




| LSAW ਸਟੀਲ ਪਾਈਪ ਲਈ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ | |
| 1. ਆਕਾਰ | 1) OD: 406mm-1500mm |
| 2) ਕੰਧ ਦੀ ਮੋਟਾਈ: 8mm-50mm | |
| 3) SCH20, SCH40, STD, XS, SCH80 | |
| 2. ਮਿਆਰੀ: | ਏਐਸਟੀਐਮ ਏ53, ਏਪੀਆਈ 5ਐਲ,EN10219,EN10210,ਏਐਸਟੀਐਮ ਏ252,ASTM A500 ਆਦਿ |
| 3. ਸਮੱਗਰੀ | ਏਐਸਟੀਐਮ ਏ 53 ਗ੍ਰ.ਬੀ,API 5L Gr.B,X42,X52,X60,X70,X80,S235JR,S355J0H, ਆਦਿ |
| 4. ਵਰਤੋਂ: | 1) ਘੱਟ ਦਬਾਅ ਵਾਲਾ ਤਰਲ, ਪਾਣੀ, ਗੈਸ, ਤੇਲ, ਲਾਈਨ ਪਾਈਪ |
| 2) ਢਾਂਚਾ ਪਾਈਪ, ਪਾਈਪ ਪਾਇਲਿੰਗ ਨਿਰਮਾਣ | |
| 3) ਵਾੜ, ਦਰਵਾਜ਼ੇ ਦੀ ਪਾਈਪ | |
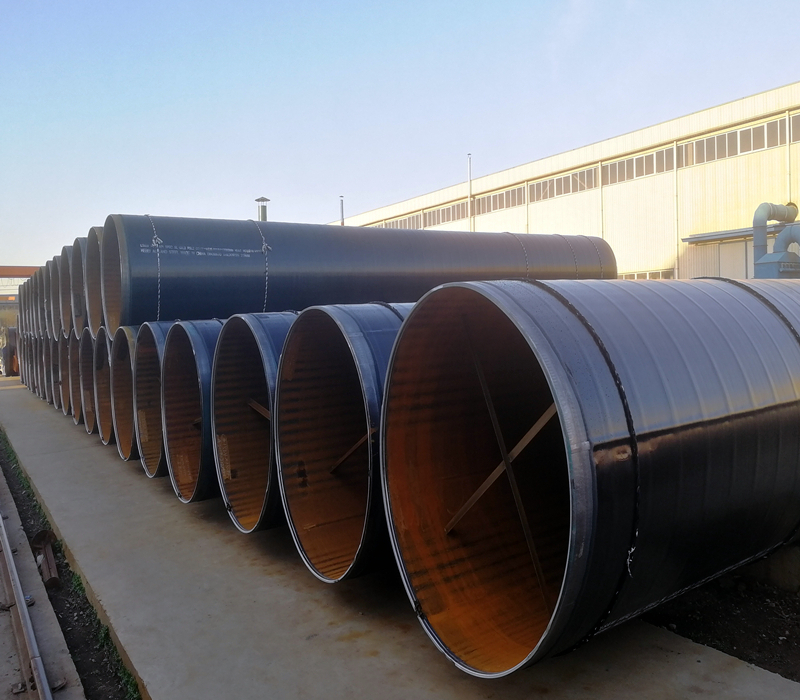
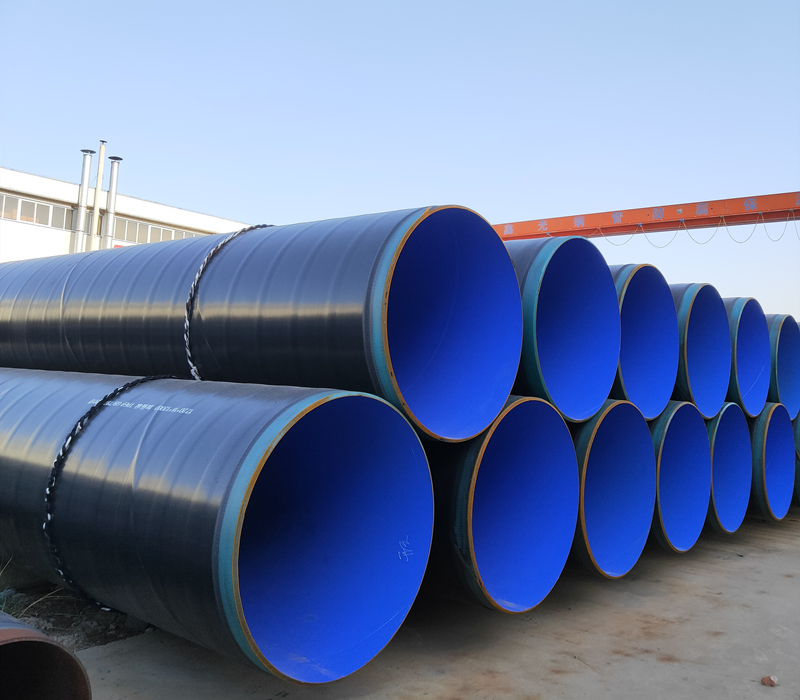
| 5.ਕੋਟਿੰਗ | 1) ਨੰਗੇ 2) ਕਾਲਾ ਪੇਂਟ ਕੀਤਾ (ਵਾਰਨਿਸ਼ ਕੋਟਿੰਗ) 3) ਗੈਲਵੇਨਾਈਜ਼ਡ 4) ਤੇਲ ਵਾਲਾ 5) PE, 3PE, FBE, ਕੋਮੋਸ਼ਨ ਰੋਧਕ ਕੋਟਿੰਗ, ਖੋਰ ਵਿਰੋਧੀ ਕੋਟਿੰਗ |
| 6. ਤਕਨੀਕ | ਲੰਬਕਾਰੀ ਵੈਲਡੇਡ ਸਟੀਲ ਪਾਈਪ |
| 7. ਨਿਰੀਖਣ: | ਹਾਈਡ ਰਾਉਲਿਕ ਟੈਸਟਿੰਗ, ਐਡੀ ਕਰੰਟ, ਆਰਟੀ, ਯੂਟੀ ਜਾਂ ਤੀਜੀ ਧਿਰ ਦੁਆਰਾ ਨਿਰੀਖਣ ਦੇ ਨਾਲ |
| 8. ਡਿਲੀਵਰੀ | ਕੰਟੇਨਰ, ਥੋਕ ਜਹਾਜ਼। |
| 9. ਸਾਡੀ ਗੁਣਵੱਤਾ ਬਾਰੇ: | 1) ਕੋਈ ਨੁਕਸਾਨ ਨਹੀਂ, ਕੋਈ ਝੁਕਿਆ ਨਹੀਂ 2) ਕੋਈ ਬੁਰਜ਼ ਜਾਂ ਤਿੱਖੇ ਕਿਨਾਰੇ ਨਹੀਂ ਅਤੇ ਕੋਈ ਸਕ੍ਰੈਪ ਨਹੀਂ 3) ਤੇਲ ਅਤੇ ਨਿਸ਼ਾਨ ਲਗਾਉਣ ਲਈ ਮੁਫ਼ਤ 4) ਸਾਰੇ ਸਾਮਾਨ ਦੀ ਸ਼ਿਪਮੈਂਟ ਤੋਂ ਪਹਿਲਾਂ ਤੀਜੀ ਧਿਰ ਦੇ ਨਿਰੀਖਣ ਦੁਆਰਾ ਜਾਂਚ ਕੀਤੀ ਜਾ ਸਕਦੀ ਹੈ। |

ਹਾਂਗ ਕਾਂਗ ਦਾ ਇੰਜੀਨੀਅਰਿੰਗ ਮਾਮਲਾ

ਕਤਰ ਦਾ ਇੰਜੀਨੀਅਰਿੰਗ ਮਾਮਲਾ

ਤੁਰਕੀ ਦਾ ਇੰਜੀਨੀਅਰਿੰਗ ਮਾਮਲਾ

LSAW ਪਾਈਪਫਿਲਰ ਵੈਲਡਿੰਗ, ਕਣ ਸੁਰੱਖਿਆ ਫਲਕਸ ਦੱਬੇ ਹੋਏ ਚਾਪ ਦੀ ਵਰਤੋਂ ਕਰਦੇ ਹੋਏ, ਡੁੱਬੀ ਹੋਈ ਚਾਪ ਵੈਲਡਿੰਗ ਤਕਨਾਲੋਜੀ ਨੂੰ ਅਪਣਾਉਂਦੀ ਹੈ।
LSAW, ਡੁੱਬੇ ਹੋਏ ਆਰਕ ਵੈਲਡੇਡ ਸਿੱਧੇ ਸੀਮ ਸਟੀਲ ਪਾਈਪ ਦਾ ਅੰਗਰੇਜ਼ੀ ਸੰਖੇਪ ਰੂਪ ਹੈ। ਡੁੱਬੇ ਹੋਏ ਆਰਕ ਵੈਲਡੇਡ ਸਿੱਧੇ ਸੀਮ ਸਟੀਲ ਪਾਈਪ ਦੀ ਉਤਪਾਦਨ ਪ੍ਰਕਿਰਿਆ ਵਿੱਚ JCOE ਫਾਰਮਿੰਗ ਤਕਨਾਲੋਜੀ, ਕੋਇਲ ਫਾਰਮਿੰਗ ਡੁੱਬੇ ਹੋਏ ਆਰਕ ਵੈਲਡਿੰਗ ਤਕਨਾਲੋਜੀ ਅਤੇ UOE ਫਾਰਮਿੰਗ ਤਕਨਾਲੋਜੀ ਸ਼ਾਮਲ ਹਨ।
ਲੌਂਗੀਟੂਡੀਨਲ ਸਬਮਰਜਡ-ਆਰਕ ਵੈਲਡੇਡ (LSAW) ਪਾਈਪ ਦੇ ਨਿਰਮਾਣ ਦੀ ਪ੍ਰਕਿਰਿਆ ਇਸ ਪ੍ਰਕਾਰ ਹੈ:
ਅਲਟਰਾਸੋਨਿਕ ਪਲੇਟ ਪ੍ਰੋਬਿੰਗ → ਐਜ ਮਿਲਿੰਗ → ਪ੍ਰੀ-ਬੈਂਡਿੰਗ → ਫਾਰਮਿੰਗ → ਪ੍ਰੀ-ਵੈਲਡਿੰਗ → ਅੰਦਰੂਨੀ ਵੈਲਡਿੰਗ → ਬਾਹਰੀ ਵੈਲਡਿੰਗ → ਅਲਟਰਾਸੋਨਿਕ ਨਿਰੀਖਣ → ਐਕਸ-ਰੇ ਨਿਰੀਖਣ → ਫੈਲਾਉਣਾ → ਹਾਈਡ੍ਰੌਲਿਕ ਟੈਸਟ → ਐਲ. ਚੈਂਫਰਿੰਗ → ਅਲਟਰਾਸੋਨਿਕ ਨਿਰੀਖਣ → ਐਕਸ-ਰੇ ਨਿਰੀਖਣ → ਟਿਊਬ ਦੇ ਸਿਰੇ 'ਤੇ ਚੁੰਬਕੀ ਕਣ ਨਿਰੀਖਣ

| ਟੈਨਸਾਈਲ ਲੋੜਾਂ | |||
| ਗ੍ਰੇਡ 1 | ਗ੍ਰੇਡ 2 | ਗ੍ਰੇਡ 3 | |
| ਟੈਨਸਾਈਲ ਤਾਕਤ, ਘੱਟੋ-ਘੱਟ, psi (MPa) | 50 000 (345) | 60 000 (415) | 66 000 (455) |
| ਉਪਜ ਬਿੰਦੂ ਜਾਂ ਉਪਜ ਤਾਕਤ, ਘੱਟੋ-ਘੱਟ, psi(MPa) | 30 000 (205) | 35 000 (240) | 45 000 (310) |
| %6 ਇੰਚ (7.9 ਮਿਲੀਮੀਟਰ) ਜਾਂ ਇਸ ਤੋਂ ਵੱਧ ਦੀ ਕੰਧ ਦੀ ਮੋਟਾਈ ਲਈ ਮੁੱਢਲੀ ਘੱਟੋ-ਘੱਟ ਲੰਬਾਈ: 8 ਇੰਚ (203.2 ਮਿਲੀਮੀਟਰ), ਘੱਟੋ-ਘੱਟ, % 2 ਇੰਚ (50.8 ਮਿਲੀਮੀਟਰ), ਘੱਟੋ-ਘੱਟ, % ਵਿੱਚ ਲੰਬਾਈ | 18 30 | 14 25 | ... 20 |
| %6 ਇੰਚ (7.9 ਮਿਲੀਮੀਟਰ) ਤੋਂ ਘੱਟ ਨਾਮਾਤਰ ਕੰਧ ਮੋਟਾਈ ਲਈ, ਹਰੇਕ Vzi - ਇੰਚ (0.8 ਮਿਲੀਮੀਟਰ) ਲਈ 2 ਇੰਚ (50.08 ਮਿਲੀਮੀਟਰ) ਵਿੱਚ ਮੂਲ ਘੱਟੋ-ਘੱਟ ਲੰਬਾਈ ਤੋਂ ਕਟੌਤੀ, ਪ੍ਰਤੀਸ਼ਤ ਅੰਕਾਂ ਵਿੱਚ %6 ਇੰਚ (7.9 ਮਿਲੀਮੀਟਰ) ਤੋਂ ਘੱਟ ਨਾਮਾਤਰ ਕੰਧ ਮੋਟਾਈ ਵਿੱਚ ਕਮੀ। | 1.5 ਏ | 1.25ਏ | 1.0A... |

ਹਾਈਡ੍ਰੋਸਟੈਟਿਕ ਟੈਸਟਿੰਗ

ਐਨਡੀਟੀ (ਆਰਟੀ) ਟੈਸਟਿੰਗ

NDT(UT) ਟੈਸਟਿੰਗ
ਝੁਕਣ ਦਾ ਟੈਸਟ—ਪਾਈਪ ਦੀ ਕਾਫ਼ੀ ਲੰਬਾਈ ਇੱਕ ਸਿਲੰਡਰ ਮੈਂਡਰਲ ਦੇ ਦੁਆਲੇ 90° ਤੱਕ ਠੰਡੇ ਮੋੜੇ ਹੋਏ ਹੋਣੀ ਚਾਹੀਦੀ ਹੈ।
ਫਲੈਟਨਿੰਗ ਟੈਸਟ-ਹਾਲਾਂਕਿ ਟੈਸਟਿੰਗ ਦੀ ਲੋੜ ਨਹੀਂ ਹੈ, ਪਾਈਪ ਫਲੈਟਨਿੰਗ ਟੈਸਟ ਦੀਆਂ ਜ਼ਰੂਰਤਾਂ ਨੂੰ ਪੂਰਾ ਕਰਨ ਦੇ ਯੋਗ ਹੋਣਾ ਚਾਹੀਦਾ ਹੈ।
ਹਾਈਡ੍ਰੋ-ਸਟੈਟਿਕ ਟੈਸਟ—ਇਜਾਜ਼ਤ ਤੋਂ ਇਲਾਵਾ, ਪਾਈਪ ਦੀ ਹਰੇਕ ਲੰਬਾਈ ਨੂੰ ਪਾਈਪ ਦੀਵਾਰ ਰਾਹੀਂ ਲੀਕੇਜ ਕੀਤੇ ਬਿਨਾਂ ਹਾਈਡ੍ਰੋ-ਸਟੈਟਿਕ ਟੈਸਟ ਦੇ ਅਧੀਨ ਕੀਤਾ ਜਾਵੇਗਾ।
ਗੈਰ-ਵਿਨਾਸ਼ਕਾਰੀ ਬਿਜਲੀ ਟੈਸਟ-ਹਾਈਡ੍ਰੋ-ਸਟੈਟਿਕ ਟੈਸਟ ਦੇ ਵਿਕਲਪ ਵਜੋਂ, ਹਰੇਕ ਪਾਈਪ ਦੇ ਪੂਰੇ ਸਰੀਰ ਦੀ ਜਾਂਚ ਇੱਕ ਗੈਰ-ਵਿਨਾਸ਼ਕਾਰੀ ਇਲੈਕਟ੍ਰਿਕ ਟੈਸਟ ਨਾਲ ਕੀਤੀ ਜਾਵੇਗੀ। ਜਿੱਥੇ ਗੈਰ-ਵਿਨਾਸ਼ਕਾਰੀ ਇਲੈਕਟ੍ਰਿਕ ਟੈਸਟ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਲੰਬਾਈਆਂ ਨੂੰ "NDE" ਅੱਖਰਾਂ ਨਾਲ ਚਿੰਨ੍ਹਿਤ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ।
ਅਲਟਰਾਸੋਨਿਕ ਟੈਸਟਿੰਗ
ਐਡੀ ਮੌਜੂਦਾ ਪ੍ਰੀਖਿਆ
ਨੰਗੀ ਪਾਈਪ, ਕਾਲੀ ਪਰਤ (ਅਨੁਕੂਲਿਤ);
ਦੋਵੇਂ ਸਿਰੇ ਐਂਡ ਪ੍ਰੋਟੈਕਟਰਾਂ ਨਾਲ;
ਸਾਦਾ ਸਿਰਾ, ਬੇਵਲ ਸਿਰਾ;
ਮਾਰਕਿੰਗ।




| ਬਾਹਰੀ ਵਿਆਸ | ਪਾਈਪਾਂ ਦੇ ਢੇਰਾਂ ਦਾ ਬਾਹਰੀ ਵਿਆਸ ਨਿਰਧਾਰਤ ਬਾਹਰੀ ਵਿਆਸ ਤੋਂ ±1% ਤੋਂ ਵੱਧ ਨਹੀਂ ਹੋਣਾ ਚਾਹੀਦਾ। | ||
| ਕੰਧ ਦੀ ਮੋਟਾਈ | ਕਿਸੇ ਵੀ ਬਿੰਦੂ 'ਤੇ ਕੰਧ ਦੀ ਮੋਟਾਈ ਨਿਰਧਾਰਤ ਨਾਮਾਤਰ ਕੰਧ ਮੋਟਾਈ ਤੋਂ 12.5% ਤੋਂ ਵੱਧ ਨਹੀਂ ਹੋਣੀ ਚਾਹੀਦੀ। | ||
| ਲੰਬਾਈਆਂ | ਪਾਈਪ ਦੇ ਢੇਰਾਂ ਨੂੰ ਸਿੰਗਲ ਰੈਂਡਮ ਲੰਬਾਈ, ਡਬਲ ਰੈਂਡਮ ਲੰਬਾਈ, ਜਾਂ ਖਰੀਦ ਆਰਡਰ ਵਿੱਚ ਦਰਸਾਏ ਅਨੁਸਾਰ ਇਕਸਾਰ ਲੰਬਾਈ ਵਿੱਚ, ਹੇਠ ਲਿਖੀਆਂ ਸੀਮਾਵਾਂ ਦੇ ਅਨੁਸਾਰ ਸਜਾਇਆ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ: | ਸਿੰਗਲ ਬੇਤਰਤੀਬ ਲੰਬਾਈਆਂ | 16 ਤੋਂ 25 ਫੁੱਟ (4.88 ਤੋਂ 7.62 ਮਿਲੀਮੀਟਰ), ਇੰਚ |
| ਡਬਲ ਬੇਤਰਤੀਬ ਲੰਬਾਈਆਂ | 25 ਫੁੱਟ (7.62 ਮੀਟਰ) ਤੋਂ ਵੱਧ ਅਤੇ ਘੱਟੋ-ਘੱਟ ਔਸਤ 35 ਫੁੱਟ (10.67 ਮੀਟਰ) | ||
| ਵਰਦੀ ਦੀ ਲੰਬਾਈ | ਲੰਬਾਈ ਜਿਵੇਂ ਕਿ ਨਿਰਧਾਰਤ ਕੀਤੀ ਗਈ ਹੈ, ±1 ਇੰਚ ਦੇ ਇੱਕ ਆਗਿਆਯੋਗ ਪਰਿਵਰਤਨ ਦੇ ਨਾਲ। | ||
| ਭਾਰ | ਪਾਈਪ ਦੇ ਢੇਰ ਦੀ ਹਰੇਕ ਲੰਬਾਈ ਨੂੰ ਵੱਖਰੇ ਤੌਰ 'ਤੇ ਤੋਲਿਆ ਜਾਵੇਗਾ ਅਤੇ ਇਸਦਾ ਭਾਰ ਇਸਦੇ ਸਿਧਾਂਤਕ ਭਾਰ ਤੋਂ 15% ਤੋਂ ਵੱਧ ਜਾਂ 5% ਤੋਂ ਘੱਟ ਨਹੀਂ ਹੋਣਾ ਚਾਹੀਦਾ, ਇਸਦੀ ਲੰਬਾਈ ਅਤੇ ਪ੍ਰਤੀ ਯੂਨਿਟ ਲੰਬਾਈ ਦੇ ਭਾਰ ਦੀ ਵਰਤੋਂ ਕਰਕੇ ਗਿਣਿਆ ਜਾਵੇਗਾ। | ||










