



| Название продукта | Трубы из углеродистой стали/Трубы из котельной стали |
| Материал | A53 GrB, A36, ST52, ST35, ST42, ST45, X42, X46, X52, X60, X65, X70 |
| Стандарт | API 5L, ASTM A106 Gr.B, ASTM A53 Gr.B, ASTM179/A192, ASTM A335 P9, ASTM A210, ASTM A333 |
| Сертификаты | API 5L, ISO9001, SGS, BV, CCIC |
| Внешний диаметр | 13,7 мм-762 мм |
| Толщина стенки | SCH10,SCH20,SCH30,STD,SCH40,SCH60,SCH80,SCH100,SCH120,SCH160,XS,XXS |
| Длина | 1м, 4м, 6м, 8м, 12м по запросу покупателя. |
| Обработка поверхности | черная краска, лак, масло, оцинкованная, с антикоррозионным покрытием |
| Маркировка | Стандартная маркировка или по вашему запросу. Способ маркировки: распыление белой краски. |
| Завершение лечения | Гладкий конец/Скошенный конец/Резьбовой конец/Резьбовой конец с пластиковыми заглушками |
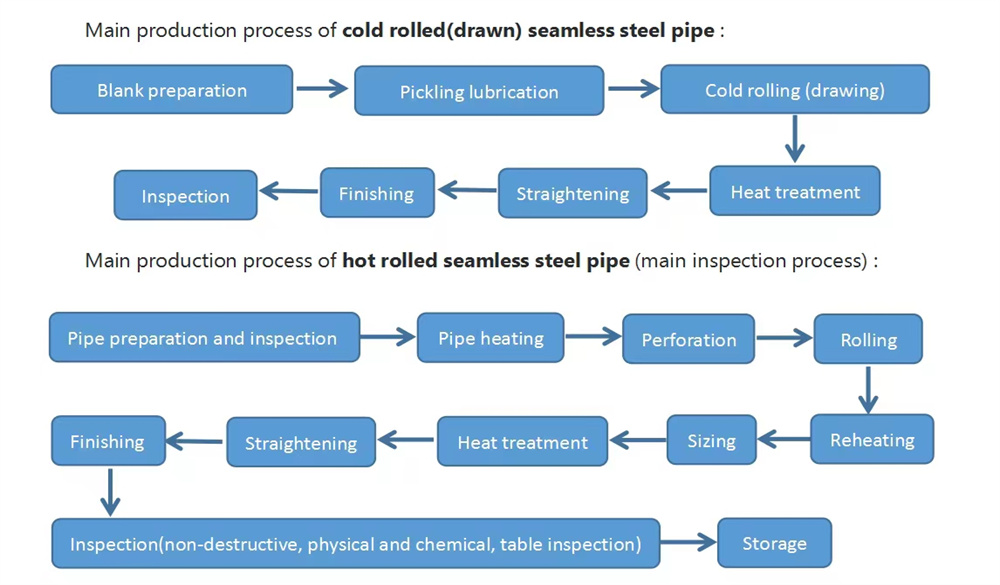
| Техника | Горячекатаная или холоднокатаная электросварная сталь. |
| Упаковка | Упаковка без упаковки; упаковано в связки (максимум 2 тонны); трубы в связках стропами на обоих концах.для удобной погрузки и разгрузки; деревянныйчехлы; водонепроницаемая тканая сумка |
| Тест | Химический состав, механические свойства, технические характеристики, внешние размеры. Осмотр, гидравлические испытания, рентгеновский контроль. |
| Приложение | Подача жидкости, конструкционные трубы, строительство, крекинг нефти, нефтепровод, газопровод |
API 5L X42-X80, PSL1 и PSL2 для нефтегазовой отраслиБесшовная труба из углеродистой сталиИспользуется для транспортировки газа, воды и нефти как в нефтегазовой, так и в газовой промышленности.



Бесшовные трубы из углеродистой стали API 5L X42-X80, PSL1 и PSL2 для нефтегазовой отрасли изготавливаются методом холодной или горячей прокатки в соответствии с требованиями заказчика.
Бесшовные трубы из углеродистой стали API 5L X52 PSL1&PSL2 для нефтегазовой отрасли изготавливаются методом холодной или горячей прокатки, обычно трубы малых размеров – методом холодной прокатки, а больших – методом горячей прокатки.
Марка и химический состав (%)Для API 5L PSL1
| Стандарт |
Оценка | Химический состав(%) | |||
| C | Mn | P | S | ||
| API 5L | X42 | ≤0,28 | ≤1,30 | ≤0,030 | ≤0,030 |
| X46, X52, X56 | ≤0,28 | ≤1,40 | ≤0,030 | ≤0,030 | |
| X60, X65 | ≤0,28 | ≤1,40 | ≤0,030 | ≤0,030 | |
| X70 | ≤0,28 | ≤1,40 | ≤0,030 | ≤0,030 | |
| X52 | ≤0,28 | ≤1,40 | ≤0,030 | ≤0,030 | |
Марка и химический состав (%)Для API 5L PSL2
| Стандарт |
Оценка | Химический состав(%) | |||
| C | Mn | P | S | ||
| API 5L | X42 | ≤0,24 | ≤1,30 | ≤0,025 | ≤0,015 |
| X46, X52, X56 | ≤0,24 | ≤1,40 | ≤0,025 | ≤0,015 | |
| X60, X65 | ≤0,24 | ≤1,40 | ≤0,025 | ≤0,015 | |
| X70, X80 | ≤0,24 | ≤1,40 | ≤0,025 | ≤0,015 | |
| X52 | ≤0,24 | ≤1,40 | ≤0,025 | ≤0,015 | |

Механические свойства стали API 5L GR.B X42-X80/X52(PSL1):
| Оценка | Предел текучести(МПа) | Предел прочности(МПа) | Удлинение A% | ||
|
| пси | МПа | пси | МПа | Удлинение (мин.) |
| X42 | 42 000 | 290 | 60 000 | 414 | 21~27 |
| X46 | 46 000 | 317 | 63 000 | 434 | 20~26 |
| X52 | 52 000 | 359 | 66 000 | 455 | 20~24 |
| X56 | 56 000 | 386 | 71 000 | 490 |
|
| X60 | 60 000 | 414 | 75 000 | 517 |
|
| X65 | 65 000 | 448 | 77 000 | 531 |
|
| X70 | 70 000 | 483 | 82 000 | 565 |
|
| X52 | 52 000 | 359 | 66 000 | 455 | 20~24 |
Механические свойства API 5L/X52Бесшовная труба GR.B (PSL2):
| Оценка | Предел текучести(МПа) | Предел прочности(МПа) | Удлинение A% | Удар (Дж) | ||
|
| пси | МПа | пси | МПа | Удлинение (мин.) | Мин |
| X42 | 290 | 496 | 414 | 758 | 21~27 | 41(27) |
| X46 | 317 | 524 | 434 | 758 | 20~26 | 41(27) |
| X52 | 359 | 531 | 455 | 758 | 20~24 | 41(27) |
| X56 | 386 | 544 | 490 | 758 |
|
|
| X60 | 414 | 565 | 517 | 758 |
|
|
| X65 | 448 | 600 | 531 | 758 |
|
|
| X70 | 483 | 621 | 565 | 758 |
|
|
| X80 | 552 | 690 | 621 | 827 |
| |
| X52 | 359 | 531 | 455 | 758 | 20~24 | 41(27) |
Механические испытания

Испытание на твердость

Испытание на изгиб
Испытание на растяжение корпуса трубы — Испытание на растяжение следует проводить в соответствии со стандартом ISO6892 или ASTM A370. Следует использовать продольные образцы. Дважды на каждую испытательную единицу трубы с одинаковым коэффициентом холодного расширения и
Испытание на сплющивание — Одно испытание на сплющивание следует провести на образцах с каждого конца двух трубок, отобранных из каждой партии.
Испытание на ударную вязкость по методу Шарпи — испытание по методу Шарпи следует проводить в соответствии со стандартом ASTM A370. Дважды на каждую испытательную единицу, состоящую не более чем из 100 отрезков труб с одинаковым коэффициентом холодного расширения.
Испытание на твердость — При обнаружении подозрительных твердых участков при визуальном осмотре следует проводить испытания на твердость в соответствии со стандартами ISO 6506, ISO 6507, ISO 6508 или ASTM A 370 с использованием портативного оборудования для измерения твердости и методов, соответствующих стандартам ASTM A 956, ASTM A 1038 или ASTM E 110 соответственно, в зависимости от используемого метода.
Гидростатическое испытание — Каждая труба должна быть подвергнута испытанию гидростатическим давлением.
Испытание на изгиб: труба достаточной длины должна выдерживать изгиб в холодном состоянии на 90° вокруг цилиндрической оправки.
100% рентгеновский контроль сварного шва
Ультразвуковой контроль
Вихретоковый контроль


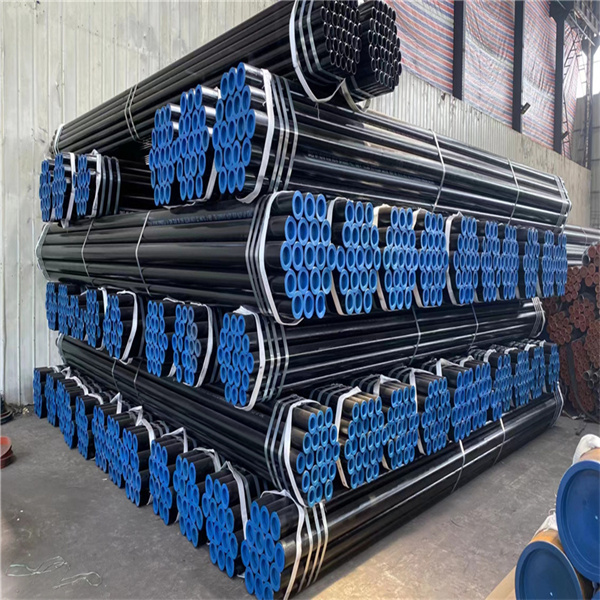
Труба без покрытия или с черным/лаковым покрытием (в соответствии с требованиями заказчика);
6 дюймов и меньше в связках с двумя хлопчатобумажными стропами;
Оба конца снабжены защитными колпачками;
Гладкий конец, скошенный конец (2 дюйма и более со скошенными концами, угол: 30–35°), резьбовой и соединительный;
Маркировка.
| Размер | Терпимость (с уважением)t tо указанный внедиаметр) |
| <2 3/8 | + 0,016 дюйма, - 0,031 дюйма (+ 0,41 мм, - 0,79 мм) |
| > 2 3/8 и ≤4 1/2, сплошная сварка | ±1,00% |
| > 2 3/8 и < 20 | ±0,75% |
| > 20. бесшовный | ± 1,00% |
| >20 и <36, сварные | + 0,75% - 0,25% |
| > 36, сварной | + 1/4 дюйма - 1/8 дюйма (+ 6,35 мм, -3,20 мм) |
В случае гидростатических испытаний труб при давлениях, превышающих стандартные испытательные значения, между производителем и покупателем могут быть согласованы другие допуски.
| Неокруглость | |||||
| Размер | Минус-толерантность | Плюс Допуск | Допуск по сквозному соединению | Диаметр, допуск по оси (в процентах от заданного внешнего диаметра) | Максимальная разница между минимальным и максимальным диаметрами (применяется только к трубам с D/t≤75) |
| ≤10 3/4 л&В4 | 1/64 (0,40 мм) | 1/16 (1,59 мм) | — | — | |
| >10 3/4 и ≤20 | 1/32 (0,79 мм) | 3/32 (2,38 мм) | — | — | — |
| > 20 и ≤ 42 | 1/32 (0,79 мм) | 3/32 (2,38 мм) | b | ± 1% | <0,500 дюйма (12,7 мм) |
| >42 | 1/32 (0,79 мм) | 3/32 (2,38 мм) | b | ± 1% | £ Q625 дюйм (15,9 мм) |
Допуски на некруглость применяются к максимальным и минимальным диаметрам, измеренным с помощью измерительного прибора, штангенциркуля или устройства, измеряющего фактические максимальные и минимальные диаметры.
Средний диаметр (измеренный мерной лентой) одного конца трубы не должен отличаться от диаметра другого конца более чем на 3/32 дюйма (2,38 мм).
| Размер | Тип трубы | Допуск1 (процент от указанной толщины стенки) | |
| Оценка B или ниже | Класс X42 или выше | ||
| <2 7/8 | Все | +20.- 12.5 | + 15.0.-12.5 |
| >2 7/8 и <20 | Все | + 15,0,-12.5 | + 15-I2.5 |
| >20 | Сварной | + 17.5.-12.5 | + 19.5.-8.0 |
| >20 | Бесшовно | + 15.0.-12.5 | + 17.5.-10,0 |
Если покупатель указывает отрицательные допуски меньше указанных, положительный допуск должен быть увеличен до соответствующего диапазона общих допусков в процентах за вычетом отрицательного допуска по толщине стенки.
| Количество | ToДопуск (в процентах) |
| Отдельные отрезки, специальные трубы с гладкими концами или трубы A25.Отдельные отрезки, другие трубыВагоны с грузом. Класс А: 25 40 000 фунтов (18 144 кг) и более.Вагоны, не относящиеся к категории А, 25,40,0001 фунтов (18 144 кг) или болееВагоны, все сорта весом менее 40000 фунтов (18 144 кг) Заказываемые товары. Класс A25. 40 000 фунтов (18 144 кг) или более. Заказывайте товары, отличные от класса А, в количестве 25 40 000 фунтов (18 144 кг) и более. Заказывайте товары всех сортов весом менее 40 000 фунтов (18 144 кг). | + 10.-5.0 + 10,- 35 -2.5 -1.75 -15 -3.5 -1.75 -3.5 |
Примечания:
1. Допуски по весу применяются к расчетному весу труб с резьбой и муфтой, а также к табличному или расчетному весу труб с гладкими концами. Если покупатель указывает допуски по отрицательной толщине стенки меньше указанных в таблице выше, то допустимый вес для отдельных отрезков увеличивается на 22,5 процента за вычетом отрицательного допуска по толщине стенки.
2. Для вагонов, состоящих из труб, относящихся к нескольким позициям заказа, допуски на объем вагона применяются к каждой отдельной позиции заказа.
3. Допуски для позиций заказа распространяются на общее количество труб, отгруженных по данной позиции заказа.





