
ERW ਗੋਲ ਪਾਈਪਇਹ ਰੋਧਕ ਵੈਲਡਿੰਗ ਤਕਨਾਲੋਜੀ ਦੁਆਰਾ ਤਿਆਰ ਕੀਤੇ ਗੋਲ ਸਟੀਲ ਪਾਈਪ ਨੂੰ ਦਰਸਾਉਂਦਾ ਹੈ। ਇਹ ਮੁੱਖ ਤੌਰ 'ਤੇ ਤੇਲ ਅਤੇ ਕੁਦਰਤੀ ਗੈਸ ਵਰਗੀਆਂ ਭਾਫ਼-ਤਰਲ ਵਸਤੂਆਂ ਦੀ ਢੋਆ-ਢੁਆਈ ਲਈ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ।

ERW ਗੋਲ ਟਿਊਬਾਂ ਦੇ ਆਕਾਰ ਦੀ ਰੇਂਜ ਉਪਲਬਧ ਹੈ
ਬਾਹਰੀ ਵਿਆਸ: 20-660 ਮਿਲੀਮੀਟਰ
ਕੰਧ ਦੀ ਮੋਟਾਈ: 2-20 ਮਿਲੀਮੀਟਰ
ERW (ਇਲੈਕਟ੍ਰਿਕ ਰੋਧਕ ਵੈਲਡਿੰਗ) ਪਾਈਪ ਉਤਪਾਦਨ ਪ੍ਰਕਿਰਿਆ ਇੱਕ ਬਹੁਤ ਹੀ ਕੁਸ਼ਲ ਅਤੇ ਮੁਕਾਬਲਤਨ ਘੱਟ ਲਾਗਤ ਵਾਲੀ ਪਾਈਪ ਬਣਾਉਣ ਦੀ ਵਿਧੀ ਹੈ, ਜੋ ਮੁੱਖ ਤੌਰ 'ਤੇ ਛੋਟੇ ਵਿਆਸ ਅਤੇ ਇੱਕਸਾਰ ਕੰਧ ਮੋਟਾਈ ਵਾਲੇ ਸਟੀਲ ਪਾਈਪਾਂ ਦੇ ਉਤਪਾਦਨ ਲਈ ਵਰਤੀ ਜਾਂਦੀ ਹੈ।
ERW ਸਟੀਲ ਪਾਈਪ ਦੀਆਂ ਕਿਸਮਾਂ
ਗੋਲ ਟਿਊਬਾਂ
ਬਹੁ-ਮੰਤਵੀ, ਆਮ ਤੌਰ 'ਤੇ ਉਦਯੋਗਿਕ ਅਤੇ ਨਿਰਮਾਣ ਕਾਰਜਾਂ ਵਿੱਚ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ।
ਵਰਗਾਕਾਰ ਟਿਊਬਾਂ
ਇਮਾਰਤੀ ਢਾਂਚਾਗਤ ਸਹਾਇਤਾ ਅਤੇ ਮਕੈਨੀਕਲ ਫਰੇਮਾਂ ਲਈ।
ਆਇਤਾਕਾਰ ਟਿਊਬਾਂ
ਲੋਡ-ਬੇਅਰਿੰਗ ਢਾਂਚਿਆਂ ਅਤੇ ਖਿੜਕੀਆਂ ਅਤੇ ਦਰਵਾਜ਼ੇ ਦੇ ਫਰੇਮਾਂ ਲਈ।
ਅੰਡਾਕਾਰ ਅਤੇ ਸਮਤਲ ਟਿਊਬਾਂ
ਸਜਾਵਟੀ ਜਾਂ ਖਾਸ ਮਕੈਨੀਕਲ ਹਿੱਸਿਆਂ ਲਈ।
ਅਨੁਕੂਲਿਤ ਆਕਾਰ
ਡਿਜ਼ਾਈਨ ਜ਼ਰੂਰਤਾਂ ਦੇ ਅਨੁਸਾਰ ਨਿਰਮਿਤ, ਜਿਵੇਂ ਕਿ ਛੇ-ਭੁਜ ਅਤੇ ਹੋਰ ਆਕਾਰ ਦੀਆਂ ਟਿਊਬਾਂ।
ERW ਗੋਲ ਟਿਊਬਾਂ ਲਈ ਕੱਚਾ ਮਾਲ

ਕੱਚੇ ਮਾਲ ਦੀ ਤਿਆਰੀ: ਢੁਕਵੀਂ ਸਮੱਗਰੀ, ਚੌੜਾਈ ਅਤੇ ਕੰਧ ਦੀ ਮੋਟਾਈ ਵਾਲੇ ਸਟੀਲ ਕੋਇਲਾਂ ਨੂੰ ਚੁਣਿਆ ਜਾਂਦਾ ਹੈ, ਡੀਗ੍ਰੇਜ਼ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਡੀਕੰਟੈਮੀਨੇਟ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਅਤੇ ਸਕੇਲ ਕੀਤਾ ਜਾਂਦਾ ਹੈ।
ਬਣਾਉਣਾ: ਰੋਲਰਾਂ ਦੁਆਰਾ ਹੌਲੀ-ਹੌਲੀ ਇੱਕ ਟਿਊਬ ਦੇ ਆਕਾਰ ਵਿੱਚ ਮੋੜਨਾ, ਕਿਨਾਰਿਆਂ ਨੂੰ ਵੈਲਡਿੰਗ ਲਈ ਢੁਕਵੇਂ ਢੰਗ ਨਾਲ ਝੁਕਾਉਂਦੇ ਹੋਏ।
ਵੈਲਡਿੰਗ: ਸਟੀਲ ਸਟ੍ਰਿਪ ਦੇ ਕਿਨਾਰਿਆਂ ਨੂੰ ਉੱਚ-ਫ੍ਰੀਕੁਐਂਸੀ ਕਰੰਟ ਦੀ ਵਰਤੋਂ ਕਰਕੇ ਗਰਮ ਕੀਤਾ ਜਾਂਦਾ ਹੈ ਅਤੇ ਪ੍ਰੈਸ਼ਰ ਰੋਲਰਾਂ ਦੁਆਰਾ ਇੱਕ ਵੈਲਡ ਬਣਾਉਣ ਲਈ ਇਕੱਠੇ ਦਬਾਇਆ ਜਾਂਦਾ ਹੈ।
ਡੀਬਰਿੰਗ: ਟਿਊਬ ਦੀਆਂ ਅੰਦਰੂਨੀ ਅਤੇ ਬਾਹਰੀ ਸਤਹਾਂ ਨਿਰਵਿਘਨ ਹੋਣ ਨੂੰ ਯਕੀਨੀ ਬਣਾਉਣ ਲਈ ਵੈਲਡ ਸੀਮ ਦੇ ਬਾਹਰ ਨਿਕਲੇ ਹੋਏ ਹਿੱਸਿਆਂ ਨੂੰ ਹਟਾਓ।
ਗਰਮੀ ਦਾ ਇਲਾਜ: ਵੈਲਡ ਦੀ ਬਣਤਰ ਅਤੇ ਪਾਈਪ ਦੇ ਮਕੈਨੀਕਲ ਗੁਣਾਂ ਵਿੱਚ ਸੁਧਾਰ ਕਰੋ।
ਕੂਲਿੰਗ ਅਤੇ ਸਾਈਜ਼ਿੰਗ: ਠੰਡਾ ਹੋਣ ਤੋਂ ਬਾਅਦ, ਪਾਈਪ ਨੂੰ ਲੋੜ ਅਨੁਸਾਰ ਨਿਰਧਾਰਤ ਲੰਬਾਈ ਵਿੱਚ ਕੱਟਿਆ ਜਾਂਦਾ ਹੈ।
ਨਿਰੀਖਣ: ਗੁਣਵੱਤਾ ਮਿਆਰ ਨੂੰ ਪੂਰਾ ਕਰਦੀ ਹੈ ਇਹ ਯਕੀਨੀ ਬਣਾਉਣ ਲਈ ਗੈਰ-ਵਿਨਾਸ਼ਕਾਰੀ ਟੈਸਟਿੰਗ ਅਤੇ ਮਕੈਨੀਕਲ ਪ੍ਰਾਪਰਟੀ ਟੈਸਟਿੰਗ ਸ਼ਾਮਲ ਹੈ।
ਸਤਹ ਇਲਾਜ ਅਤੇ ਪੈਕੇਜਿੰਗ: ਖੋਰ ਪ੍ਰਤੀਰੋਧ ਨੂੰ ਵਧਾਉਣ ਲਈ ਪੇਂਟ, ਗੈਲਵਨਾਈਜ਼, 3PE, ਅਤੇ FBE ਟ੍ਰੀਟਮੈਂਟ, ਅਤੇ ਫਿਰ ਆਵਾਜਾਈ ਲਈ ਪੈਕ ਕੀਤਾ ਜਾਂਦਾ ਹੈ।
ERW ਗੋਲ ਟਿਊਬ ਦੀਆਂ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ
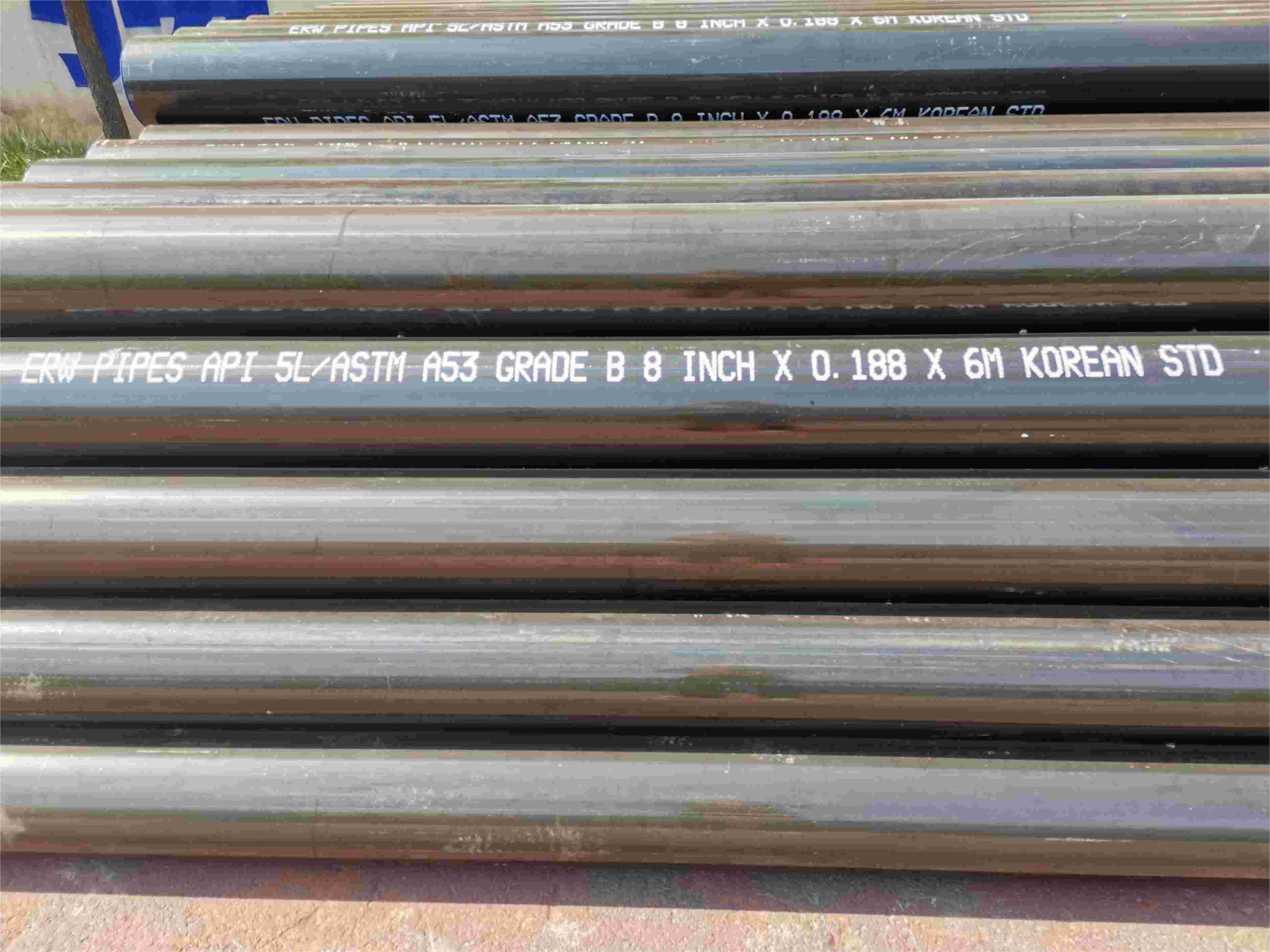
ਵੈਲਡ ਸੀਮ ਪਾਈਪ ਦੀ ਲੰਬਾਈ ਦੇ ਨਾਲ ਸਿੱਧੀ ਹੈ, ਸਪੱਸ਼ਟ ਨਹੀਂ, ਨਿਰਵਿਘਨ ਅਤੇ ਸਾਫ਼-ਸੁਥਰੀ ਦਿੱਖ ਵਾਲੀ ਹੈ।
ਤੇਜ਼ ਉਤਪਾਦਨ ਗਤੀ, ਉੱਚ ਪੱਧਰੀ ਆਟੋਮੇਸ਼ਨ।
ਉੱਚ ਲਾਗਤ-ਪ੍ਰਭਾਵਸ਼ਾਲੀਤਾ ਅਤੇ ਕੱਚੇ ਮਾਲ ਦੀ ਉੱਚ ਵਰਤੋਂ।
ਛੋਟੀ ਆਯਾਮੀ ਗਲਤੀ, ਸਖਤ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਦੇ ਅਨੁਸਾਰ।
ERW ਗੋਲ ਟਿਊਬਾਂ ਦੇ ਉਪਯੋਗ
ਤਰਲ ਪਦਾਰਥਾਂ ਦੀ ਢੋਆ-ਢੁਆਈ ਲਈ ਪਾਈਪਲਾਈਨਾਂ: ਪਾਣੀ, ਤੇਲ ਅਤੇ ਗੈਸ ਦੀ ਢੋਆ-ਢੁਆਈ ਲਈ।
ਢਾਂਚਾਗਤ ਵਰਤੋਂ: ਇਮਾਰਤ ਦੇ ਸਹਾਰੇ ਵਾਲੇ ਕਾਲਮ, ਪੁਲ, ਅਤੇ ਰੇਲਿੰਗ।
ਊਰਜਾ ਸਹੂਲਤਾਂ: ਪਾਵਰ ਲਾਈਨ ਸਪੋਰਟ ਅਤੇ ਵਿੰਡ ਟਾਵਰ।
ਹੀਟ ਐਕਸਚੇਂਜਰ ਅਤੇ ਕੂਲਿੰਗ ਸਿਸਟਮ: ਹੀਟ ਟ੍ਰਾਂਸਫਰ ਪਾਈਪਿੰਗ।

ERW ਗੋਲ ਪਾਈਪ ਲਾਗੂ ਕਰਨ ਦੇ ਮਿਆਰ
API 5L: ਗੈਸ, ਪਾਣੀ ਅਤੇ ਤੇਲ ਦੀ ਢੋਆ-ਢੁਆਈ ਲਈ ਪਾਈਪਿੰਗ ਪ੍ਰਣਾਲੀਆਂ ਵਿੱਚ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ।
ASTM A53: ਘੱਟ-ਦਬਾਅ ਵਾਲੇ ਤਰਲ ਪਦਾਰਥਾਂ ਲਈ ਵੈਲਡੇਡ ਅਤੇ ਸਹਿਜ ਸਟੀਲ ਟਿਊਬਾਂ।
ASTM A500: ਢਾਂਚਾਗਤ ਟਿਊਬਾਂ ਲਈ, ਜੋ ਇਮਾਰਤ ਅਤੇ ਮਕੈਨੀਕਲ ਢਾਂਚਿਆਂ ਵਿੱਚ ਵਿਆਪਕ ਤੌਰ 'ਤੇ ਵਰਤੀਆਂ ਜਾਂਦੀਆਂ ਹਨ।
EN 10219: ਠੰਡੇ-ਰੂਪ ਵਾਲੇ ਵੇਲਡਡ ਖੋਖਲੇ ਢਾਂਚਾਗਤ ਹਿੱਸਿਆਂ ਲਈ।
JIS G3444: ਆਮ ਢਾਂਚਾਗਤ ਵਰਤੋਂ ਲਈ ਕਾਰਬਨ ਸਟੀਲ ਪਾਈਪਾਂ ਲਈ ਤਕਨੀਕੀ ਜ਼ਰੂਰਤਾਂ ਨੂੰ ਦਰਸਾਉਂਦਾ ਹੈ।
JIS G3452: ਆਮ ਉਦੇਸ਼ਾਂ ਲਈ ਕਾਰਬਨ ਸਟੀਲ ਪਾਈਪਾਂ 'ਤੇ ਲਾਗੂ ਹੁੰਦਾ ਹੈ, ਜੋ ਮੁੱਖ ਤੌਰ 'ਤੇ ਘੱਟ-ਦਬਾਅ ਵਾਲੇ ਤਰਲ ਪਦਾਰਥਾਂ ਦੀ ਆਵਾਜਾਈ ਲਈ ਵਰਤੇ ਜਾਂਦੇ ਹਨ।
GB/T 3091-2015: ਘੱਟ-ਦਬਾਅ ਵਾਲੇ ਤਰਲ ਪਦਾਰਥਾਂ ਦੀ ਆਵਾਜਾਈ ਲਈ ਵੈਲਡੇਡ ਸਟੀਲ ਪਾਈਪ।
GB/T 13793-2016: ਸਟੀਲ ਪਾਈਪ ਵੇਲਡ ਕੀਤੇ ਠੰਡੇ-ਰੂਪ ਵਾਲੇ ਭਾਗ, ਢਾਂਚਾਗਤ ਪਾਈਪਾਂ ਲਈ ਢੁਕਵੇਂ।
AS/NZS 1163: ਢਾਂਚਾਗਤ ਉਦੇਸ਼ਾਂ ਲਈ ਠੰਡੇ-ਰੂਪ ਵਾਲੇ ਢਾਂਚਾਗਤ ਸਟੀਲ ਟਿਊਬਾਂ ਅਤੇ ਪ੍ਰੋਫਾਈਲਾਂ।
GOST 10704-91: ਇਲੈਕਟ੍ਰਿਕਲੀ ਵੇਲਡਡ ਸਟੀਲ ਪਾਈਪਾਂ ਲਈ ਤਕਨੀਕੀ ਜ਼ਰੂਰਤਾਂ।
GOST 10705-80: ਬਿਨਾਂ ਗਰਮੀ ਦੇ ਇਲਾਜ ਦੇ ਇਲੈਕਟ੍ਰਿਕਲੀ ਵੈਲਡੇਡ ਸਟੀਲ ਟਿਊਬਾਂ।
ਸਾਡੇ ਸੰਬੰਧਿਤ ਉਤਪਾਦ
ਅਸੀਂ ਚੀਨ ਦੇ ਮੋਹਰੀ ਵੈਲਡੇਡ ਕਾਰਬਨ ਸਟੀਲ ਪਾਈਪ ਅਤੇ ਸੀਮਲੈੱਸ ਸਟੀਲ ਪਾਈਪ ਨਿਰਮਾਤਾਵਾਂ ਅਤੇ ਸਪਲਾਇਰਾਂ ਵਿੱਚੋਂ ਇੱਕ ਹਾਂ, ਸਟਾਕ ਵਿੱਚ ਉੱਚ-ਗੁਣਵੱਤਾ ਵਾਲੇ ਸਟੀਲ ਪਾਈਪ ਦੀ ਇੱਕ ਵਿਸ਼ਾਲ ਸ਼੍ਰੇਣੀ ਦੇ ਨਾਲ, ਅਸੀਂ ਤੁਹਾਨੂੰ ਸਟੀਲ ਪਾਈਪ ਹੱਲਾਂ ਦੀ ਇੱਕ ਪੂਰੀ ਸ਼੍ਰੇਣੀ ਪ੍ਰਦਾਨ ਕਰਨ ਲਈ ਵਚਨਬੱਧ ਹਾਂ। ਹੋਰ ਉਤਪਾਦ ਵੇਰਵਿਆਂ ਲਈ, ਕਿਰਪਾ ਕਰਕੇ ਸਾਡੇ ਨਾਲ ਸੰਪਰਕ ਕਰਨ ਲਈ ਬੇਝਿਜਕ ਮਹਿਸੂਸ ਕਰੋ, ਅਸੀਂ ਤੁਹਾਡੀਆਂ ਜ਼ਰੂਰਤਾਂ ਲਈ ਸਭ ਤੋਂ ਵਧੀਆ ਸਟੀਲ ਪਾਈਪ ਵਿਕਲਪ ਲੱਭਣ ਵਿੱਚ ਤੁਹਾਡੀ ਮਦਦ ਕਰਨ ਦੀ ਉਮੀਦ ਕਰਦੇ ਹਾਂ!
ਟੈਗਸ: erw ਗੋਲ ਟਿਊਬ, erw ਟਿਊਬ, erw, ਸਪਲਾਇਰ, ਨਿਰਮਾਤਾ, ਫੈਕਟਰੀਆਂ, ਸਟਾਕਿਸਟ, ਕੰਪਨੀਆਂ, ਥੋਕ, ਖਰੀਦ, ਕੀਮਤ, ਹਵਾਲਾ, ਥੋਕ, ਵਿਕਰੀ ਲਈ, ਲਾਗਤ।
ਪੋਸਟ ਸਮਾਂ: ਅਪ੍ਰੈਲ-15-2024