



EN 10219 S275J0H ਅਤੇ S275J2HEN 10219 ਦੇ ਅਨੁਸਾਰ ਗੈਰ-ਅਲਾਇਡ ਸਟੀਲ ਦੇ ਬਣੇ ਠੰਡੇ-ਰੂਪ ਵਾਲੇ ਵੈਲਡੇਡ ਢਾਂਚਾਗਤ ਖੋਖਲੇ ਭਾਗ ਹਨ।
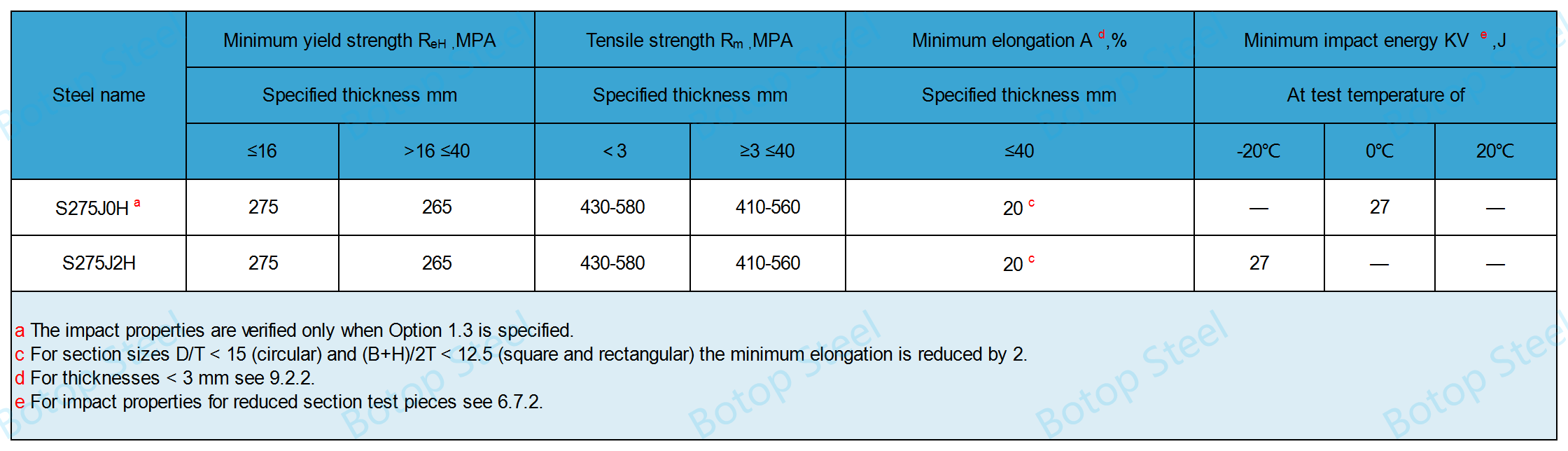
ਦੋਵਾਂ ਦੀ ਘੱਟੋ-ਘੱਟ ਉਪਜ ਸ਼ਕਤੀ 275MPa (ਕੰਧ ਦੀ ਮੋਟਾਈ ≤16mm) ਹੈ। ਮੁੱਖ ਅੰਤਰ ਪ੍ਰਭਾਵ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਵਿੱਚ ਹੈ: S275J0H ਵਿੱਚ 0°C 'ਤੇ ਘੱਟੋ-ਘੱਟ ਪ੍ਰਭਾਵ ਊਰਜਾ 27 J ਹੈ, ਜਦੋਂ ਕਿ S275J2H ਵਿੱਚ -20°C 'ਤੇ ਘੱਟੋ-ਘੱਟ ਪ੍ਰਭਾਵ ਊਰਜਾ 27 J ਹੈ।
ਹਲਕੇ ਭਾਰ ਵਾਲੇ ਇਮਾਰਤਾਂ ਅਤੇ ਇੰਜੀਨੀਅਰਿੰਗ ਢਾਂਚਿਆਂ ਵਿੱਚ ਐਪਲੀਕੇਸ਼ਨਾਂ ਲਈ ਢੁਕਵਾਂ।
BS EN 10219 ਯੂਕੇ ਦੁਆਰਾ ਅਪਣਾਇਆ ਗਿਆ ਯੂਰਪੀਅਨ ਸਟੈਂਡਰਡ EN 10219 ਹੈ।
ਕੰਧ ਦੀ ਮੋਟਾਈ ≤40mm, ਬਾਹਰੀ ਵਿਆਸ ≤2500mm।
CFCHS, ਕੋਲਡ-ਫਾਰਮਡ ਸਰਕੂਲਰ ਹੋਲੋ ਸੈਕਸ਼ਨ ਦਾ ਸੰਖੇਪ ਰੂਪ ਹੈ।
EN 10219 ਸਟੈਂਡਰਡ ਵੱਖ-ਵੱਖ ਵਰਤੋਂ ਦੀਆਂ ਜ਼ਰੂਰਤਾਂ ਦੇ ਅਨੁਸਾਰ ਗੋਲ, ਵਰਗ, ਆਇਤਾਕਾਰ ਅਤੇ ਅੰਡਾਕਾਰ ਸਮੇਤ ਖੋਖਲੇ ਢਾਂਚਾਗਤ ਸਟੀਲ ਆਕਾਰਾਂ ਦੀ ਇੱਕ ਵਿਸ਼ਾਲ ਸ਼੍ਰੇਣੀ ਨੂੰ ਕਵਰ ਕਰਦਾ ਹੈ।
ਬੋਟੋਪ ਸਟੀਲਉਦਯੋਗਿਕ ਐਪਲੀਕੇਸ਼ਨਾਂ ਦੀ ਇੱਕ ਵਿਸ਼ਾਲ ਸ਼੍ਰੇਣੀ ਦੇ ਅਨੁਕੂਲ ਵੱਖ-ਵੱਖ ਆਕਾਰਾਂ ਅਤੇ ਪ੍ਰਕਿਰਿਆਵਾਂ ਵਿੱਚ ਗੋਲ ਖੋਖਲੇ ਭਾਗ ਵਾਲੀਆਂ ਸਟੀਲ ਟਿਊਬਾਂ ਪ੍ਰਦਾਨ ਕਰਨ ਵਿੱਚ ਮਾਹਰ ਹੈ, ਇਹ ਯਕੀਨੀ ਬਣਾਉਂਦੇ ਹੋਏ ਕਿ ਸਾਡੇ ਗਾਹਕਾਂ ਦੀਆਂ ਖਾਸ ਜ਼ਰੂਰਤਾਂ ਪੂਰੀਆਂ ਕੀਤੀਆਂ ਜਾ ਸਕਣ।
2014 ਵਿੱਚ ਆਪਣੀ ਸਥਾਪਨਾ ਤੋਂ ਬਾਅਦ,ਬੋਟੋਪ ਸਟੀਲਉੱਤਰੀ ਚੀਨ ਵਿੱਚ ਕਾਰਬਨ ਸਟੀਲ ਪਾਈਪ ਦਾ ਇੱਕ ਪ੍ਰਮੁੱਖ ਸਪਲਾਇਰ ਬਣ ਗਿਆ ਹੈ, ਜੋ ਸ਼ਾਨਦਾਰ ਸੇਵਾ, ਉੱਚ-ਗੁਣਵੱਤਾ ਵਾਲੇ ਉਤਪਾਦਾਂ ਅਤੇ ਵਿਆਪਕ ਹੱਲਾਂ ਲਈ ਜਾਣਿਆ ਜਾਂਦਾ ਹੈ।
ਕੰਪਨੀ ਕਈ ਤਰ੍ਹਾਂ ਦੇ ਕਾਰਬਨ ਸਟੀਲ ਪਾਈਪ ਅਤੇ ਸੰਬੰਧਿਤ ਉਤਪਾਦ ਪੇਸ਼ ਕਰਦੀ ਹੈ, ਜਿਸ ਵਿੱਚ ਸ਼ਾਮਲ ਹਨਐਸਐਮਐਲਐਸ, ERW, ਐਲਐਸਏਡਬਲਯੂ, ਅਤੇਐਸਐਸਏਡਬਲਯੂਸਟੀਲ ਪਾਈਪ, ਨਾਲ ਹੀ ਪਾਈਪ ਫਿਟਿੰਗਾਂ ਅਤੇ ਫਲੈਂਜਾਂ ਦੀ ਇੱਕ ਪੂਰੀ ਲਾਈਨਅੱਪ। ਇਸਦੇ ਵਿਸ਼ੇਸ਼ ਉਤਪਾਦਾਂ ਵਿੱਚ ਉੱਚ-ਗ੍ਰੇਡ ਮਿਸ਼ਰਤ ਧਾਤ ਅਤੇ ਔਸਟੇਨੀਟਿਕ ਸਟੇਨਲੈਸ ਸਟੀਲ ਵੀ ਸ਼ਾਮਲ ਹਨ, ਜੋ ਵੱਖ-ਵੱਖ ਪਾਈਪਲਾਈਨ ਪ੍ਰੋਜੈਕਟਾਂ ਦੀਆਂ ਮੰਗਾਂ ਨੂੰ ਪੂਰਾ ਕਰਨ ਲਈ ਤਿਆਰ ਕੀਤੇ ਗਏ ਹਨ।
ਅਸੀਂ ਤੁਹਾਡੇ ਨਾਲ ਇੱਕ ਸਹਿਯੋਗੀ ਸਬੰਧ ਸਥਾਪਤ ਕਰਨ ਅਤੇ ਇਕੱਠੇ ਇੱਕ ਜਿੱਤ-ਜਿੱਤ ਭਵਿੱਖ ਬਣਾਉਣ ਦੀ ਉਮੀਦ ਕਰਦੇ ਹਾਂ।
ਠੰਡੇ-ਬਣਤਰ ਵਾਲੇ ਖੋਖਲੇ ਭਾਗਾਂ ਦੇ ਨਿਰਮਾਣ ਲਈ ਕੱਚਾ ਸਟੀਲ ਡੀਆਕਸੀਡਾਈਜ਼ਡ ਹੁੰਦਾ ਹੈ ਅਤੇ ਇਸਨੂੰ ਖਾਸ ਡਿਲੀਵਰੀ ਸ਼ਰਤਾਂ ਨੂੰ ਪੂਰਾ ਕਰਨਾ ਚਾਹੀਦਾ ਹੈ।
S275J0H ਅਤੇ S275J2H ਲਈ ਸੰਬੰਧਿਤ ਜ਼ਰੂਰਤਾਂ ਹਨFF(ਪੂਰੀ ਤਰ੍ਹਾਂ ਖਤਮ ਹੋਇਆ ਸਟੀਲ ਜਿਸ ਵਿੱਚ ਨਾਈਟ੍ਰੋਜਨ ਬਾਈਡਿੰਗ ਤੱਤ ਉਪਲਬਧ ਨਾਈਟ੍ਰੋਜਨ ਨੂੰ ਬੰਨ੍ਹਣ ਲਈ ਕਾਫ਼ੀ ਮਾਤਰਾ ਵਿੱਚ ਹੋਣ (ਜਿਵੇਂ ਕਿ ਘੱਟੋ-ਘੱਟ 0,020% ਕੁੱਲ Al ਜਾਂ 0,015% ਘੁਲਣਸ਼ੀਲ Al))।
ਡਿਲੀਵਰੀ ਸਥਿਤੀ: JR, J0, J2, ਅਤੇ K2 ਸਟੀਲ ਲਈ ਰੋਲਡ ਜਾਂ ਨਾਰਮਲਾਈਜ਼ਡ/ਨਾਰਮਲਾਈਜ਼ਡ ਰੋਲਡ (N)।
EN 10219 ਤੱਕ ਸਟੀਲ ਪਾਈਪ ਦੋਵਾਂ ਦੁਆਰਾ ਤਿਆਰ ਕੀਤੇ ਜਾ ਸਕਦੇ ਹਨERW(ਇਲੈਕਟ੍ਰੋ ਰੋਧਕ ਵੈਲਡਿੰਗ) ਅਤੇਸਵ(ਡੁਬਕੀ ਚਾਪ ਵੈਲਡਿੰਗ) ਨਿਰਮਾਣ ਪ੍ਰਕਿਰਿਆਵਾਂ।
ਦਾ ਉਤਪਾਦਨERW ਟਿਊਬਾਂਇਸਦਾ ਫਾਇਦਾ ਤੇਜ਼ ਅਤੇ ਮੁਕਾਬਲਤਨ ਵਧੇਰੇ ਕਿਫਾਇਤੀ ਹੈ ਅਤੇ ਇਸਨੂੰ ਅਕਸਰ ਉਹਨਾਂ ਪ੍ਰੋਜੈਕਟਾਂ ਲਈ ਚੁਣਿਆ ਜਾਂਦਾ ਹੈ ਜਿਨ੍ਹਾਂ ਲਈ ਵੱਡੇ ਪੱਧਰ 'ਤੇ ਉਤਪਾਦਨ ਅਤੇ ਉੱਚ ਲਾਗਤ-ਪ੍ਰਭਾਵ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ।
ERWਟਿਊਬਾਂ ਦੀ ਵਰਤੋਂ ਆਮ ਤੌਰ 'ਤੇ ਛੋਟੇ ਵਿਆਸ ਅਤੇ ਪਤਲੀ ਕੰਧ ਮੋਟਾਈ ਪੈਦਾ ਕਰਨ ਲਈ ਕੀਤੀ ਜਾਂਦੀ ਹੈ, ਜਦੋਂ ਕਿਸਵਟਿਊਬਾਂ ਵੱਡੇ ਵਿਆਸ ਅਤੇ ਮੋਟੀਆਂ ਕੰਧਾਂ ਲਈ ਵਧੇਰੇ ਢੁਕਵੀਆਂ ਹਨ। ਕਿਰਪਾ ਕਰਕੇ ਆਪਣੇ ਪ੍ਰੋਜੈਕਟ ਲਈ ਢੁਕਵੀਂ ਕਿਸਮ ਦੀ ਸਟੀਲ ਪਾਈਪ ਚੁਣੋ।

EN 10219 ਦੇ ਅਨੁਸਾਰ ਬਣਾਏ ਗਏ ERW ਪਾਈਪਾਂ ਨੂੰ ਆਮ ਤੌਰ 'ਤੇ ਅੰਦਰੂਨੀ ਵੈਲਡ ਟ੍ਰਿਮਿੰਗ ਦੀ ਲੋੜ ਨਹੀਂ ਹੁੰਦੀ।
ਇਹ ਇਸ ਲਈ ਹੈ ਕਿਉਂਕਿ EN 10219 ਟਿਊਬਾਂ ਮੁੱਖ ਤੌਰ 'ਤੇ ਢਾਂਚਾਗਤ ਐਪਲੀਕੇਸ਼ਨਾਂ ਵਿੱਚ ਵਰਤੀਆਂ ਜਾਂਦੀਆਂ ਹਨ, ਜਿਵੇਂ ਕਿ ਉਸਾਰੀ ਅਤੇ ਮਕੈਨੀਕਲ ਇੰਜੀਨੀਅਰਿੰਗ, ਜਿੱਥੇ ਵੈਲਡ ਦਿੱਖ ਲਈ ਲੋੜਾਂ ਆਮ ਤੌਰ 'ਤੇ ਦਬਾਅ ਵਾਲੇ ਜਹਾਜ਼ਾਂ ਜਾਂ ਉੱਚ-ਦਬਾਅ ਵਾਲੀਆਂ ਪਾਈਪਲਾਈਨਾਂ ਨਾਲੋਂ ਘੱਟ ਸਖ਼ਤ ਹੁੰਦੀਆਂ ਹਨ। ਇਸ ਲਈ, ਜਿੰਨਾ ਚਿਰ ਵੈਲਡ ਦੀ ਮਜ਼ਬੂਤੀ ਅਤੇ ਇਕਸਾਰਤਾ ਮਿਆਰ ਦੀਆਂ ਜ਼ਰੂਰਤਾਂ ਨੂੰ ਪੂਰਾ ਕਰਦੀ ਹੈ, ਅੰਦਰੂਨੀ ਵੈਲਡਾਂ ਨੂੰ ਵਾਧੂ ਟ੍ਰਿਮਿੰਗ ਤੋਂ ਬਿਨਾਂ ਵਰਤਿਆ ਜਾ ਸਕਦਾ ਹੈ।
ਕੋਈ ਵੀ ਬਾਅਦ ਵਿੱਚ ਗਰਮੀ ਦਾ ਇਲਾਜ ਨਹੀਂ ਕੀਤਾ ਜਾਂਦਾ, ਸਿਵਾਏ ਇਸਦੇ ਕਿ ਵੈਲਡ ਇੱਕ ਵੈਲਡੇਡ ਜਾਂ ਗਰਮੀ-ਇਲਾਜ ਵਾਲੀ ਸਥਿਤੀ ਵਿੱਚ ਹੋ ਸਕਦੀ ਹੈ।
ਕਾਸਟ ਵਿਸ਼ਲੇਸ਼ਣ (ਕੱਚੇ ਮਾਲ ਦੀ ਰਸਾਇਣਕ ਰਚਨਾ)
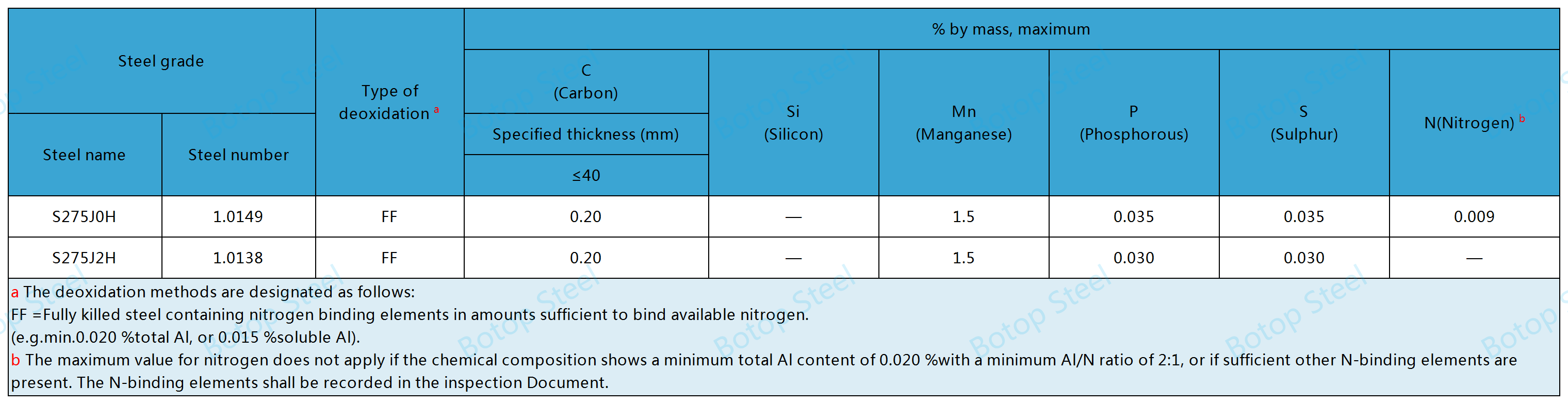
S275J0H ਅਤੇ S275J2H ਦੋਵਾਂ ਦਾ ਵੱਧ ਤੋਂ ਵੱਧ ਕਾਰਬਨ ਬਰਾਬਰ ਮੁੱਲ (CEV) 0.40% ਹੈ।
S725J0H ਅਤੇ S275J2H, ਜਿਨ੍ਹਾਂ ਦਾ ਵੱਧ ਤੋਂ ਵੱਧ 0.4% CEV ਹੈ, ਵੈਲਡਿੰਗ ਦੌਰਾਨ ਸਖ਼ਤ ਹੋਣ ਅਤੇ ਫਟਣ ਦੇ ਘੱਟ ਜੋਖਮ ਦੇ ਨਾਲ ਬਿਹਤਰ ਵੈਲਡਬਿਲਟੀ ਦਰਸਾਉਂਦੇ ਹਨ।
ਇਸਦੀ ਗਣਨਾ ਹੇਠ ਦਿੱਤੇ ਫਾਰਮੂਲੇ ਦੀ ਵਰਤੋਂ ਕਰਕੇ ਵੀ ਕੀਤੀ ਜਾ ਸਕਦੀ ਹੈ:
CEV = C + Mn/6 + (Cr + Mo + V)/5 + (Ni + Cu)/15.
ਉਤਪਾਦ ਵਿਸ਼ਲੇਸ਼ਣ (ਮੁਕੰਮਲ ਉਤਪਾਦਾਂ ਦੀ ਰਸਾਇਣਕ ਰਚਨਾ)
ਸਟੀਲ ਦੇ ਉਤਪਾਦਨ ਦੌਰਾਨ, ਰਸਾਇਣਕ ਰਚਨਾ ਕਈ ਕਾਰਨਾਂ ਕਰਕੇ ਬਦਲ ਸਕਦੀ ਹੈ, ਅਤੇ ਇਹ ਤਬਦੀਲੀਆਂ ਸਟੀਲ ਦੇ ਗੁਣਾਂ ਅਤੇ ਗੁਣਵੱਤਾ ਨੂੰ ਪ੍ਰਭਾਵਤ ਕਰ ਸਕਦੀਆਂ ਹਨ।

ਅੰਤਿਮ ਤਿਆਰ ਸਟੀਲ ਪਾਈਪ ਦੀ ਰਸਾਇਣਕ ਬਣਤਰ ਕਾਸਟਿੰਗ ਦੀ ਰਸਾਇਣਕ ਬਣਤਰ ਅਤੇ ਇਸਦੇ ਆਗਿਆਯੋਗ ਭਟਕਣ ਦੇ ਅਨੁਸਾਰ ਹੋਣੀ ਚਾਹੀਦੀ ਹੈ।
ਮਕੈਨੀਕਲ ਪ੍ਰਾਪਰਟੀ ਪੈਰਾਮੀਟਰਾਂ ਵਿੱਚ ਉਪਜ ਤਾਕਤ, ਤਣਾਅ ਸ਼ਕਤੀ, ਲੰਬਾਈ, ਅਤੇ ਪ੍ਰਭਾਵ ਸ਼ਕਤੀ ਸ਼ਾਮਲ ਹਨ।
580 ℃ ਤੋਂ ਵੱਧ ਜਾਂ ਇੱਕ ਘੰਟੇ ਤੋਂ ਵੱਧ ਸਮੇਂ ਲਈ ਤਣਾਅ ਤੋਂ ਰਾਹਤ ਪਾਉਣ ਵਾਲੀ ਐਨੀਲਿੰਗ ਨਾਲ ਮਕੈਨੀਕਲ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਵਿੱਚ ਗਿਰਾਵਟ ਆ ਸਕਦੀ ਹੈ।
ਨੋਟਸ:
ਜਦੋਂ ਨਿਰਧਾਰਤ ਮੋਟਾਈ <6mm ਹੁੰਦੀ ਹੈ ਤਾਂ ਪ੍ਰਭਾਵ ਜਾਂਚ ਦੀ ਲੋੜ ਨਹੀਂ ਹੁੰਦੀ।
JR ਅਤੇ J0 ਕੁਆਲਿਟੀ ਟਿਊਬਾਂ ਦੇ ਪ੍ਰਭਾਵ ਗੁਣਾਂ ਦੀ ਪੁਸ਼ਟੀ ਨਹੀਂ ਕੀਤੀ ਜਾਂਦੀ ਜਦੋਂ ਤੱਕ ਕਿ ਨਿਰਧਾਰਤ ਨਾ ਕੀਤਾ ਜਾਵੇ।
ERW ਸਟੀਲ ਪਾਈਪਾਂ ਵਿੱਚ EN 10219 ਵੈਲਡਾਂ ਦੀ ਜਾਂਚ ਹੇਠ ਲਿਖਿਆਂ ਵਿੱਚੋਂ ਇੱਕ ਦੀ ਚੋਣ ਕਰਕੇ ਕੀਤੀ ਜਾ ਸਕਦੀ ਹੈ।
EN 10246-3 ਤੋਂ ਸਵੀਕ੍ਰਿਤੀ ਪੱਧਰ E4 ਤੱਕ, ਇਸ ਅਪਵਾਦ ਦੇ ਨਾਲ ਕਿ ਘੁੰਮਣ ਵਾਲੀ ਟਿਊਬ/ਪੈਨਕੇਕ ਕੋਇਲ ਤਕਨੀਕ ਦੀ ਇਜਾਜ਼ਤ ਨਹੀਂ ਹੋਵੇਗੀ;
EN 10246-5 ਤੋਂ ਸਵੀਕ੍ਰਿਤੀ ਪੱਧਰ F5 ਤੱਕ;
EN 10246-8 ਤੋਂ ਸਵੀਕ੍ਰਿਤੀ ਪੱਧਰ U5 ਤੱਕ।
EN 10219 ਟਿਊਬਾਂ ਦੇ ਸਿਧਾਂਤਕ ਭਾਰ ਦੀ ਗਣਨਾ 7.85 kg/dm³ ਦੀ ਟਿਊਬ ਘਣਤਾ 'ਤੇ ਅਧਾਰਤ ਕੀਤੀ ਜਾ ਸਕਦੀ ਹੈ।
M=(DT)×T×0.02466
M ਪ੍ਰਤੀ ਯੂਨਿਟ ਲੰਬਾਈ ਦਾ ਪੁੰਜ ਹੈ;
D ਨਿਰਧਾਰਤ ਬਾਹਰੀ ਵਿਆਸ ਹੈ, ਇਕਾਈਆਂ mm ਵਿੱਚ;
T ਨਿਰਧਾਰਤ ਕੰਧ ਮੋਟਾਈ ਹੈ, ਇਕਾਈਆਂ mm ਵਿੱਚ।
ਆਕਾਰ, ਸਿੱਧੀ ਅਤੇ ਪੁੰਜ 'ਤੇ ਸਹਿਣਸ਼ੀਲਤਾ

ਸਹਿਣਸ਼ੀਲਤਾ ਲੰਬਾਈ

EN 10219 ਦੇ ਅਨੁਸਾਰ ਬਣਾਈਆਂ ਗਈਆਂ ਖੋਖਲੀਆਂ ਟਿਊਬਾਂ ਵੇਲਡ ਕਰਨ ਯੋਗ ਹਨ।
ਵੈਲਡਿੰਗ ਕਰਦੇ ਸਮੇਂ, ਵੈਲਡ ਜ਼ੋਨ ਵਿੱਚ ਕੋਲਡ ਕ੍ਰੈਕਿੰਗ ਮੁੱਖ ਜੋਖਮ ਹੁੰਦਾ ਹੈ ਕਿਉਂਕਿ ਉਤਪਾਦ ਦੀ ਮੋਟਾਈ, ਤਾਕਤ ਦਾ ਪੱਧਰ ਅਤੇ CEV ਵਧਦਾ ਹੈ। ਕੋਲਡ ਕ੍ਰੈਕਿੰਗ ਕਈ ਕਾਰਕਾਂ ਦੇ ਸੁਮੇਲ ਕਾਰਨ ਹੁੰਦੀ ਹੈ:
ਵੈਲਡ ਧਾਤ ਵਿੱਚ ਫੈਲਣ ਵਾਲੇ ਹਾਈਡ੍ਰੋਜਨ ਦੇ ਉੱਚ ਪੱਧਰ;
ਗਰਮੀ ਤੋਂ ਪ੍ਰਭਾਵਿਤ ਜ਼ੋਨ ਵਿੱਚ ਇੱਕ ਭੁਰਭੁਰਾ ਬਣਤਰ;
ਵੈਲਡੇਡ ਜੋੜ ਵਿੱਚ ਮਹੱਤਵਪੂਰਨ ਤਣਾਅਪੂਰਨ ਤਣਾਅ ਗਾੜ੍ਹਾਪਣ।
ਸਟੀਲ ਪਾਈਪ ਦੀ ਸਤ੍ਹਾ ਨਿਰਵਿਘਨ ਅਤੇ ਕਿਸੇ ਵੀ ਨੁਕਸ ਤੋਂ ਮੁਕਤ ਹੋਣੀ ਚਾਹੀਦੀ ਹੈ ਜੋ ਉਤਪਾਦ ਦੀ ਕਾਰਗੁਜ਼ਾਰੀ ਨੂੰ ਪ੍ਰਭਾਵਿਤ ਕਰੇ, ਜਿਵੇਂ ਕਿ ਤਰੇੜਾਂ, ਟੋਏ, ਖੁਰਚੀਆਂ, ਜਾਂ ਖੋਰ।
ਨਿਰਮਾਣ ਪ੍ਰਕਿਰਿਆ ਦੁਆਰਾ ਬਣਾਏ ਗਏ ਬੰਪ, ਗਰੂਵ, ਜਾਂ ਖੋਖਲੇ ਲੰਬਕਾਰੀ ਗਰੂਵ ਸਵੀਕਾਰਯੋਗ ਹਨ ਜਦੋਂ ਤੱਕ ਬਾਕੀ ਕੰਧ ਦੀ ਮੋਟਾਈ ਸਹਿਣਸ਼ੀਲਤਾ ਦੇ ਅੰਦਰ ਹੈ, ਨੁਕਸ ਨੂੰ ਪੀਸ ਕੇ ਦੂਰ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ, ਅਤੇ ਮੁਰੰਮਤ ਕੀਤੀ ਕੰਧ ਦੀ ਮੋਟਾਈ ਘੱਟੋ-ਘੱਟ ਮੋਟਾਈ ਦੀਆਂ ਜ਼ਰੂਰਤਾਂ ਨੂੰ ਪੂਰਾ ਕਰਦੀ ਹੈ।
ਬੋਟੋਪ ਸਟੀਲਇਹ ਨਾ ਸਿਰਫ਼ EN 10219 ਦੇ ਅਨੁਸਾਰ ਉੱਚ-ਗੁਣਵੱਤਾ ਵਾਲੀਆਂ ਸਟੀਲ ਟਿਊਬਾਂ ਦੀ ਪੇਸ਼ਕਸ਼ ਕਰਦਾ ਹੈ, ਸਗੋਂ ਇਹ ਵੱਖ-ਵੱਖ ਇੰਜੀਨੀਅਰਿੰਗ ਪ੍ਰੋਜੈਕਟਾਂ ਵਿੱਚ ਆਪਣੇ ਗਾਹਕਾਂ ਦੀਆਂ ਖਾਸ ਜ਼ਰੂਰਤਾਂ ਨੂੰ ਪੂਰਾ ਕਰਨ ਲਈ ਸਟੀਲ ਟਿਊਬਾਂ ਦੀ ਸਤ੍ਹਾ ਕੋਟਿੰਗ ਲਈ ਵਿਕਲਪਾਂ ਦੀ ਇੱਕ ਵਿਸ਼ਾਲ ਸ਼੍ਰੇਣੀ ਵੀ ਪੇਸ਼ ਕਰਦਾ ਹੈ। ਇਹ ਕੋਟਿੰਗਾਂ ਟਿਊਬਾਂ ਦੇ ਖੋਰ ਪ੍ਰਤੀਰੋਧ ਨੂੰ ਵਧਾਉਣ ਅਤੇ ਵਾਧੂ ਸੁਰੱਖਿਆ ਜੋੜਨ ਲਈ ਤਿਆਰ ਕੀਤੀਆਂ ਗਈਆਂ ਹਨ, ਇਸ ਤਰ੍ਹਾਂ ਉਹਨਾਂ ਦੀ ਸੇਵਾ ਜੀਵਨ ਨੂੰ ਵਧਾਉਂਦੀਆਂ ਹਨ।

ਹੌਟ-ਡਿਪ ਗੈਲਵਨਾਈਜ਼ਿੰਗ
3LPE (HDPE) ਕੋਟਿੰਗ

FBE ਕੋਟਿੰਗ

ਵਾਰਨਿਸ਼ ਕੋਟਿੰਗ

ਪੇਂਟ ਕੋਟਿੰਗ

ਸੀਮਿੰਟ ਵਜ਼ਨ ਕੋਟਿੰਗ
ਪੁਲ ਦੇ ਹਿੱਸੇ: ਪੁਲਾਂ ਵਿੱਚ ਵਰਤੇ ਜਾਣ ਵਾਲੇ ਗੈਰ-ਪ੍ਰਾਇਮਰੀ ਲੋਡ-ਬੇਅਰਿੰਗ ਢਾਂਚੇ, ਜਿਵੇਂ ਕਿ ਰੇਲਿੰਗ ਅਤੇ ਪੈਰਾਪੇਟ।
ਆਰਕੀਟੈਕਚਰਲ ਥੰਮ੍ਹ: ਇਮਾਰਤ ਅਤੇ ਸਿਵਲ ਇੰਜੀਨੀਅਰਿੰਗ ਵਿੱਚ ਵਰਤੇ ਜਾਣ ਵਾਲੇ ਸਪੋਰਟ ਕਾਲਮ ਅਤੇ ਬੀਮ।
ਪਾਈਪਿੰਗ ਸਿਸਟਮ: ਤਰਲ ਪਦਾਰਥਾਂ ਅਤੇ ਗੈਸਾਂ ਦੀ ਢੋਆ-ਢੁਆਈ ਲਈ ਪਾਈਪਿੰਗ, ਖਾਸ ਕਰਕੇ ਉਹਨਾਂ ਐਪਲੀਕੇਸ਼ਨਾਂ ਵਿੱਚ ਜਿਨ੍ਹਾਂ ਲਈ ਲਚਕਤਾ ਅਤੇ ਖੋਰ ਪ੍ਰਤੀਰੋਧ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ।
ਅਸਥਾਈ ਢਾਂਚੇ: ਉਸਾਰੀ ਅਤੇ ਇੰਜੀਨੀਅਰਿੰਗ ਸਾਈਟਾਂ ਲਈ ਢੁਕਵੇਂ ਅਸਥਾਈ ਸਹਾਰੇ ਅਤੇ ਫਰੇਮ।
ਇਹ ਐਪਲੀਕੇਸ਼ਨ ਹਲਕੇ ਪਰ ਸਥਿਰ ਢਾਂਚਿਆਂ ਦੀਆਂ ਜ਼ਰੂਰਤਾਂ ਨੂੰ ਪੂਰਾ ਕਰਨ ਲਈ S275J0H ਅਤੇ S275J2H ਦੀਆਂ ਸ਼ਾਨਦਾਰ ਮਕੈਨੀਕਲ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਅਤੇ ਵੈਲਡਬਿਲਟੀ ਦਾ ਫਾਇਦਾ ਉਠਾਉਂਦੇ ਹਨ।
ਏਐਸਟੀਐਮ ਏ 500:ਗੋਲ ਅਤੇ ਆਕਾਰਾਂ ਵਿੱਚ ਕੋਲਡ-ਫਾਰਮਡ ਵੈਲਡੇਡ ਅਤੇ ਸੀਮਲੈੱਸ ਕਾਰਬਨ ਸਟੀਲ ਸਟ੍ਰਕਚਰਲ ਟਿਊਬਿੰਗ ਲਈ ਮਿਆਰੀ ਨਿਰਧਾਰਨ।
ਏਐਸਟੀਐਮ ਏ 501: ਗਰਮ-ਰੂਪੀ ਵੈਲਡੇਡ ਅਤੇ ਸਹਿਜ ਕਾਰਬਨ ਸਟੀਲ ਸਟ੍ਰਕਚਰਲ ਟਿਊਬਿੰਗ ਲਈ ਮਿਆਰੀ ਨਿਰਧਾਰਨ।
EN 10210: ਗੈਰ-ਮਿਸ਼ਰਿਤ ਅਤੇ ਬਰੀਕ ਅਨਾਜ ਵਾਲੇ ਸਟੀਲ ਦੇ ਗਰਮ ਮੁਕੰਮਲ ਢਾਂਚਾਗਤ ਖੋਖਲੇ ਭਾਗ।
EN 10219: ਗੈਰ-ਅਲਾਇ ਅਤੇ ਬਰੀਕ ਅਨਾਜ ਵਾਲੇ ਸਟੀਲ ਦੇ ਠੰਡੇ ਬਣੇ ਵੇਲਡ ਵਾਲੇ ਢਾਂਚਾਗਤ ਖੋਖਲੇ ਭਾਗ।
ਜੇਆਈਐਸ ਜੀ 3466: ਆਮ ਬਣਤਰ ਲਈ ਕਾਰਬਨ ਸਟੀਲ ਵਰਗ ਅਤੇ ਆਇਤਾਕਾਰ ਟਿਊਬਾਂ।
ਏਐਸ/ਐਨਜ਼ੈਡਐਸ 1163: ਠੰਡੇ-ਰੂਪ ਵਾਲੇ ਢਾਂਚਾਗਤ ਸਟੀਲ ਦੇ ਖੋਖਲੇ ਭਾਗ।
ਇਹ ਮਿਆਰ ਦੁਨੀਆ ਭਰ ਵਿੱਚ ਵਿਆਪਕ ਤੌਰ 'ਤੇ ਵਰਤੇ ਜਾਂਦੇ ਹਨ, ਅਤੇ ਇਹ ਇਹ ਯਕੀਨੀ ਬਣਾਉਣ ਵਿੱਚ ਮਦਦ ਕਰਦੇ ਹਨ ਕਿ ਢਾਂਚਾਗਤ ਸਟੀਲ ਟਿਊਬਾਂ ਵੱਖ-ਵੱਖ ਇੰਜੀਨੀਅਰਿੰਗ ਐਪਲੀਕੇਸ਼ਨਾਂ ਵਿੱਚ ਉਮੀਦ ਕੀਤੇ ਪ੍ਰਦਰਸ਼ਨ ਮਾਪਦੰਡਾਂ ਨੂੰ ਪੂਰਾ ਕਰਦੀਆਂ ਹਨ। ਸਟੀਲ ਪਾਈਪ ਸਟੈਂਡਰਡ ਦੀ ਚੋਣ ਕਰਦੇ ਸਮੇਂ, ਇਸਦੀਆਂ ਖਾਸ ਐਪਲੀਕੇਸ਼ਨ ਜ਼ਰੂਰਤਾਂ, ਖੇਤਰੀ ਨਿਯਮਾਂ ਅਤੇ ਪ੍ਰਦਰਸ਼ਨ ਜ਼ਰੂਰਤਾਂ 'ਤੇ ਵਿਚਾਰ ਕਰਨਾ ਮਹੱਤਵਪੂਰਨ ਹੁੰਦਾ ਹੈ।
ASTM A252 GR.3 ਸਟ੍ਰਕਚਰਲ LSAW(JCOE) ਕਾਰਬਨ ਸਟੀਲ ਪਾਈਪ
BS EN10210 S275J0H LSAW(JCOE) ਸਟੀਲ ਪਾਈਪ
ASTM A671/A671M LSAW ਸਟੀਲ ਪਾਈਪ
ASTM A672 B60/B70/C60/C65/C70 LSAW ਕਾਰਬਨ ਸਟੀਲ ਪਾਈਪ
API 5L X65 PSL1/PSL 2 LSAW ਕਾਰਬਨ ਸਟੀਲ ਪਾਈਪ / API 5L ਗ੍ਰੇਡ X70 LSAW ਸਟੀਲ ਪਾਈਪ
EN10219 S355J0H ਸਟ੍ਰਕਚਰਲ LSAW(JCOE) ਸਟੀਲ ਪਾਈਪ











