



JIS G 3452este un standard japonez care specifică țevile sudate din oțel carbon pentru transportul aburului, apei, petrolului, gazelor, aerului etc. la presiuni de lucru relativ scăzute. JIS G 3452 constă dintr-o singură clasă, SGP, care poate fi fabricată fie prin sudare prin rezistență (ERW), fie prin sudare cap la cap.
Țevile de oțel JIS G 3452 trebuie fabricate utilizând o combinație adecvată de metode de fabricație a țevilor și metode de finisare.
| Simbol de grad | Simbolul procesului de fabricație | Clasificarea acoperirii cu zinc | |
| Procesul de fabricație a țevilor | Metoda de finisare | ||
| SGP | Sudare prin rezistență electrică: E Sudat cap la cap: B | Finisat la cald: H Finisat la rece: C Sudat prin rezistență electrică: G | Țevi negre: țevi fără acoperire cu zinc Țevi albe: țevi acoperite cu zinc |
Țevile se livrează în mod normal așa cum sunt fabricate. Țevile finisate la rece se recoc după fabricație.

Dacă țeava este fabricată cu oțel inoxidabil (ERW), sudurile de pe suprafețele interioare și exterioare ale țevii trebuie îndepărtate pentru a obține o sudură netedă de-a lungul conturului țevii.
Dacă este limitată din cauza diametrului țevii sau a echipamentului etc., sudura de pe suprafața interioară nu poate fi îndepărtată.

Pregătire: Înainte de galvanizarea la cald, suprafața țevii de oțel trebuie curățată temeinic prin sablare, decapare etc.
Grosime: Pentru acoperirea cu zinc, se va utiliza lingoul de zinc distilat Clasa 1 specificat în JIS H 2107 sau zinc cu o calitate cel puțin echivalentă cu aceasta.
Altele: Alte cerințe generale pentru galvanizare sunt în conformitate cu JIS H 8641.
Test: Măsurarea uniformității stratului de acoperire galvanizat conform JIS H 0401 Articolul 6.
Pe lângă elementele indicate, se pot adăuga și alte elemente de aliere, după cum este necesar.
| Simbolul gradului | P (Fosfor) | S (Sulf) |
| SGP | maxim 0,040% | maxim 0,040% |
JIS G 3452 are mai puține restricții privind compoziția chimică, deoarece JIS G 3452 este utilizat în principal pentru aplicații de uz general, cum ar fi transportul aburului, apei, petrolului și gazelor naturale. Compoziția chimică a materialului nu este cel mai important factor, ci mai degrabă proprietățile mecanice ale țevii pentru a rezista la presiunea de lucru.
Proprietăți de tracțiune
| Simbolul gradului | Rezistență la tracțiune | Alungire, min., % | ||||||
| Piesă de testare | Test direcţie | Grosimea peretelui, mm | ||||||
| N/mm² (MPA) | >3 ≤ 4 | >4 ≤ 5 | >5 ≤ 6 | >6 ≤ 7 | >7 | |||
| SGP | 290 de minute | Nr. 11 | Paralel cu axa țevii | 30 | 30 | 30 | 30 | 30 |
| Nr. 12 | Paralel cu axa țevii | 24 | 26 | 27 | 28 | 30 | ||
| Nr. 5 | Perpendicular pe axa țevii | 19 | 20 | 22 | 24 | 25 | ||
Pentru țevile cu diametrul nominal de 32A sau mai mic, valorile de alungire din acest tabel nu se aplică, deși rezultatele testelor de alungire trebuie înregistrate. În acest caz, se poate aplica cerința de alungire convenită între cumpărător și producător.
Proprietatea de aplatizare
Domeniu de aplicare: Pentru tuburi cu un diametru nominal mai mare de 50A (2B).
Nu apar fisuri când tubul este aplatizat la 2/3 din diametrul exterior al tubului.
Flexibilitate
Domeniu de aplicare: Pentru țevi de oțel cu un diametru nominal ≤ 50A (2B).
Se îndoiește epruveta la 90° cu o rază interioară de șase ori diametrul exterior al țevii, fără a produce fisuri.
Fiecare țeavă de oțel trebuie să fie supusă unui test de presiune hidrostatică sau unui test nedistructiv.
Test hidrostatic
Presiune: 2,5 MPa;
Timp: Mențineți poziția timp de cel puțin 5 secunde;
Judecăți: țeavă de oțel sub presiune fără scurgeri.
Test nedistructiv
Se aplică examinarea cu ultrasunete specificată în JIS G 0582. Nivelul de testare poate fi mai sever decât cel din Categoria UE.
Se aplică examinarea la curenți turbionari specificată în JIS G 0583. Nivelul de testare poate fi mai sever decât cel din Categoria EZ.
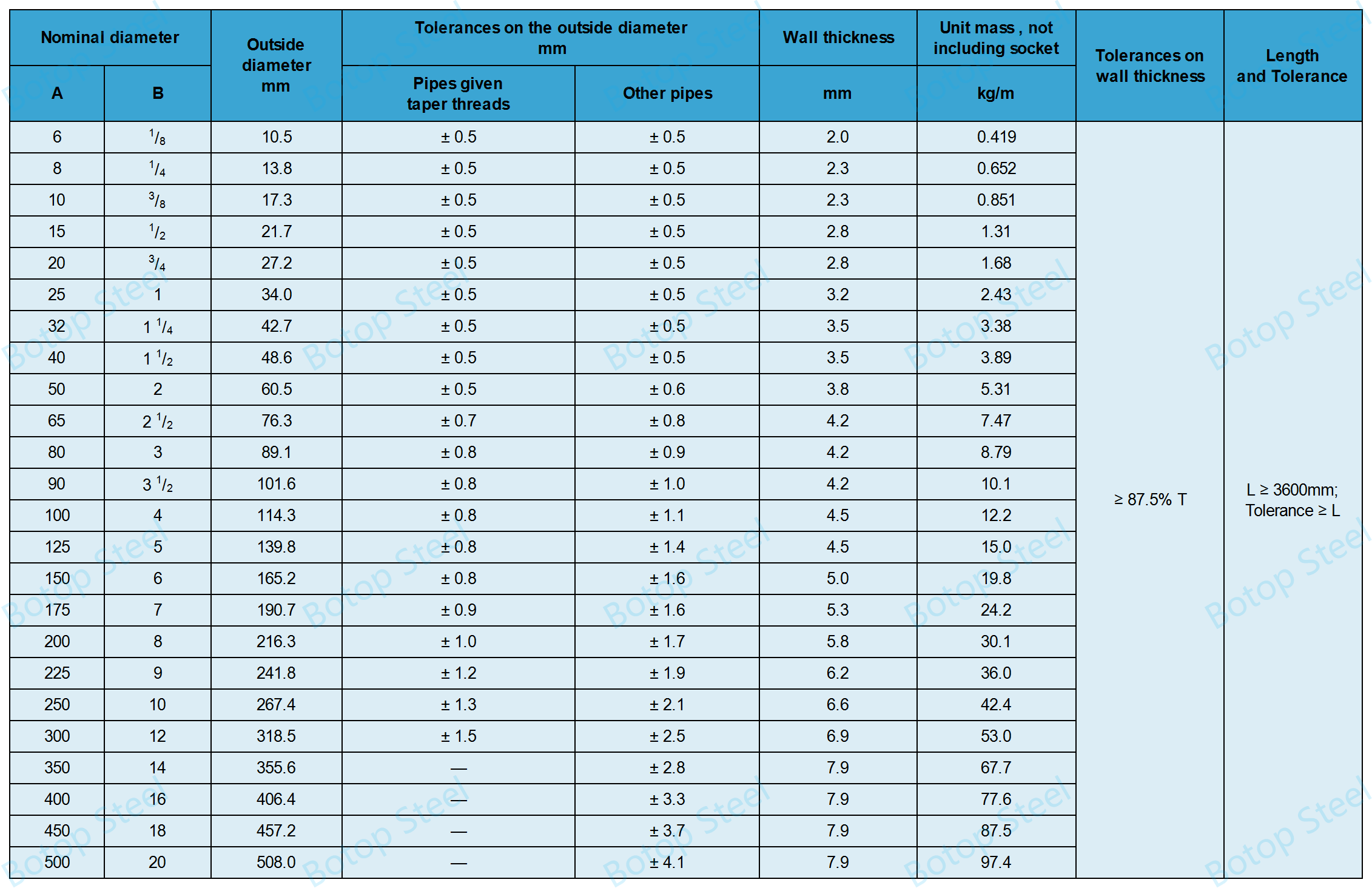
Pentru țevi cu diametre nominale ≥ 350A (14B), se calculează diametrul măsurând circumferința, caz în care toleranța este de ± 0,5%.
Tipul capătului de țeavă pentru DN≤300A/12B: capăt filetat sau plat.
Tipul capătului de țeavă pentru DN≤350A/14B: capăt plat.
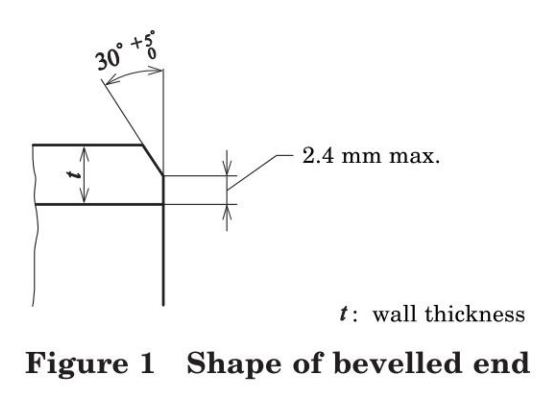
Dacă cumpărătorul solicită un capăt teșit, unghiul teșiturii este de 30-35°, lățimea teșiturii marginii țevii de oțel: max. 2,4 mm.
JIS G 3452 are echivalente înASTM A53şiGB/T 3091...iar materialele pentru țevi specificate în aceste standarde pot fi considerate echivalente între ele în ceea ce privește performanța și aplicarea.
De la înființarea sa în 2014, Botop Steel a devenit un furnizor important de țevi din oțel carbon în nordul Chinei, cunoscut pentru servicii excelente, produse de înaltă calitate și soluții complete.
Compania oferă o varietate de țevi din oțel carbon și produse conexe, inclusiv țevi din oțel fără sudură, ERW, LSAW și SSAW, precum și o gamă completă de fitinguri și flanșe pentru țevi. Produsele sale specializate includ, de asemenea, aliaje de înaltă calitate și oțeluri inoxidabile austenitice, adaptate pentru a satisface cerințele diverselor proiecte de conducte.
Contactaţi-ne, echipa noastră de profesioniști este gata să vă ofere servicii și soluții de calitate, așteptând cu nerăbdare o colaborare plăcută cu dumneavoastră și deschiderea împreună a unui nou capitol de succes.















