



ASTM A335 P91, cunoscut și sub numele deASME SA335 P91, este o țeavă fără sudură din oțel feritic aliat pentru utilizare la temperaturi ridicate, UNS nr. K91560.
Are un minimrezistență la tracțiune de 585 MPa(85 ksi) și un minimrezistență la curgere de 415 MPa(60 ksi).
P91conține în principal elemente de aliere precum cromul și molibdenul, și se adaugă o varietate de alte elemente de aliere, aparținând categorieioțel înalt aliat, deci are o rezistență superioară și o rezistență excelentă la coroziune.
În plus, P91 este disponibil în două tipuri,Tipul 1şiTipul 2și este utilizat în mod obișnuit în centrale electrice, rafinării, echipamente critice pentru instalații chimice și conducte în medii cu temperaturi ridicate și presiune ridicată.
Țeava de oțel P91 este clasificată în două tipuri, Tip 1 și Tip 2.
Ambele tipuri sunt aceleași în ceea ce privește proprietățile mecanice și alte cerințe, cum ar fi tratamentul termic,cu diferențe minore în ceea ce privește compoziția chimică și concentrarea specifică a aplicației.
Compoziție chimicăComparativ cu tipul 1, compoziția chimică a tipului 2 este mai strictă și conține mai multe elemente de aliere pentru a oferi o rezistență mai bună la căldură și coroziune.
AplicațiiDatorită compoziției chimice optimizate, Tipul 2 este mai potrivit pentru temperaturi extrem de ridicate sau medii mai corozive sau în aplicații în care sunt necesare o rezistență și o durabilitate mai mari.
Țeava de oțel ASTM A335 trebuie să fiefără sudură.
Procesul de fabricație fără sudură este clasificat înfinisaj la caldşitras la rece.
Mai jos este o diagramă a procesului de finisare la cald.

În special, P91, o țeavă din oțel înalt aliat, adesea utilizată în medii dure supuse la temperaturi și presiuni ridicate, țeava de oțel fără sudură este supusă unei solicitări uniforme și poate fi transformată în țeavă cu pereți groși, asigurând astfel o siguranță sporită și o rentabilitate mai bună.
P91 Toate țevile trebuie tratate termic pentru a optimiza microstructura țevii, a îmbunătăți proprietățile sale mecanice și a spori rezistența la temperaturi și presiuni ridicate.
| Grad | Tipul de tratament termic | Normalizarea temperaturii | Temperatura de revenire |
| P91 Tip 1 și Tip 2 | a normaliza și a tempera sau | 1900 - 1975 ℉ [1040 - 1080 ℃] | 1350 ~ 1470 ℉ [730 - 800 ℃] |
| stingă și tempera | 1900 - 1975 ℉ [1040 - 1080 ℃] | 1350 - 1470 ℉ [730 - 800 ℃] |
Componente chimice de tip P91 Tip 1
| Grad | Compoziție, % | ||||||
| P91 Tip 1 | C | Mn | P | S | Si | Cr | Mo |
| 0,08 - 0,12 | 0,30 - 0,60 | 0,020 maxim | 0,010 maxim | 0,20 - 0,50 | 8.00 - 9.50 | 0,85 - 1,05 | |
| V | N | Ni | Al | Nb | Ti | Zr | |
| 0,18 - 0,25 | 0,030 - 0,070 | 0,40 maxim | 0,02 maxim | 0,06 - 0,10 | 0,01 maxim | 0,01 maxim | |
Componente chimice de tip P91 tip 2
| Grad | Compoziție, % | ||||||
| Componente chimice ale produsului P91 Tip 2 | C | Mn | P | S | Si | Cr | Mo |
| 0,07 - 0,13 | 0,30 - 0,50 | 0,020 maxim | 0,005 maxim | 0,20 - 0,40 | 8.00 - 9.50 | 0,80 - 1,05 | |
| V | Ni | Al | N | Raportul N/Al | Nb | Ti | |
| 0,16 - 0,27 | 0,20 maxim | 0,02 maxim | 0,035 - 0,070 | ≥ 4,0 | 0,05 - 0,11 | 0,01 maxim | |
| Zr | Sn | Sb | As | B | W | Cu | |
| 0,01 maxim | 0,01 maxim | 0,003 maxim | 0,01 maxim | 0,001 maxim | 0,05 maxim | 0,10 maxim | |
Cu cele două imagini de mai sus, este ușor de observat diferența dintre elementele chimice de tip 1 și de tip 2, precum și restricțiile aferente.
1. Proprietăți de tracțiune
Testul de tracțiune este utilizat în mod obișnuit pentru a măsurarezistență la curgere, rezistență la tracțiuneșialungiren al programului experimental pentru țevi de oțel și este utilizat pe scară largă în proprietățile materialelor testului.
| P91 Tip 1 și Tip 2 | |||
| Rezistență la tracțiune | 85 ksi [585 MPa] min | ||
| Rezistență la curgere | 60 ksi [415 MPa] min | ||
| Elongaţie | Cerințe de alungire | Longitudinal | Transversal |
| Alungire în 2 in. sau 50 mm (sau 4D), min., %; Alungire minimă de bază pentru perete cu grosimea de 8 mm și mai mare, teste pe bandă și pentru toate dimensiunile mici testate în secțiune completă. | 20 | — | |
| Când se utilizează o epruvetă rotundă standard cu lungimea calibrului de 2 in. sau 50 mm sau o epruvetă proporțional mai mică, cu lungimea calibrului egală cu 4D (de 4 ori diametrul). | 20 | 13 | |
| Pentru testele pe bandă, se va deduce pentru fiecare scădere de 0,8 mm [1/32 in.] a grosimii peretelui sub 8 mm [5/16 in.] din alungirea minimă de bază cu următoarele puncte procentuale. | 1 | — | |
2. Duritate
Se pot utiliza o varietate de metode de testare a durității, inclusiv Vickers, Brinell și Rockwell.
| Grad | Brinell | Vickers | Rockwell |
| P91 Tip 1 și Tip 2 | 190 - 250 HBW | 196 - 265 HV | 91 HRBW - 25HRC |
Grosimea peretelui <0,065 in. [1,7 mm]: Nu este necesar test de duritate;
0,065 in. [1,7 mm] ≤ grosimea peretelui <0,200 in. [5,1 mm]: Se va utiliza testul de duritate Rockwell;
Grosimea peretelui ≥ 0,200 in. [5,1 mm]: utilizare opțională a testului de duritate Brinell sau a testului de duritate Rockwell.
Testul de duritate Vickers este aplicabil tuturor grosimilor de perete ale tuburilor. Metoda de testare se efectuează în conformitate cu cerințele E92.
3. Testul de aplatizare
Experimentele se efectuează în conformitate cu secțiunea 20 din standardul ASTM A999.
4. Test de îndoire
Îndoiți la 180° la temperatura camerei, nu trebuie să apară crăpături pe exteriorul piesei îndoite.
Dimensiune > NPS25 sau D/t ≥ 7,0: Testul de încovoiere trebuie efectuat fără testul de aplatizare.
5. P91 Programe experimentale opționale
Următoarele elemente experimentale nu sunt elemente de testare obligatorii, dacă este necesar pot fi stabilite prin negociere.
S1: Analiza produsului
S3: Test de aplatizare
S4: Teste de structură metalică și gravare
S5: Microfotografii
S6: Microfotografii pentru piese individuale
S7: Tratament termic alternativ - Grad P91 Tip 1 și Tip 2
Testul hidrostatic P91 trebuie să respecte următoarele cerințe.
Diametru exterior >10 in. [250 mm] și grosimea peretelui ≤ 0,75 in. [19 mm]: acesta ar trebui să fie un test hidrostatic.
Alte dimensiuni pentru teste electrice nedistructive.
Pentru tuburile din oțel feritic aliat și oțel inoxidabil, peretele este supus unei presiuni de cel puțin60% din limita minimă de curgere specificată.
Presiunea de testare hidrostatică trebuie menținută timp de cel puțin 5sfără scurgeri sau alte defecte.
Presiune hidraulicăpoate fi calculat folosind formula:
P = 2St/D
P = presiunea hidrostatică de testare în psi [MPa];
S = tensiunea pe peretele țevii în psi sau [MPa];
t = grosimea specificată a peretelui, grosimea nominală a peretelui conform numărului de listă ANSI specificat sau 1,143 ori grosimea minimă specificată a peretelui, în mm;
D = diametrul exterior specificat, diametrul exterior corespunzător dimensiunii specificate a țevii ANSI sau diametrul exterior calculat prin adăugarea a 2t (așa cum este definit mai sus) la diametrul interior specificat, în mm [in.].
Țeava P91 este inspectată prin metoda de testare E213. Standardul E213 se referă în principal la testarea cu ultrasunete (UT).
Dacă este specificat în mod expres în comandă, acesta poate fi inspectat și conform metodei de testare E309 sau E570.
Standardul E309 se ocupă de obicei de inspecția electromagnetică (curenți turbionari), în timp ce E570 este o metodă de inspecție care implică rețele de curenți turbionari.
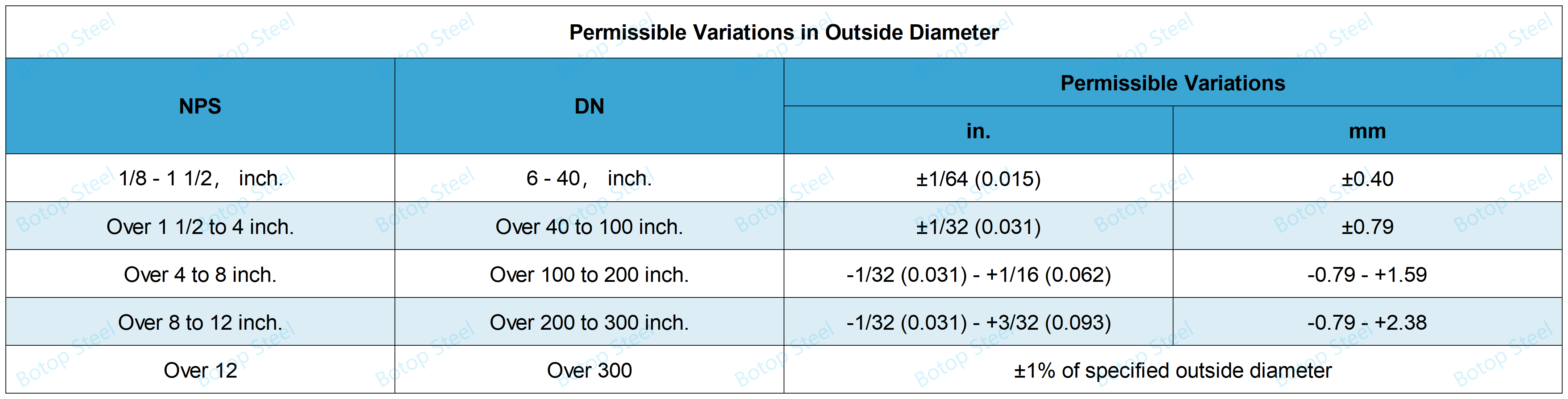
Variații admisibile ale diametrului
Pentru țeavă comandată cătrediametru interior, diametrul interior nu trebuie să varieze mai mult de ±1% față de diametrul interior specificat.
Tubulatură comandată înNPS [DN] sau diametre exterioarenu trebuie să varieze diametrele exterioare mai mult decât este specificat în tabelele de mai jos.
Variații admisibile ale grosimii peretelui
Măsurătorile grosimii peretelui se vor efectua folosind șublere mecanice sau dispozitive de testare nedistructivă calibrate corespunzător, cu o precizie corespunzătoare. În caz de litigiu, va prevala măsurarea determinată cu ajutorul șublerelor mecanice.
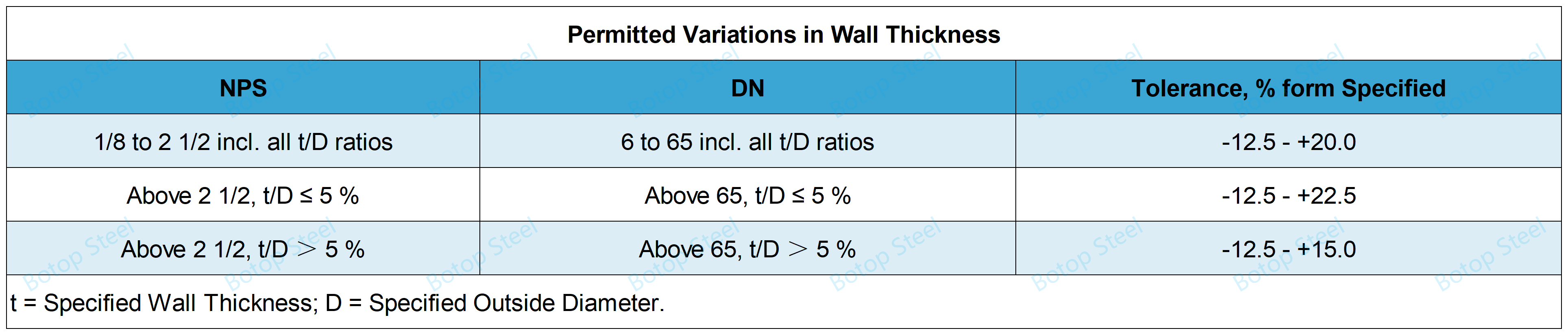
Grosimea minimă a peretelui și diametrul exterior pentru inspecția conformității cu această cerință pentru țeava comandată după NPS [DN] și numărul programului sunt indicate înASME B36.10M.
Defecte
Imperfecțiunile de suprafață sunt considerate defecte dacă depășesc 12,5% din grosimea nominală a peretelui sau depășesc grosimea minimă a peretelui.
Imperfecțiuni
Urme mecanice, abraziuni și gropițe, oricare dintre acestea având o adâncime mai mare de 1,6 mm.
Urmele și abraziunile sunt definite ca urme de cablu, lovituri, urme de ghidare, urme de rostogolire, zgârieturi cu bile, crestături, urme de matriță și altele asemenea.
Repara
Defectele pot fi îndepărtate prin șlefuire, cu condiția ca grosimea rămasă a peretelui să nu fie mai mică decât grosimea minimă a peretelui.
Reparațiile pot fi efectuate și prin sudură, dar trebuie să respecte cerințele relevante din A999.
Toate sudurile de reparare din P91 se vor realiza cu unul dintre următoarele procedee de sudare și consumabile: SMAW, A5.5/A5.5M E90XX-B9:SAW, A5.23/A5.23M EB9 + flux neutru; GTAW, A5.28/A5.28M ER90S-B9; și FCAW A5.29/A5.29M E91TI-B9. În plus, suma conținutului de Ni+Mn al tuturor consumabilelor de sudare utilizate pentru repararea sudurilor P91 Tip 1 și Tip 2 nu trebuie să depășească 1,0%.
Țeava P91 trebuie tratată termic la 730-800°C după repararea sudurii.
Suprafața exterioară a țevii de oțel inspectate trebuie să conțină următoarele elemente:
Numele sau marca producătorului; numărul standard; gradul; lungimea și simbolul suplimentar "S".
Marcajele pentru presiunea hidrostatică și testarea nedistructivă din tabelul de mai jos ar trebui incluse și ele.
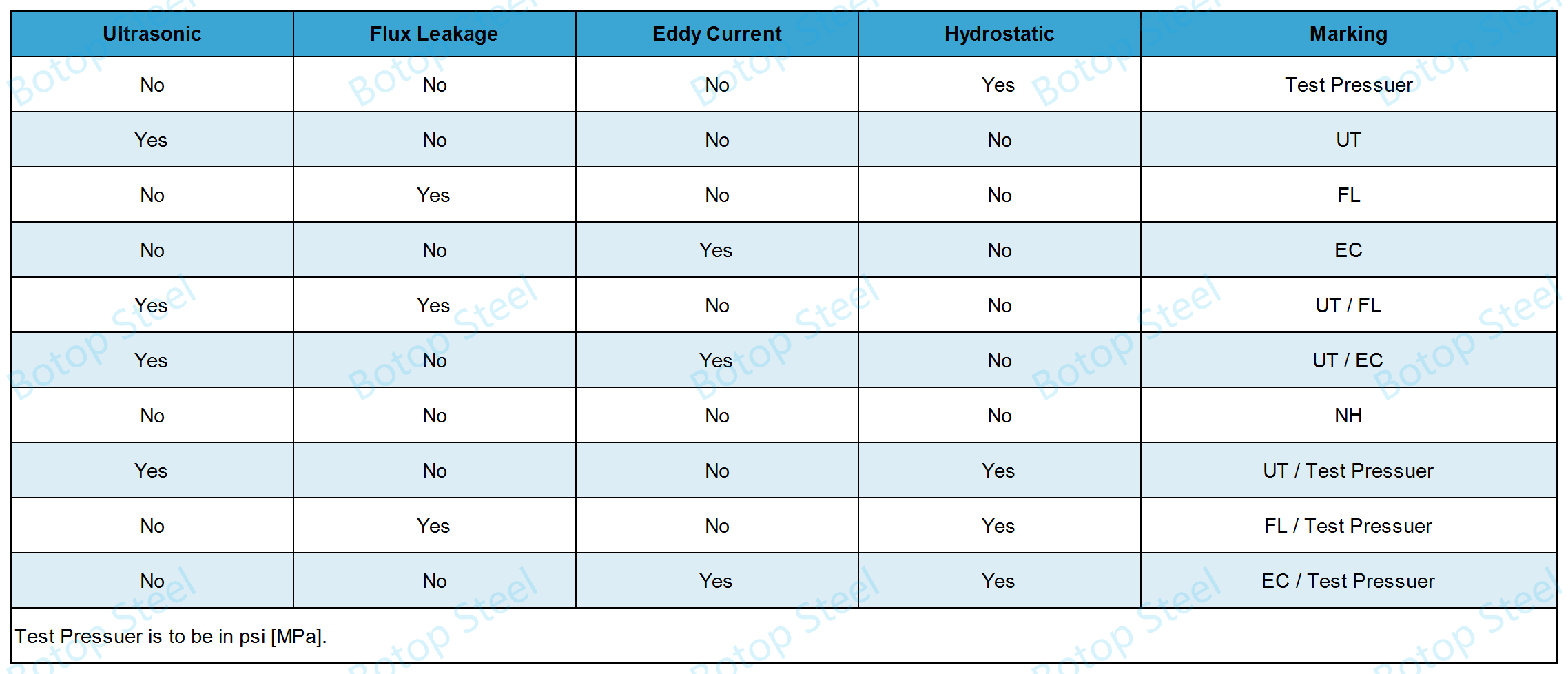
Dacă țeava este reparată prin sudură, aceasta trebuie marcată cu „WR".
p91 Trebuie indicat tipul (Tip 1 sau Tip 2).
| ASME | ASTM | EN | GB |
| ASME SA335 P91 | ASTM A213 T91 | EN 10216-2 X10CrMoVNb9-1 | GB/T 5310 10Cr9Mo1VNbN |
Material: Țeavă de oțel fără sudură ASTM A335 P91;
OD1/8" - 24";
WT: în conformitate cuASME B36.10cerințe;
ProgramaSCH10, SCH20, SCH30,SCH40, SCH60,SCH80, SCH100, SCH120, SCH140 și SCH160;
Identificare:STD (standard), XS (extra-puternic) sau XXS (dublu extra-puternic);
PersonalizareSunt disponibile și dimensiuni non-standard ale țevilor, dimensiuni personalizate sunt disponibile la cerere;
LungimeLungimi specifice și aleatorii;
Certificare IBRPutem contacta organizația de inspecție terță parte pentru a obține certificarea IBR în funcție de nevoile dumneavoastră, organizațiile noastre de inspecție care cooperează cu acestea fiind BV, SGS, TUV etc.;
SfârşitCapăt de țeavă plat, teșit sau compozit;
SuprafaţăȚevi ușoare, vopsea și alte protecții temporare, îndepărtarea ruginii și lustruirea, galvanizarea și acoperirea cu plastic și alte protecții pe termen lung;
AmbalareCarcasă din lemn, ambalaj din bandă de oțel sau sârmă de oțel, protector de capăt de țeavă din plastic sau fier etc.














