




| Технические характеристики стальных труб, изготовленных методом распиловки LSAW. | |
| 1. Размер | 1) Внешний диаметр: 406 мм - 1500 мм |
| 2) Толщина стенки: 8–50 мм | |
| 3)SCH20,SCH40,STD,XS,SCH80 | |
| 2. Стандарт: | ASTM A53, API 5L,EN10219,EN10210,ASTM A252ASTM A500 и т.д. |
| 3. Материал | ASTM A53 Gr.B,API 5L Gr.BX42, X52, X60, X70, X80, S235JR, S355J0H и т. д. |
| 4. Применение: | 1) жидкость низкого давления, вода, газ, масло, трубопровод |
| 2) строительство труб, трубных свай | |
| 3) забор, дверная труба | |
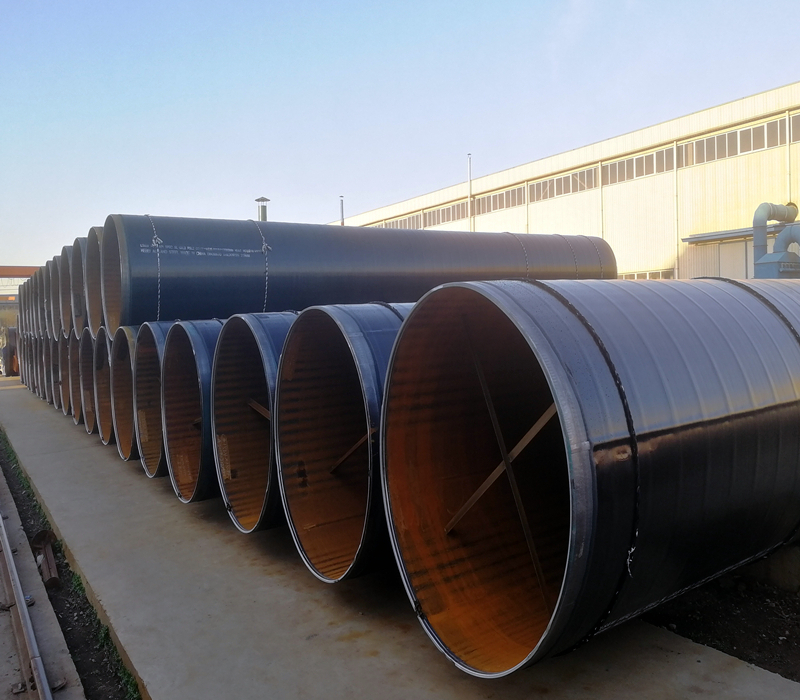
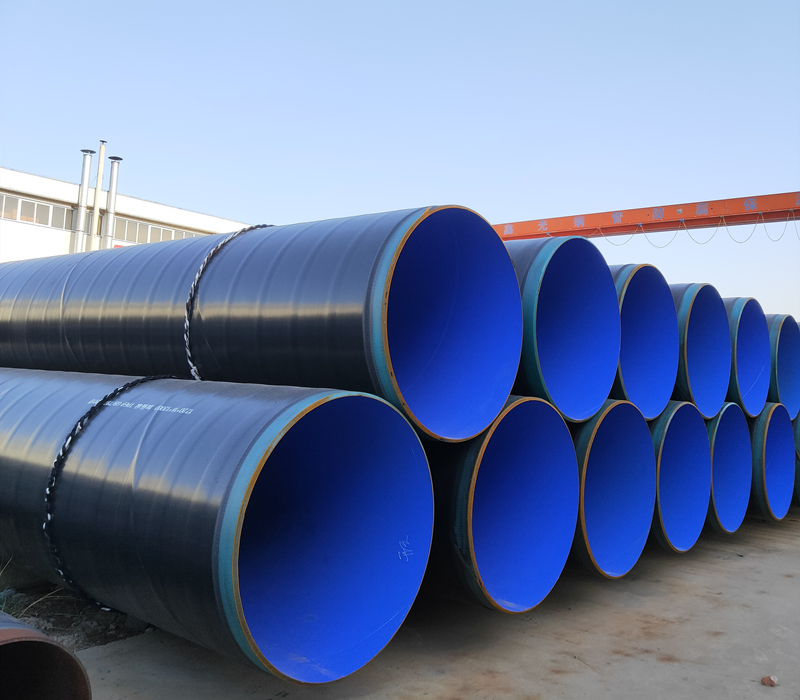
| 5. Покрытие | 1) Обнаженный 2) Окрашено в черный цвет (лаковое покрытие) 3) Оцинкованный 4) Смазанный маслом 5) PE, 3PE, FBE, коррозионно-стойкое покрытие, антикоррозионное покрытие |
| 6. Техника | продольно сварная стальная труба |
| 7. Осмотр: | С использованием гидравлического контроля, вихретокового контроля, рентгенографии, ультразвукового контроля или инспекции сторонней организацией. |
| 8. Доставка | Контейнеровоз, балкер. |
| 9. О качестве нашей продукции: | 1) Без повреждений, без деформаций. 2) без заусенцев, острых краев и обрезков. 3) Бесплатно для смазки и нанесения маркировки. 4) Все товары могут быть проверены независимой инспекционной компанией перед отправкой. |

Инженерный проект Гонконга

Инженерный проект Катара

Инженерный пример Турции

Труба LSAWПрименяется технология сварки под флюсом, используется присадочный материал, защитный флюс для защиты от частиц, а также внутренняя дуговая сварка.
LSAW — это английская аббревиатура от submerged arc welded straight seam steel pipe (стальная труба, сваренная под флюсом прямым швом). Технологический процесс производства стальных труб, сваренных под флюсом прямым швом, включает в себя технологию формовки JCOE, технологию формовки рулонов под флюсом и технологию формовки UOE.
Процесс изготовления труб, сваренных продольной дуговой сваркой под флюсом (LSAW), выглядит следующим образом:
Ультразвуковое зондирование пластин → фрезерование кромок → предварительная гибка → формовка → предварительная сварка → внутренняя сварка → внешняя сварка → ультразвуковой контроль → рентгеновский контроль → расширение → гидравлические испытания → снятие фаски → ультразвуковой контроль → рентгеновский контроль → магнитопорошковый контроль на конце трубы

| Требования к прочности на растяжение | |||
| 1 класс | 2 класс | 3 класс | |
| Предел прочности на растяжение, мин., psi (МПа) | 50 000 (345) | 60 000 (415) | 66 000 (455) |
| Предел текучести, мин., psi (МПа) | 30 000 (205) | 35 000 (240) | 45 000 (310) |
| Базовое минимальное удлинение для номинальной толщины стенки 6 дюймов (7,9 мм) и более: Удлинение на 8 дюймов (203,2 мм), мин., % Удлинение на 2 дюйма (50,8 мм), мин., % | 18 30 | 14 25 | ... 20 |
| Для номинальной толщины стенки менее 6 дюймов (7,9 мм) вычет из базового минимального удлинения на 2 дюймов (50,08 мм) на каждое уменьшение номинальной толщины стенки на 0,8 дюймов (менее 6 дюймов (7,9 мм)) в процентных пунктах. | 1.5А | 1.25А | 1.0А... |

Гидростатические испытания

Неразрушающий контроль (КТ) (в режиме реального времени)

Неразрушающий контроль (УЗК)
Испытание на изгиб —Труба достаточной длины должна выдерживать изгиб в холодном состоянии на 90° вокруг цилиндрической оправки.
Тест на сглаживаниеХотя проведение испытаний не является обязательным, труба должна соответствовать требованиям испытания на сплющивание.
Гидростатическое испытание —За исключением случаев, когда это разрешено, каждый отрезок трубы должен быть подвергнут гидростатическому испытанию без протечек через стенки трубы.
Неразрушающий электротехнический контрольВ качестве альтернативы гидростатическому испытанию, весь корпус каждой трубы должен быть проверен методом неразрушающего электростатического контроля. При проведении неразрушающего электростатического контроля, на участках трубы должна быть нанесена маркировка «NDE».
Ультразвуковой контроль
Вихретоковый контроль
Труба без покрытия, черное покрытие (на заказ);
Оба конца снабжены защитными колпачками;
Гладкий конец, скошенный конец;
Маркировка.




| Внешний диаметр | Наружный диаметр трубчатых свай не должен отличаться от установленного наружного диаметра более чем на ±1%. | ||
| Толщина стенки | Толщина стенки в любой точке не должна превышать указанную номинальную толщину стенки более чем на 12,5%. | ||
| Длины | Трубчатые сваи должны поставляться одинарной произвольной длины, двойной произвольной длины или одинаковой длины в соответствии со следующими ограничениями, указанными в заказе на покупку: | Случайные длины | 16–25 футов (4,88–7,62 мм), дюйм |
| Двойная случайная длина | Высота более 25 футов (7,62 м), при этом минимальная средняя высота составляет 35 футов (10,67 м). | ||
| Равномерная длина | Длина соответствует указанной, с допустимым отклонением ±1 дюйм. | ||
| Масса | Каждый отрезок трубчатой сваи должен взвешиваться отдельно, и его вес не должен отличаться более чем на 15% в большую сторону или на 5% в меньшую сторону от теоретического веса, рассчитанного с использованием его длины и веса на единицу длины. | ||










