
EFW potrubie (elektrofúzne zvárané potrubie) je zvárané oceľové potrubie vyrobené tavením a stláčaním oceľového plechu technikou elektrického oblúkového zvárania.
Typ potrubia
Oceľová rúra EFW je zvyčajne oceľová rúra s rovným zvarovým švom.
Môže to byť rúra z uhlíkovej ocele alebo rúra z legovanej ocele.

Štandardy a stupne EFW
ASTM A358
304, 304L, 316, 316L a ďalšie triedy nehrdzavejúcej ocele bežne používané v aplikáciách vyžadujúcich dobrú odolnosť proti korózii.
ASTM A671
CA55, CB60, CB65, CB70 a ďalšie triedy uhlíkovej ocele pre prostredie s nízkymi teplotami.
ASTM A672
Uhlíkové a legované ocele triedy A45, A50, B60, B65 a B70 pre aplikácie pri stredných teplotách.
ASTM A691
Ocele CM65, CM70, CM75 a ďalšie legované ocele sú určené pre aplikácie vystavené vysokému tlaku.
API 5L
Oceľové rúry triedy B, X42, X52, X60, X65, X70 a iné triedy uhlíkových oceľových rúr pre diaľkové ropovody a plynovody.
Naše produkty
Procesný tok oceľových rúr EFW
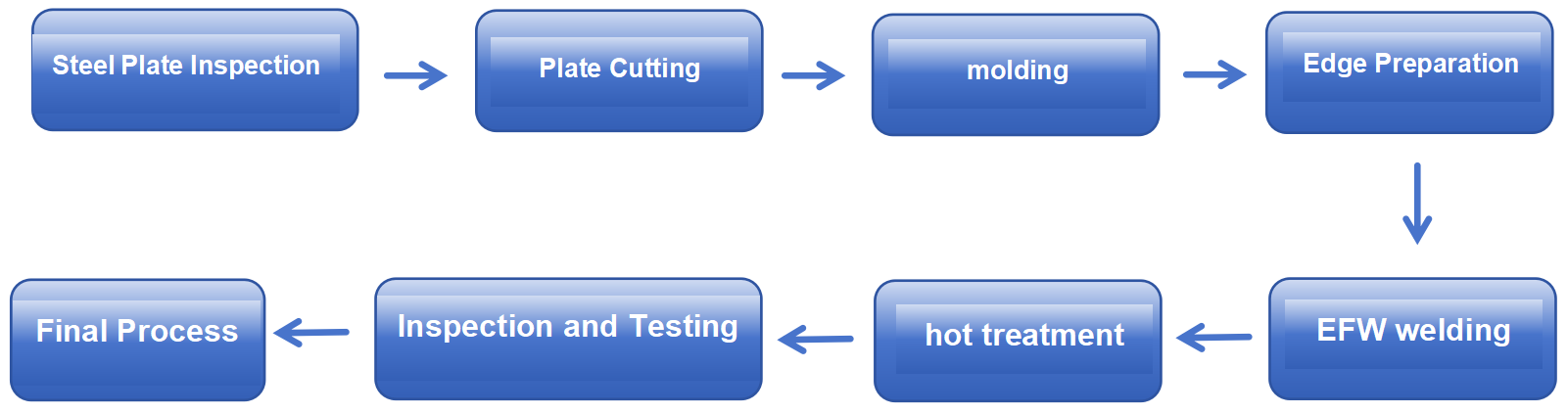
V praxi je proces zložitejší, a to nasledovne:
Výber materiálu
Vyberte vhodný materiál oceľového plechu podľa požadovaného chemického zloženia a mechanických vlastností.
Oceľový plech je potrebné skontrolovať, či neobsahuje žiadne chyby, a povrch vyčistiť, aby sa odstránili všetky nečistoty alebo oxidy, ktoré by mohli ovplyvniť kvalitu zvaru.
Rezanie plechov
Doska sa nareže na požadovanú veľkosť, zvyčajne plazmovým alebo plameňovým rezaním.
Po odrezaní môžu byť okraje plechu potrebné ďalšie opracovanie, aby sa zabezpečilo presné zarovnanie a spojenie počas zvárania.
Tvarovanie dosiek
Oceľové plechy sa ohýbajú do valcových tvarov pomocou lisov alebo valcovní.
Úpravy tvaru vytvorenej rúry sa vykonávajú tak, aby sa zabezpečilo dokonalé zarovnanie koncov v rámci prípravy na nasledujúci proces zvárania.
Príprava hrán
Vytvorený rúrkový koniec sa brúsi alebo opracuje, aby sa vytvoril skosený okraj pre úplné prevarenie zvaru.
Efektívny pracovný pomerZváranie
Pomocou techniky oblúkového zvárania sa okraje oceľových plechov zahrievajú do roztaveného stavu pri vysokých teplotách.
Pomocou elektrického oblúka a tlaku sa okraje roztavenej ocele spoja a vytvoria zvar. Tento krok môže vyžadovať niekoľko zvarov, aby sa zabezpečila pevnosť a kvalita zvaru.
Tepelné spracovanie po zváraní
Po dokončení zvárania sa vykoná tepelné spracovanie po zváraní, aby sa uvoľnilo napätie vo zvare a v oceli.
To zvyčajne zahŕňa ohrev celej rúry alebo zvarovej oblasti na určitú teplotu a následné ochladenie za kontrolovaných podmienok.
Kontrola a testovanie
Rúry sú po zváraní a tepelnom spracovaní dôkladne skontrolované a testované.
Patria sem vizuálna kontrola, kontrola rozmerov, nedeštruktívne testovanie (napr. ultrazvukové alebo rádiografické testovanie), ako aj testovanie mechanických vlastností (napr. skúška ťahom a nárazom).
Konečné spracovanie
Rúry sa režú na stanovené dĺžky, na koncoch sa zrežú hrany a prípadne sa povrchovo upravia, ako sú napríklad nátery.
Hotové potrubie je označené príslušnými informáciami, ako je druh materiálu, veľkosť, číslo pece atď., aby sa zabezpečila jeho vysledovateľnosť a použitie.
Výhody oceľových rúr EFW
Vysokokvalitné zvary
Použitie technológie elektrofúzneho zvárania umožňuje vysoko kvalitné zvary s rovnomernosťou a nízkou mierou chybovosti, čím sa zvyšuje štrukturálna integrita.
Výroba veľkých rozmerov a hrubých stien
Proces EFW je vhodný na výrobu rúr s veľkým priemerom a hrubými stenami pre požiadavky na vysoký tlak a vysoké zaťaženie.
Široká škála aplikácií
Dokáže spracovať širokú škálu uhlíkových a legovaných ocelí, vhodných pre vysoké teploty, vysoké tlaky a korozívne prostredie.
Flexibilita výroby
Vysoko automatizovaná výrobná linka, parametre zvárania je možné upraviť podľa veľkosti a hrúbky výroby.
Ekonomické
Dlhodobá životnosť a nízke nároky na údržbu poskytujú dobrú celkovú ekonomiku aj napriek vysokým počiatočným nákladom.
Nevýhody oceľových rúr EFW
Vyššie náklady
Výroba rúr EFW je zvyčajne drahšia ako výroba iných typov zváraných rúr, ako napríklad odporovo zváraných rúr (ERW). Je to spôsobené najmä vysokokvalitnými použitými materiálmi a zložitým výrobným procesom.
Nižšie miery produkcie
Proces EFW má relatívne pomalú výrobnú rýchlosť, pretože zahŕňa zložitejšie procesy zvárania a tepelného spracovania. To môže viesť k dlhším výrobným cyklom, najmä pri rúrach s veľkým priemerom a hrubými stenami.
Obmedzenia veľkosti
Hoci je EFW vhodná na výrobu rúr s veľkým priemerom, táto technológia nemusí byť taká ekonomická alebo použiteľná pre menšie veľkosti rúr, najmä v aplikačných scenároch, kde sa vyžaduje vyššia presnosť a jemné priemery.
Kvalita zvárania
Hoci elektrofúzne zváranie poskytuje vysoko kvalitné zvary, tavenie a spájanie počas procesu zvárania môže stále spôsobovať chyby, ako je pórovitosť, neroztavenie a inklúzie, ktoré je potrebné riadiť prísnou kontrolou kvality a inšpekciou.
Vysoké nároky na operátorov
Výroba EFW si vyžaduje vysoko kvalifikovaných operátorov a údržbárov, aby sa zabezpečilo správne vykonávanie zváracieho procesu a správna prevádzka zariadenia. To vedie k zvýšeným investíciám do školení a rozvoja zručností zamestnancov.
Aplikácie
Ropný a plynárenský priemysel

Chemický priemysel

Energetický priemysel

Výstavba a infraštruktúra
Botop Steel je výrobca a dodávateľ vysokokvalitných zváraných rúr z uhlíkovej ocele z Číny a tiež predajca bezšvíkových oceľových rúr. V prípade vašich potrieb týkajúcich sa oceľových rúr nás môžete kontaktovať!
Značky: EFW, potrubie EFW, potrubie EFW, dodávatelia, výrobcovia, továrne, predajcovia, spoločnosti, veľkoobchod, kúpiť, cena, cenová ponuka, hromadné, na predaj, náklady.
Čas uverejnenia: 9. apríla 2024