekt.
FärgbeläggningarTraditionella färgbeläggningar ger ett grundläggande skydd mot korrosion och är lämpliga för icke-extrema miljöer eller för tillfälligt skydd.
FBE-beläggningAppliceras på ytan av stålrör genom elektrostatisk sprutning och härdas sedan med värme. Denna beläggning har god kemisk och nötningsbeständighet och är lämplig för rörledningar under eller under vatten.
3LPE-beläggningBestående av en epoxibeläggning, ett självhäftande lager och ett polyetenlager ger den utmärkt korrosionsbeständighet och mekaniskt skydd för en mängd olika underjordiska transportrörssystem.
3LPP-beläggningI likhet med 3LPE består 3LPP-beläggningen av tre lager, men använder polypropen som yttre lager. Denna beläggning har högre värmebeständighet och är lämplig för rörledningar i högtemperaturmiljöer.
Beläggningar kan väljas baserat på den specifika applikationsmiljön och rörledningens krav för att säkerställa tillförlitligheten och säkerheten hos API 5L X70-rörledningar under drift.
Skäl att välja oss för X70 stålrör
1. API 5L-certifierade fabrikerVåra fabriker är API 5L-certifierade, vilket garanterar höga kvalitetsstandarder från källa till färdig produkt med en prisfördel.
2. Flera rörtyperVi är inte bara en tillverkare av svetsade stålrör utan även en återförsäljare av sömlösa stålrör, och vi kan erbjuda ett brett utbud av rörtyper som kan möta de specifika behoven hos olika projekt.
3. Komplett stödutrustningFörutom stålrör kan vi även tillhandahålla flänsar, böjar och annan stödutrustning, vilket ger kompletta upphandlingslösningar för ditt projekt.
4. Anpassad serviceVi kan erbjuda skräddarsydda lösningar enligt kundens specifika behov, inklusive produktion och bearbetning av stålrör med speciella specifikationer.
5. Specialiserade tjänsterSedan starten 2014 har företaget deltagit i ett antal tekniska projekt och samlat på sig en gedigen erfarenhet inom branschen, vilket gör det möjligt att tillhandahålla specialiserade tjänster och support.
6. Snabb respons och supportVår kundtjänst kan ge snabba svar och professionell teknisk support för att säkerställa att dina problem och behov löses i tid.










