



ਏਐਸਟੀਐਮ ਏ335 ਪੀ91, ਜਿਸਨੂੰASME SA335 P91, ਉੱਚ-ਤਾਪਮਾਨ ਸੇਵਾ ਲਈ ਇੱਕ ਸਹਿਜ ਫੇਰੀਟਿਕ ਅਲਾਏ ਸਟੀਲ ਪਾਈਪ ਹੈ, UNS ਨੰਬਰ K91560।
ਇਸ ਵਿੱਚ ਘੱਟੋ-ਘੱਟ585 MPa ਦੀ ਤਣਾਅ ਸ਼ਕਤੀ(85 ksi) ਅਤੇ ਘੱਟੋ-ਘੱਟ415 MPa ਦੀ ਉਪਜ ਤਾਕਤ(60 ਕਿਲੋਮੀਟਰ ਪ੍ਰਤੀ ਸਕਿੰਟ)।
ਪੀ91ਮੁੱਖ ਤੌਰ 'ਤੇ ਕ੍ਰੋਮੀਅਮ ਅਤੇ ਮੋਲੀਬਡੇਨਮ ਵਰਗੇ ਮਿਸ਼ਰਤ ਤੱਤ ਹੁੰਦੇ ਹਨ, ਅਤੇ ਕਈ ਤਰ੍ਹਾਂ ਦੇ ਹੋਰ ਮਿਸ਼ਰਤ ਤੱਤ ਸ਼ਾਮਲ ਕੀਤੇ ਜਾਂਦੇ ਹਨ, ਜੋ ਕਿਉੱਚ-ਮਿਸ਼ਰਿਤ ਸਟੀਲ, ਇਸ ਲਈ ਇਸ ਵਿੱਚ ਬਹੁਤ ਜ਼ਿਆਦਾ ਤਾਕਤ ਅਤੇ ਸ਼ਾਨਦਾਰ ਖੋਰ ਪ੍ਰਤੀਰੋਧ ਹੈ।
ਇਸ ਤੋਂ ਇਲਾਵਾ, P91 ਦੋ ਕਿਸਮਾਂ ਵਿੱਚ ਉਪਲਬਧ ਹੈ,ਕਿਸਮ 1ਅਤੇਕਿਸਮ 2, ਅਤੇ ਆਮ ਤੌਰ 'ਤੇ ਪਾਵਰ ਪਲਾਂਟਾਂ, ਰਿਫਾਇਨਰੀਆਂ, ਰਸਾਇਣਕ ਸਹੂਲਤਾਂ ਦੇ ਮਹੱਤਵਪੂਰਨ ਉਪਕਰਣਾਂ, ਅਤੇ ਉੱਚ-ਤਾਪਮਾਨ ਅਤੇ ਉੱਚ-ਦਬਾਅ ਵਾਲੇ ਵਾਤਾਵਰਣ ਵਿੱਚ ਪਾਈਪਿੰਗ ਵਿੱਚ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ।
P91 ਸਟੀਲ ਪਾਈਪ ਨੂੰ ਦੋ ਕਿਸਮਾਂ ਵਿੱਚ ਸ਼੍ਰੇਣੀਬੱਧ ਕੀਤਾ ਗਿਆ ਹੈ, ਟਾਈਪ 1 ਅਤੇ ਟਾਈਪ 2।
ਦੋਵੇਂ ਕਿਸਮਾਂ ਮਕੈਨੀਕਲ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਅਤੇ ਹੋਰ ਜ਼ਰੂਰਤਾਂ ਜਿਵੇਂ ਕਿ ਗਰਮੀ ਦੇ ਇਲਾਜ ਦੇ ਮਾਮਲੇ ਵਿੱਚ ਇੱਕੋ ਜਿਹੀਆਂ ਹਨ,ਰਸਾਇਣਕ ਬਣਤਰ ਅਤੇ ਖਾਸ ਐਪਲੀਕੇਸ਼ਨ ਫੋਕਸ ਵਿੱਚ ਮਾਮੂਲੀ ਅੰਤਰ ਦੇ ਨਾਲ.
ਰਸਾਇਣਕ ਰਚਨਾ: ਟਾਈਪ 1 ਦੇ ਮੁਕਾਬਲੇ, ਟਾਈਪ 2 ਦੀ ਰਸਾਇਣਕ ਰਚਨਾ ਵਧੇਰੇ ਸਖ਼ਤ ਹੈ ਅਤੇ ਇਸ ਵਿੱਚ ਬਿਹਤਰ ਗਰਮੀ ਅਤੇ ਖੋਰ ਪ੍ਰਤੀਰੋਧ ਪ੍ਰਦਾਨ ਕਰਨ ਲਈ ਵਧੇਰੇ ਮਿਸ਼ਰਤ ਤੱਤ ਹੁੰਦੇ ਹਨ।
ਐਪਲੀਕੇਸ਼ਨਾਂ: ਅਨੁਕੂਲਿਤ ਰਸਾਇਣਕ ਰਚਨਾ ਦੇ ਕਾਰਨ, ਟਾਈਪ 2 ਬਹੁਤ ਜ਼ਿਆਦਾ ਤਾਪਮਾਨਾਂ ਜਾਂ ਵਧੇਰੇ ਖਰਾਬ ਵਾਤਾਵਰਣਾਂ ਲਈ, ਜਾਂ ਉਹਨਾਂ ਐਪਲੀਕੇਸ਼ਨਾਂ ਵਿੱਚ ਜਿੱਥੇ ਉੱਚ ਤਾਕਤ ਅਤੇ ਟਿਕਾਊਤਾ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ, ਵਧੇਰੇ ਢੁਕਵਾਂ ਹੈ।
ASTM A335 ਸਟੀਲ ਪਾਈਪ ਹੋਣਾ ਚਾਹੀਦਾ ਹੈਸਹਿਜ.
ਸਹਿਜ ਨਿਰਮਾਣ ਪ੍ਰਕਿਰਿਆ ਨੂੰ ਇਹਨਾਂ ਵਿੱਚ ਸ਼੍ਰੇਣੀਬੱਧ ਕੀਤਾ ਗਿਆ ਹੈਗਰਮ ਫਿਨਿਸ਼ਅਤੇਠੰਡਾ ਖਿੱਚਿਆ ਹੋਇਆ.
ਹੇਠਾਂ ਗਰਮ ਫਿਨਿਸ਼ ਪ੍ਰਕਿਰਿਆ ਦਾ ਇੱਕ ਚਿੱਤਰ ਹੈ।

ਖਾਸ ਤੌਰ 'ਤੇ, P91, ਇੱਕ ਉੱਚ-ਅਲਾਇ ਸਟੀਲ ਪਾਈਪ, ਜੋ ਅਕਸਰ ਉੱਚ ਤਾਪਮਾਨ ਅਤੇ ਦਬਾਅ ਦੇ ਅਧੀਨ ਕਠੋਰ ਵਾਤਾਵਰਣ ਵਿੱਚ ਵਰਤੀ ਜਾਂਦੀ ਹੈ, ਸਹਿਜ ਸਟੀਲ ਪਾਈਪ ਇੱਕਸਾਰ ਤਣਾਅ ਵਾਲੀ ਹੁੰਦੀ ਹੈ ਅਤੇ ਇਸਨੂੰ ਮੋਟੀਆਂ-ਦੀਵਾਰਾਂ ਵਿੱਚ ਬਣਾਇਆ ਜਾ ਸਕਦਾ ਹੈ, ਇਸ ਤਰ੍ਹਾਂ ਉੱਚ ਸੁਰੱਖਿਆ ਅਤੇ ਬਿਹਤਰ ਲਾਗਤ-ਪ੍ਰਭਾਵ ਨੂੰ ਯਕੀਨੀ ਬਣਾਉਂਦਾ ਹੈ।
P91 ਪਾਈਪ ਦੇ ਸੂਖਮ ਢਾਂਚੇ ਨੂੰ ਅਨੁਕੂਲ ਬਣਾਉਣ, ਇਸਦੇ ਮਕੈਨੀਕਲ ਗੁਣਾਂ ਨੂੰ ਬਿਹਤਰ ਬਣਾਉਣ ਅਤੇ ਉੱਚ ਤਾਪਮਾਨ ਅਤੇ ਦਬਾਅ ਪ੍ਰਤੀ ਵਿਰੋਧ ਵਧਾਉਣ ਲਈ ਸਾਰੀਆਂ ਪਾਈਪਾਂ ਨੂੰ ਗਰਮੀ ਨਾਲ ਇਲਾਜ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ।
| ਗ੍ਰੇਡ | ਹੀਟ ਟ੍ਰੀਟ ਕਿਸਮ | ਤਾਪਮਾਨ ਨੂੰ ਆਮ ਬਣਾਉਣਾ | ਟੈਂਪਰਿੰਗ ਤਾਪਮਾਨ |
| P91 ਟਾਈਪ 1 ਅਤੇ ਟਾਈਪ 2 | ਆਮ ਬਣਾਉਣਾ ਅਤੇ ਗੁੱਸਾ ਕਰਨਾ ਜਾਂ | 1900 - 1975 ℉ [1040 - 1080 ℃] | 1350 ~ 1470 ℉ [730 - 800 ℃] |
| ਸ਼ਾਂਤ ਹੋਣਾ ਅਤੇ ਗੁੱਸਾ ਕਰਨਾ | 1900 - 1975 ℉ [1040 - 1080 ℃] | 1350 - 1470 ℉ [730 - 800 ℃] |
P91 ਟਾਈਪ 1 ਕੈਮੀਕਲ ਕੰਪੋਨੈਂਟਸ
| ਗ੍ਰੇਡ | ਰਚਨਾ, % | ||||||
| P91 ਕਿਸਮ 1 | C | Mn | P | S | Si | Cr | Mo |
| 0.08 - 0.12 | 0.30 - 0.60 | 0.020 ਅਧਿਕਤਮ | 0.010 ਅਧਿਕਤਮ | 0.20 - 0.50 | 8.00 - 9.50 | 0.85 - 1.05 | |
| V | N | Ni | Al | Nb | Ti | Zr | |
| 0.18 - 0.25 | 0.030 - 0.070 | 0.40 ਅਧਿਕਤਮ | 0.02 ਅਧਿਕਤਮ | 0.06 - 0.10 | 0.01 ਅਧਿਕਤਮ | 0.01 ਅਧਿਕਤਮ | |
P91 ਟਾਈਪ 2 ਕੈਮੀਕਲ ਕੰਪੋਨੈਂਟਸ
| ਗ੍ਰੇਡ | ਰਚਨਾ, % | ||||||
| P91 ਟਾਈਪ 2 ਉਤਪਾਦ ਰਸਾਇਣਕ ਹਿੱਸੇ | C | Mn | P | S | Si | Cr | Mo |
| 0.07 - 0.13 | 0.30 - 0.50 | 0.020 ਅਧਿਕਤਮ | 0.005 ਵੱਧ ਤੋਂ ਵੱਧ | 0.20 - 0.40 | 8.00 - 9.50 | 0.80 - 1.05 | |
| V | Ni | Al | N | N/Al ਅਨੁਪਾਤ | Nb | Ti | |
| 0.16 - 0.27 | 0.20 ਅਧਿਕਤਮ | 0.02 ਅਧਿਕਤਮ | 0.035 - 0.070 | ≥ 4.0 | 0.05 - 0.11 | 0.01 ਅਧਿਕਤਮ | |
| Zr | Sn | Sb | As | B | W | Cu | |
| 0.01 ਅਧਿਕਤਮ | 0.01 ਅਧਿਕਤਮ | 0.003 ਵੱਧ ਤੋਂ ਵੱਧ | 0.01 ਅਧਿਕਤਮ | 0.001 ਵੱਧ ਤੋਂ ਵੱਧ | 0.05 ਅਧਿਕਤਮ | 0.10 ਅਧਿਕਤਮ | |
ਉੱਪਰ ਦਿੱਤੀਆਂ ਦੋ ਤਸਵੀਰਾਂ ਨਾਲ, ਟਾਈਪ 1 ਅਤੇ ਟਾਈਪ 2 ਦੇ ਰਸਾਇਣਕ ਤੱਤਾਂ ਅਤੇ ਪਾਬੰਦੀਆਂ ਵਿਚਕਾਰ ਅੰਤਰ ਨੂੰ ਦੇਖਣਾ ਆਸਾਨ ਹੈ।
1. ਟੈਨਸਾਈਲ ਪ੍ਰਾਪਰਟੀ
ਟੈਂਸਿਲ ਟੈਸਟ ਆਮ ਤੌਰ 'ਤੇ ਮਾਪਣ ਲਈ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈਪੈਦਾਵਾਰ ਤਾਕਤ, ਲਚੀਲਾਪਨ, ਅਤੇਲੰਮਾਸਟੀਲ ਪਾਈਪ ਪ੍ਰਯੋਗਾਤਮਕ ਪ੍ਰੋਗਰਾਮ ਦਾ n, ਅਤੇ ਟੈਸਟ ਦੇ ਪਦਾਰਥਕ ਗੁਣਾਂ ਵਿੱਚ ਵਿਆਪਕ ਤੌਰ 'ਤੇ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ।
| P91 ਟਾਈਪ 1 ਅਤੇ ਟਾਈਪ 2 | |||
| ਲਚੀਲਾਪਨ | 85 ksi [585 MPa] ਮਿੰਟ | ||
| ਤਾਕਤ ਪੈਦਾ ਕਰੋ | 60 ksi [415 MPa] ਮਿੰਟ | ||
| ਲੰਬਾਈ | ਲੰਬਾਈ ਦੀਆਂ ਲੋੜਾਂ | ਲੰਬਕਾਰੀ | ਟ੍ਰਾਂਸਵਰਸ |
| 2 ਇੰਚ ਜਾਂ 50 ਮਿਲੀਮੀਟਰ, (ਜਾਂ 4D), ਘੱਟੋ-ਘੱਟ, % ਵਿੱਚ ਲੰਬਾਈ; ਕੰਧ ਲਈ 6 ਇੰਚ [8 ਮਿਲੀਮੀਟਰ] ਅਤੇ ਇਸ ਤੋਂ ਵੱਧ ਮੋਟਾਈ, ਸਟ੍ਰਿਪ ਟੈਸਟਾਂ, ਅਤੇ ਪੂਰੇ ਭਾਗ ਵਿੱਚ ਟੈਸਟ ਕੀਤੇ ਗਏ ਸਾਰੇ ਛੋਟੇ ਆਕਾਰਾਂ ਲਈ ਮੁੱਢਲੀ ਘੱਟੋ-ਘੱਟ ਲੰਬਾਈ | 20 | - | |
| ਜਦੋਂ ਸਟੈਂਡਰਡ ਗੋਲ 2-ਇੰਚ ਜਾਂ 50-ਮਿਲੀਮੀਟਰ ਗੇਜ ਲੰਬਾਈ ਜਾਂ ਅਨੁਪਾਤਕ ਤੌਰ 'ਤੇ ਛੋਟੇ ਆਕਾਰ ਦੇ ਨਮੂਨੇ ਦੀ ਵਰਤੋਂ ਕੀਤੀ ਜਾਂਦੀ ਹੈ ਜਿਸਦੀ ਗੇਜ ਲੰਬਾਈ 4D (ਵਿਆਸ ਦਾ 4 ਗੁਣਾ) ਦੇ ਬਰਾਬਰ ਹੋਵੇ | 20 | 13 | |
| ਸਟ੍ਰਿਪ ਟੈਸਟਾਂ ਲਈ, 5/16 ਇੰਚ [8 ਮਿਲੀਮੀਟਰ] ਤੋਂ ਘੱਟ ਕੰਧ ਦੀ ਮੋਟਾਈ ਵਿੱਚ ਹਰੇਕ 1/32 ਇੰਚ [0.8 ਮਿਲੀਮੀਟਰ] ਕਮੀ ਲਈ, ਹੇਠ ਲਿਖੇ ਪ੍ਰਤੀਸ਼ਤ ਬਿੰਦੂਆਂ ਦੀ ਮੂਲ ਘੱਟੋ-ਘੱਟ ਲੰਬਾਈ ਤੋਂ ਕਟੌਤੀ ਕੀਤੀ ਜਾਵੇਗੀ। | 1 | - | |
2. ਕਠੋਰਤਾ
ਕਈ ਤਰ੍ਹਾਂ ਦੇ ਕਠੋਰਤਾ ਟੈਸਟਿੰਗ ਤਰੀਕਿਆਂ ਦੀ ਵਰਤੋਂ ਕੀਤੀ ਜਾ ਸਕਦੀ ਹੈ, ਜਿਸ ਵਿੱਚ ਵਿਕਰਸ, ਬ੍ਰਿਨੇਲ ਅਤੇ ਰੌਕਵੈੱਲ ਸ਼ਾਮਲ ਹਨ।
| ਗ੍ਰੇਡ | ਬ੍ਰਿਨੇਲ | ਵਿਕਰਸ | ਰੌਕਵੈੱਲ |
| P91 ਟਾਈਪ 1 ਅਤੇ ਟਾਈਪ 2 | 190 - 250 ਐੱਚ.ਬੀ.ਡਬਲਯੂ. | 196 - 265 ਐੱਚ.ਵੀ. | 91 ਐਚਆਰਬੀਡਬਲਯੂ - 25 ਐਚਆਰਸੀ |
ਕੰਧ ਦੀ ਮੋਟਾਈ <0.065 ਇੰਚ [1.7 ਮਿਲੀਮੀਟਰ]: ਕਿਸੇ ਕਠੋਰਤਾ ਟੈਸਟ ਦੀ ਲੋੜ ਨਹੀਂ;
0.065 ਇੰਚ [1.7 ਮਿਲੀਮੀਟਰ] ≤ ਕੰਧ ਦੀ ਮੋਟਾਈ <0.200 ਇੰਚ [5.1 ਮਿਲੀਮੀਟਰ]: ਰੌਕਵੈੱਲ ਕਠੋਰਤਾ ਟੈਸਟ ਵਰਤਿਆ ਜਾਵੇਗਾ;
ਕੰਧ ਦੀ ਮੋਟਾਈ ≥ 0.200 ਇੰਚ [5.1 ਮਿਲੀਮੀਟਰ]: ਬ੍ਰਿਨੇਲ ਕਠੋਰਤਾ ਟੈਸਟ ਜਾਂ ਰੌਕਵੈੱਲ ਕਠੋਰਤਾ ਟੈਸਟ ਦੀ ਵਿਕਲਪਿਕ ਵਰਤੋਂ।
ਵਿਕਰਸ ਕਠੋਰਤਾ ਟੈਸਟ ਟਿਊਬਿੰਗ ਦੀਆਂ ਸਾਰੀਆਂ ਕੰਧਾਂ ਦੀ ਮੋਟਾਈ 'ਤੇ ਲਾਗੂ ਹੁੰਦਾ ਹੈ। ਟੈਸਟ ਵਿਧੀ E92 ਦੀਆਂ ਜ਼ਰੂਰਤਾਂ ਦੇ ਅਨੁਸਾਰ ਕੀਤੀ ਜਾਂਦੀ ਹੈ।
3. ਫਲੈਟਨਿੰਗ ਟੈਸਟ
ਪ੍ਰਯੋਗ ASTM A999 ਮਿਆਰ ਦੇ ਭਾਗ 20 ਦੇ ਅਨੁਸਾਰ ਕੀਤੇ ਜਾਣਗੇ।
4. ਮੋੜ ਟੈਸਟ
ਕਮਰੇ ਦੇ ਤਾਪਮਾਨ 'ਤੇ 180° ਮੋੜੋ, ਮੋੜੇ ਹੋਏ ਹਿੱਸੇ ਦੇ ਬਾਹਰ ਕੋਈ ਦਰਾੜ ਨਹੀਂ ਦਿਖਾਈ ਦੇਵੇਗੀ।
ਆਕਾਰ > NPS25 ਜਾਂ D/t ≥ 7.0: ਝੁਕਣ ਦਾ ਟੈਸਟ ਬਿਨਾਂ ਫਲੈਟਨਿੰਗ ਟੈਸਟ ਦੇ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ।
5. P91 ਵਿਕਲਪਿਕ ਪ੍ਰਯੋਗਾਤਮਕ ਪ੍ਰੋਗਰਾਮ
ਹੇਠ ਲਿਖੀਆਂ ਪ੍ਰਯੋਗਾਤਮਕ ਚੀਜ਼ਾਂ ਲੋੜੀਂਦੀਆਂ ਟੈਸਟ ਆਈਟਮਾਂ ਨਹੀਂ ਹਨ, ਜੇਕਰ ਜ਼ਰੂਰੀ ਹੋਵੇ ਤਾਂ ਗੱਲਬਾਤ ਦੁਆਰਾ ਨਿਰਧਾਰਤ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ।
S1: ਉਤਪਾਦ ਵਿਸ਼ਲੇਸ਼ਣ
S3: ਫਲੈਟਨਿੰਗ ਟੈਸਟ
S4: ਧਾਤ ਦੀ ਬਣਤਰ ਅਤੇ ਐਚਿੰਗ ਟੈਸਟ
S5: ਫੋਟੋਮਾਈਕ੍ਰੋਗ੍ਰਾਫ਼
S6: ਵਿਅਕਤੀਗਤ ਟੁਕੜਿਆਂ ਲਈ ਫੋਟੋਮਾਈਕ੍ਰੋਗ੍ਰਾਫ਼
S7: ਵਿਕਲਪਕ ਗਰਮੀ ਇਲਾਜ-ਗ੍ਰੇਡ P91 ਕਿਸਮ 1 ਅਤੇ ਕਿਸਮ 2
P91 ਹਾਈਡ੍ਰੋ ਟੈਸਟ ਹੇਠ ਲਿਖੀਆਂ ਜ਼ਰੂਰਤਾਂ ਦੀ ਪਾਲਣਾ ਕਰੇਗਾ।
ਬਾਹਰੀ ਵਿਆਸ>10 ਇੰਚ [250 ਮਿਲੀਮੀਟਰ] ਅਤੇ ਕੰਧ ਦੀ ਮੋਟਾਈ ≤ 0.75 ਇੰਚ [19 ਮਿਲੀਮੀਟਰ]: ਇਹ ਇੱਕ ਹਾਈਡ੍ਰੋਸਟੈਟਿਕ ਟੈਸਟ ਹੋਣਾ ਚਾਹੀਦਾ ਹੈ।
ਗੈਰ-ਵਿਨਾਸ਼ਕਾਰੀ ਬਿਜਲੀ ਜਾਂਚ ਲਈ ਹੋਰ ਆਕਾਰ।
ਫੈਰੀਟਿਕ ਅਲੌਏ ਸਟੀਲ ਅਤੇ ਸਟੇਨਲੈਸ ਸਟੀਲ ਟਿਊਬਾਂ ਲਈ, ਕੰਧ ਨੂੰ ਘੱਟ ਤੋਂ ਘੱਟ ਦਬਾਅ ਦਿੱਤਾ ਜਾਂਦਾ ਹੈਨਿਰਧਾਰਤ ਘੱਟੋ-ਘੱਟ ਉਪਜ ਤਾਕਤ ਦਾ 60%.
ਹਾਈਡ੍ਰੋ ਟੈਸਟ ਪ੍ਰੈਸ਼ਰ ਘੱਟੋ-ਘੱਟ ਲਈ ਬਣਾਈ ਰੱਖਿਆ ਜਾਵੇਗਾ 5sਲੀਕੇਜ ਜਾਂ ਹੋਰ ਨੁਕਸ ਤੋਂ ਬਿਨਾਂ।
ਹਾਈਡ੍ਰੌਲਿਕ ਦਬਾਅਫਾਰਮੂਲੇ ਦੀ ਵਰਤੋਂ ਕਰਕੇ ਗਣਨਾ ਕੀਤੀ ਜਾ ਸਕਦੀ ਹੈ:
ਪੀ = 2 ਸਟ/ਡੀ
P= psi [MPa] ਵਿੱਚ ਹਾਈਡ੍ਰੋਸਟੈਟਿਕ ਟੈਸਟ ਦਬਾਅ;
S = ਪਾਈਪ ਵਾਲ ਸਟ੍ਰੈੱਸ psi ਜਾਂ [MPa] ਵਿੱਚ;
t = ਨਿਰਧਾਰਤ ਕੰਧ ਮੋਟਾਈ, ਨਿਰਧਾਰਤ ANSI ਸ਼ਡਿਊਲ ਨੰਬਰ ਦੇ ਅਨੁਸਾਰ ਨਾਮਾਤਰ ਕੰਧ ਮੋਟਾਈ ਜਾਂ ਨਿਰਧਾਰਤ ਘੱਟੋ-ਘੱਟ ਕੰਧ ਮੋਟਾਈ ਦਾ 1.143 ਗੁਣਾ, ਇੰਚ [mm];
D = ਨਿਰਧਾਰਤ ਬਾਹਰੀ ਵਿਆਸ, ਨਿਰਧਾਰਤ ANSI ਪਾਈਪ ਆਕਾਰ ਦੇ ਅਨੁਸਾਰੀ ਬਾਹਰੀ ਵਿਆਸ, ਜਾਂ ਬਾਹਰੀ ਵਿਆਸ ਦੀ ਗਣਨਾ ਨਿਰਧਾਰਤ ਅੰਦਰੂਨੀ ਵਿਆਸ ਵਿੱਚ 2t (ਉੱਪਰ ਪਰਿਭਾਸ਼ਿਤ ਕੀਤੇ ਅਨੁਸਾਰ) ਜੋੜ ਕੇ ਕੀਤੀ ਜਾਂਦੀ ਹੈ, ਇੰਚ [mm]।
P91 ਪਾਈਪ ਦੀ ਜਾਂਚ E213 ਟੈਸਟ ਵਿਧੀ ਦੁਆਰਾ ਕੀਤੀ ਜਾਂਦੀ ਹੈ। E213 ਸਟੈਂਡਰਡ ਮੁੱਖ ਤੌਰ 'ਤੇ ਅਲਟਰਾਸੋਨਿਕ ਟੈਸਟਿੰਗ (UT) ਨਾਲ ਸਬੰਧਤ ਹੈ।
ਜੇਕਰ ਕ੍ਰਮ ਵਿੱਚ ਖਾਸ ਤੌਰ 'ਤੇ ਦਰਸਾਇਆ ਗਿਆ ਹੈ, ਤਾਂ ਇਸਦੀ ਜਾਂਚ E309 ਜਾਂ E570 ਟੈਸਟ ਵਿਧੀ ਅਨੁਸਾਰ ਵੀ ਕੀਤੀ ਜਾ ਸਕਦੀ ਹੈ।
E309 ਸਟੈਂਡਰਡ ਆਮ ਤੌਰ 'ਤੇ ਇਲੈਕਟ੍ਰੋਮੈਗਨੈਟਿਕ (ਐਡੀ ਕਰੰਟ) ਨਿਰੀਖਣ ਨਾਲ ਸੰਬੰਧਿਤ ਹੈ, ਜਦੋਂ ਕਿ E570 ਇੱਕ ਨਿਰੀਖਣ ਵਿਧੀ ਹੈ ਜਿਸ ਵਿੱਚ ਐਡੀ ਕਰੰਟ ਐਰੇ ਸ਼ਾਮਲ ਹੁੰਦੇ ਹਨ।
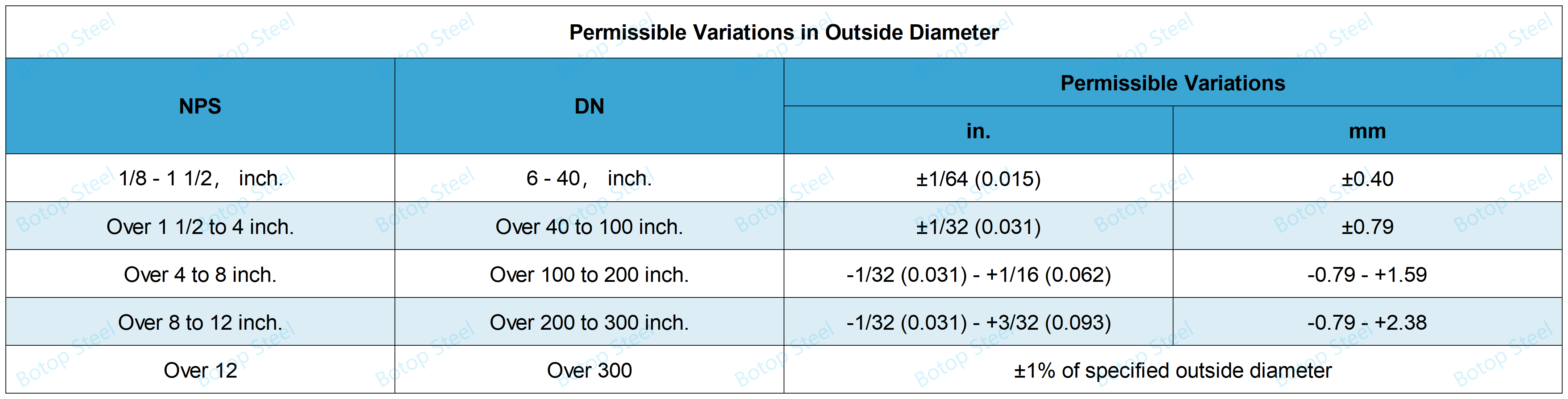
ਵਿਆਸ ਵਿੱਚ ਮਨਜ਼ੂਰ ਭਿੰਨਤਾਵਾਂ
ਆਰਡਰ ਕੀਤੇ ਪਾਈਪ ਲਈਅੰਦਰਲਾ ਵਿਆਸ, ਅੰਦਰਲਾ ਵਿਆਸ ਨਿਰਧਾਰਤ ਅੰਦਰੂਨੀ ਵਿਆਸ ਤੋਂ ±1% ਤੋਂ ਵੱਧ ਨਹੀਂ ਹੋਵੇਗਾ।
ਟਿਊਬਿੰਗ ਆਰਡਰ ਕੀਤੀ ਗਈNPS [DN] ਜਾਂ ਬਾਹਰੀ ਵਿਆਸਹੇਠਾਂ ਦਿੱਤੀਆਂ ਸਾਰਣੀਆਂ ਵਿੱਚ ਦੱਸੇ ਗਏ ਵਿਆਸ ਤੋਂ ਬਾਹਰੀ ਵਿਆਸ ਵਿੱਚ ਜ਼ਿਆਦਾ ਅੰਤਰ ਨਹੀਂ ਹੋਣਾ ਚਾਹੀਦਾ।
ਕੰਧ ਦੀ ਮੋਟਾਈ ਵਿੱਚ ਮਨਜ਼ੂਰ ਭਿੰਨਤਾਵਾਂ
ਕੰਧ ਦੀ ਮੋਟਾਈ ਦੇ ਮਾਪ ਮਕੈਨੀਕਲ ਕੈਲੀਪਰਾਂ ਜਾਂ ਢੁਕਵੀਂ ਸ਼ੁੱਧਤਾ ਵਾਲੇ ਸਹੀ ਢੰਗ ਨਾਲ ਕੈਲੀਬਰੇਟ ਕੀਤੇ ਗੈਰ-ਵਿਨਾਸ਼ਕਾਰੀ ਟੈਸਟਿੰਗ ਯੰਤਰਾਂ ਦੀ ਵਰਤੋਂ ਕਰਕੇ ਕੀਤੇ ਜਾਣਗੇ। ਵਿਵਾਦ ਦੀ ਸਥਿਤੀ ਵਿੱਚ, ਮਕੈਨੀਕਲ ਕੈਲੀਪਰਾਂ ਦੀ ਵਰਤੋਂ ਕਰਕੇ ਨਿਰਧਾਰਤ ਮਾਪ ਪ੍ਰਬਲ ਹੋਵੇਗਾ।
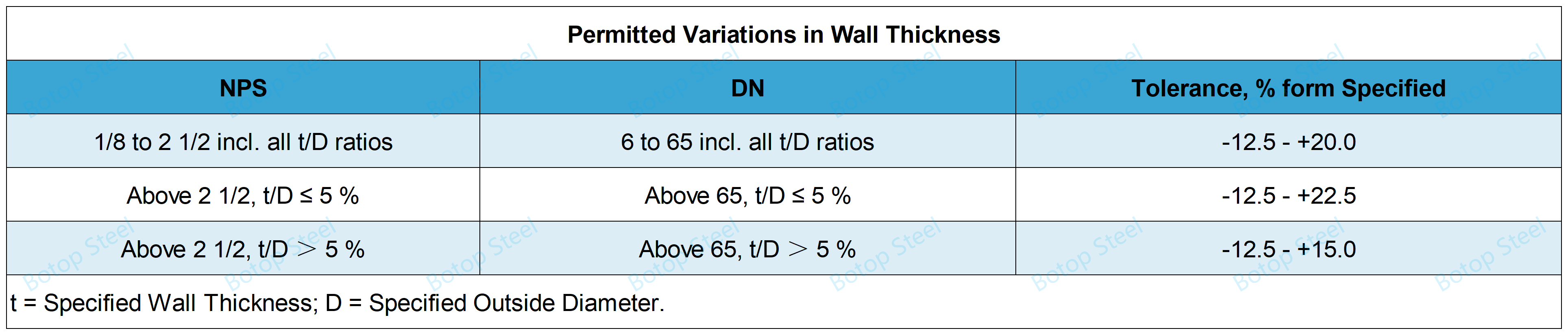
NPS [DN] ਦੁਆਰਾ ਆਰਡਰ ਕੀਤੇ ਪਾਈਪ ਲਈ ਇਸ ਲੋੜ ਦੀ ਪਾਲਣਾ ਲਈ ਨਿਰੀਖਣ ਲਈ ਘੱਟੋ-ਘੱਟ ਕੰਧ ਦੀ ਮੋਟਾਈ ਅਤੇ ਬਾਹਰੀ ਵਿਆਸ ਅਤੇ ਸ਼ਡਿਊਲ ਨੰਬਰ ਦਿਖਾਇਆ ਗਿਆ ਹੈ।ASME B36.10M.
ਨੁਕਸ
ਸਤਹ ਦੀਆਂ ਕਮੀਆਂ ਨੂੰ ਨੁਕਸ ਮੰਨਿਆ ਜਾਂਦਾ ਹੈ ਜੇਕਰ ਉਹ ਕੰਧ ਦੀ ਮੋਟਾਈ ਦੇ 12.5% ਤੋਂ ਵੱਧ ਜਾਂ ਘੱਟੋ-ਘੱਟ ਕੰਧ ਦੀ ਮੋਟਾਈ ਤੋਂ ਵੱਧ ਹੋਣ।
ਕਮੀਆਂ
ਮਕੈਨੀਕਲ ਨਿਸ਼ਾਨ, ਘਬਰਾਹਟ, ਅਤੇ ਟੋਏ, ਜਿਨ੍ਹਾਂ ਵਿੱਚੋਂ ਕੋਈ ਵੀ ਕਮੀਆਂ 1/16 ਇੰਚ [1.6 ਮਿਲੀਮੀਟਰ] ਤੋਂ ਡੂੰਘੀਆਂ ਹਨ।
ਨਿਸ਼ਾਨ ਅਤੇ ਘਬਰਾਹਟ ਨੂੰ ਕੇਬਲ ਦੇ ਨਿਸ਼ਾਨ, ਡੰਗ, ਗਾਈਡ ਦੇ ਨਿਸ਼ਾਨ, ਰੋਲ ਦੇ ਨਿਸ਼ਾਨ, ਬਾਲ ਦੇ ਸਕ੍ਰੈਚ, ਸਕੋਰ, ਡਾਈ ਦੇ ਨਿਸ਼ਾਨ, ਅਤੇ ਇਸ ਤਰ੍ਹਾਂ ਦੇ ਹੋਰ ਨਿਸ਼ਾਨਾਂ ਵਜੋਂ ਪਰਿਭਾਸ਼ਿਤ ਕੀਤਾ ਗਿਆ ਹੈ।
ਮੁਰੰਮਤ
ਪੀਸ ਕੇ ਨੁਕਸ ਦੂਰ ਕੀਤੇ ਜਾ ਸਕਦੇ ਹਨ, ਬਸ਼ਰਤੇ ਕਿ ਬਾਕੀ ਬਚੀ ਕੰਧ ਦੀ ਮੋਟਾਈ ਘੱਟੋ-ਘੱਟ ਕੰਧ ਦੀ ਮੋਟਾਈ ਤੋਂ ਘੱਟ ਨਾ ਹੋਵੇ।
ਮੁਰੰਮਤ ਵੈਲਡਿੰਗ ਦੁਆਰਾ ਵੀ ਕੀਤੀ ਜਾ ਸਕਦੀ ਹੈ ਪਰ ਇਸਨੂੰ A999 ਦੀਆਂ ਸੰਬੰਧਿਤ ਜ਼ਰੂਰਤਾਂ ਦੀ ਪਾਲਣਾ ਕਰਨੀ ਚਾਹੀਦੀ ਹੈ।
P91 ਵਿੱਚ ਸਾਰੇ ਮੁਰੰਮਤ ਵੈਲਡ ਹੇਠ ਲਿਖੀਆਂ ਵੈਲਡਿੰਗ ਪ੍ਰਕਿਰਿਆਵਾਂ ਅਤੇ ਖਪਤਕਾਰਾਂ ਵਿੱਚੋਂ ਇੱਕ ਨਾਲ ਬਣਾਏ ਜਾਣੇ ਚਾਹੀਦੇ ਹਨ: SMAW, A5.5/A5.5M E90XX-B9:SAW, A5.23/A5.23M EB9 + ਨਿਰਪੱਖ ਫਲਕਸ; GTAW, A5.28/A5.28M ER90S-B9; ਅਤੇ FCAW A5.29/A5.29M E91TI-B9। ਇਸ ਤੋਂ ਇਲਾਵਾ, P91 ਕਿਸਮ 1 ਅਤੇ ਕਿਸਮ 2 ਦੀ ਮੁਰੰਮਤ ਲਈ ਵਰਤੇ ਜਾਣ ਵਾਲੇ ਸਾਰੇ ਵੈਲਡਿੰਗ ਖਪਤਕਾਰਾਂ ਦੀ Ni+Mn ਸਮੱਗਰੀ ਦਾ ਜੋੜ 1.0% ਤੋਂ ਵੱਧ ਨਹੀਂ ਹੋਣਾ ਚਾਹੀਦਾ।
ਵੈਲਡ ਮੁਰੰਮਤ ਤੋਂ ਬਾਅਦ P91 ਪਾਈਪ ਨੂੰ 1350-1470 °F [730-800 °C] 'ਤੇ ਹੀਟ ਟ੍ਰੀਟ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ।
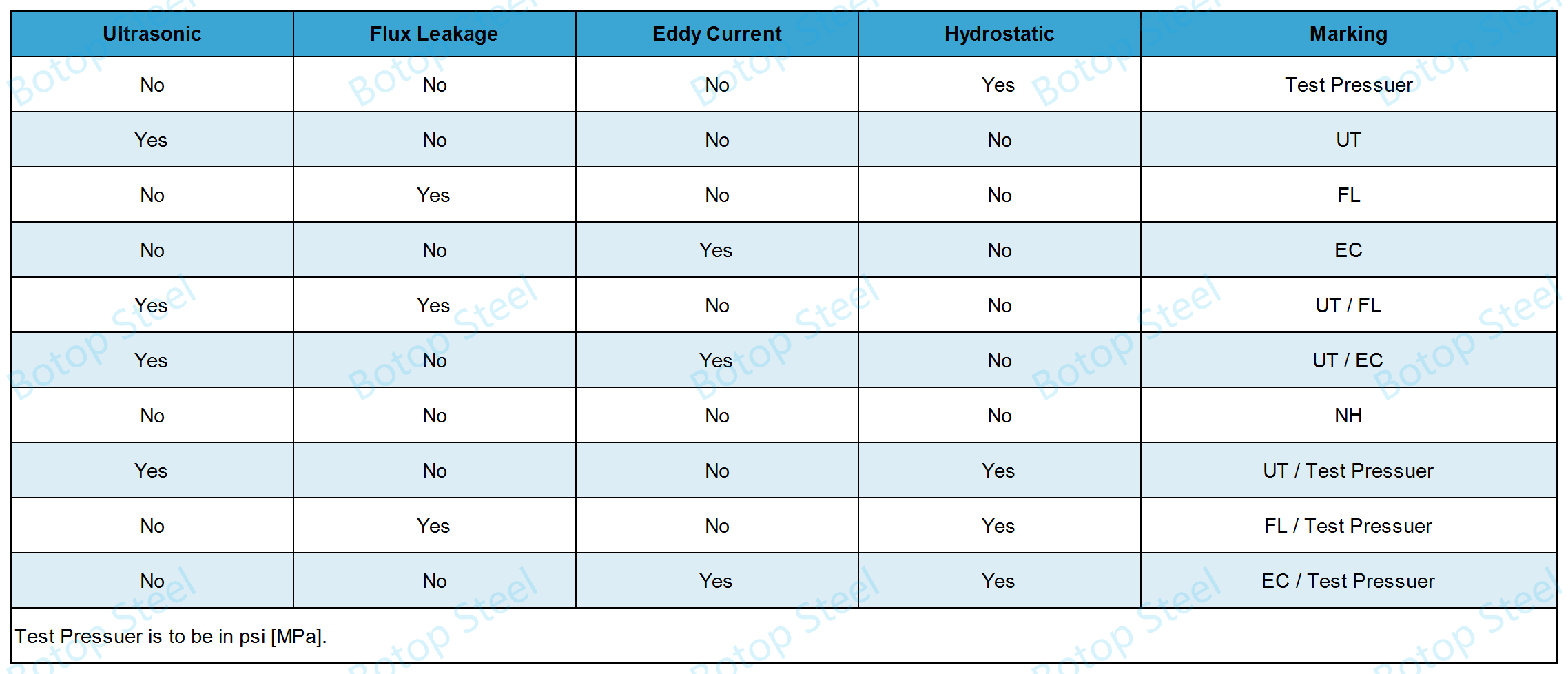
ਨਿਰੀਖਣ ਕੀਤੇ ਸਟੀਲ ਪਾਈਪ ਦੀ ਬਾਹਰੀ ਸਤ੍ਹਾ ਵਿੱਚ ਹੇਠ ਲਿਖੇ ਤੱਤ ਹੋਣੇ ਚਾਹੀਦੇ ਹਨ:
ਨਿਰਮਾਤਾ ਦਾ ਨਾਮ ਜਾਂ ਟ੍ਰੇਡਮਾਰਕ; ਮਿਆਰੀ ਨੰਬਰ; ਗ੍ਰੇਡ; ਲੰਬਾਈ ਅਤੇ ਵਾਧੂ ਚਿੰਨ੍ਹ "S".
ਹੇਠਾਂ ਦਿੱਤੀ ਸਾਰਣੀ ਵਿੱਚ ਹਾਈਡ੍ਰੋਸਟੈਟਿਕ ਦਬਾਅ ਅਤੇ ਗੈਰ-ਵਿਨਾਸ਼ਕਾਰੀ ਟੈਸਟਿੰਗ ਲਈ ਨਿਸ਼ਾਨ ਵੀ ਸ਼ਾਮਲ ਕੀਤੇ ਜਾਣੇ ਚਾਹੀਦੇ ਹਨ।
ਜੇਕਰ ਪਾਈਪ ਦੀ ਮੁਰੰਮਤ ਵੈਲਡਿੰਗ ਦੁਆਰਾ ਕੀਤੀ ਜਾਂਦੀ ਹੈ, ਤਾਂ ਇਸਨੂੰ "WR".
p91 ਕਿਸਮ (ਕਿਸਮ 1 ਜਾਂ ਕਿਸਮ 2) ਦਰਸਾਈ ਜਾਣੀ ਚਾਹੀਦੀ ਹੈ।
| ਏਐਸਐਮਈ | ਏਐਸਟੀਐਮ | EN | GB |
| ASME SA335 P91 | ਏਐਸਟੀਐਮ ਏ 213 ਟੀ 91 | EN 10216-2 X10CrMoVNb9-1 | ਜੀਬੀ/ਟੀ 5310 10Cr9Mo1VNbN |
ਸਮੱਗਰੀl: ASTM A335 P91 ਸਹਿਜ ਸਟੀਲ ਪਾਈਪ;
OD: 1/8"- 24";
WT: ਇਸਦੇ ਅਨੁਸਾਰASME B36.10ਲੋੜਾਂ;
ਸਮਾਂ-ਸੂਚੀ: SCH10, SCH20, SCH30,SCH40Comment, SCH60,ਐਸਸੀਐਚ 80, SCH100, SCH120, SCH140 ਅਤੇ SCH160;
ਪਛਾਣ:STD (ਸਟੈਂਡਰਡ), XS (ਵਾਧੂ-ਮਜ਼ਬੂਤ), ਜਾਂ XXS (ਡਬਲ ਵਾਧੂ-ਮਜ਼ਬੂਤ);
ਅਨੁਕੂਲਤਾ: ਗੈਰ-ਮਿਆਰੀ ਪਾਈਪ ਆਕਾਰ ਵੀ ਉਪਲਬਧ ਹਨ, ਬੇਨਤੀ ਕਰਨ 'ਤੇ ਅਨੁਕੂਲਿਤ ਆਕਾਰ ਉਪਲਬਧ ਹਨ;
ਲੰਬਾਈ: ਖਾਸ ਅਤੇ ਬੇਤਰਤੀਬ ਲੰਬਾਈਆਂ;
IBR ਸਰਟੀਫਿਕੇਸ਼ਨ: ਅਸੀਂ ਤੁਹਾਡੀਆਂ ਜ਼ਰੂਰਤਾਂ ਦੇ ਅਨੁਸਾਰ IBR ਪ੍ਰਮਾਣੀਕਰਣ ਪ੍ਰਾਪਤ ਕਰਨ ਲਈ ਤੀਜੀ-ਧਿਰ ਨਿਰੀਖਣ ਸੰਸਥਾ ਨਾਲ ਸੰਪਰਕ ਕਰ ਸਕਦੇ ਹਾਂ, ਸਾਡੇ ਸਹਿਯੋਗ ਨਿਰੀਖਣ ਸੰਗਠਨ BV, SGS, TUV, ਆਦਿ ਹਨ;
ਅੰਤ: ਸਮਤਲ ਸਿਰਾ, ਬੇਵਲਡ, ਜਾਂ ਸੰਯੁਕਤ ਪਾਈਪ ਸਿਰਾ;
ਸਤ੍ਹਾ: ਲਾਈਟ ਪਾਈਪ, ਪੇਂਟ, ਅਤੇ ਹੋਰ ਅਸਥਾਈ ਸੁਰੱਖਿਆ, ਜੰਗਾਲ ਹਟਾਉਣਾ ਅਤੇ ਪਾਲਿਸ਼ ਕਰਨਾ, ਗੈਲਵੇਨਾਈਜ਼ਡ ਅਤੇ ਪਲਾਸਟਿਕ ਕੋਟੇਡ, ਅਤੇ ਹੋਰ ਲੰਬੇ ਸਮੇਂ ਦੀ ਸੁਰੱਖਿਆ;
ਪੈਕਿੰਗ: ਲੱਕੜ ਦਾ ਡੱਬਾ, ਸਟੀਲ ਬੈਲਟ ਜਾਂ ਸਟੀਲ ਵਾਇਰ ਪੈਕਿੰਗ, ਪਲਾਸਟਿਕ ਜਾਂ ਲੋਹੇ ਦੇ ਪਾਈਪ ਦੇ ਸਿਰੇ ਦਾ ਰੱਖਿਅਕ, ਆਦਿ।














