



ਏਐਸਟੀਐਮ ਏ178ਸਟੀਲ ਟਿਊਬਾਂ ਇਲੈਕਟ੍ਰੀਕਲ ਰੋਧਕ ਵੈਲਡੇਡ (ERW) ਟਿਊਬਾਂ ਹਨਕਾਰਬਨ ਅਤੇ ਕਾਰਬਨ-ਮੈਂਗਨੀਜ਼ ਸਟੀਲਬਾਇਲਰ ਟਿਊਬਾਂ, ਬਾਇਲਰ ਫਲੂ, ਸੁਪਰਹੀਟਰ ਫਲੂ, ਅਤੇ ਸੁਰੱਖਿਆ ਸਿਰਿਆਂ ਵਜੋਂ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ।
ਇਹ 12.7-127mm ਦੇ ਬਾਹਰੀ ਵਿਆਸ ਅਤੇ 0.9-9.1mm ਦੇ ਵਿਚਕਾਰ ਕੰਧ ਦੀ ਮੋਟਾਈ ਵਾਲੀਆਂ ਸਟੀਲ ਟਿਊਬਾਂ ਲਈ ਢੁਕਵਾਂ ਹੈ।
ASTM A178 ਟਿਊਬਾਂ ਰੋਧਕ ਵੈਲਡੇਡ ਟਿਊਬਾਂ ਲਈ ਢੁਕਵੀਆਂ ਹਨਬਾਹਰੀ ਵਿਆਸ 1/2 - 5 ਇੰਚ [12.7 - 127 ਮਿਲੀਮੀਟਰ] ਦੇ ਵਿਚਕਾਰ ਅਤੇ ਕੰਧ ਦੀ ਮੋਟਾਈ 0.035 - 0.360 ਇੰਚ [0.9 - 9.1 ਮਿਲੀਮੀਟਰ] ਦੇ ਵਿਚਕਾਰ, ਹਾਲਾਂਕਿ ਹੋਰ ਆਕਾਰ ਬੇਸ਼ੱਕ ਲੋੜ ਅਨੁਸਾਰ ਉਪਲਬਧ ਹਨ, ਬਸ਼ਰਤੇ ਕਿ ਇਹ ਟਿਊਬਾਂ ਇਸ ਨਿਰਧਾਰਨ ਦੀਆਂ ਹੋਰ ਸਾਰੀਆਂ ਜ਼ਰੂਰਤਾਂ ਨੂੰ ਪੂਰਾ ਕਰਦੀਆਂ ਹੋਣ।
ਵੱਖ-ਵੱਖ ਵਰਤੋਂ ਵਾਤਾਵਰਣਾਂ ਨਾਲ ਸਿੱਝਣ ਲਈ ਤਿੰਨ ਗ੍ਰੇਡ ਹਨ।
ਗ੍ਰੇਡ ਏ, ਗ੍ਰੇਡ ਸੀ, ਅਤੇ ਗ੍ਰੇਡ ਡੀ.
| ਗ੍ਰੇਡ | ਕਾਰਬਨ ਸਟੀਲ ਦੀ ਕਿਸਮ |
| ਗ੍ਰੇਡ ਏ | ਘੱਟ-ਕਾਰਬਨ ਸਟੀਲ |
| ਗ੍ਰੇਡ ਸੀ | ਦਰਮਿਆਨਾ-ਕਾਰਬਨ ਸਟੀਲ |
| ਗ੍ਰੇਡ ਡੀ | ਕਾਰਬਨ-ਮੈਂਗਨੀਜ਼ ਸਟੀਲ |
ਇਸ ਸਪੈਸੀਫਿਕੇਸ਼ਨ ਦੇ ਤਹਿਤ ਦਿੱਤੀ ਗਈ ਸਮੱਗਰੀ ਸਪੈਸੀਫਿਕੇਸ਼ਨ A450/A450M ਦੇ ਮੌਜੂਦਾ ਐਡੀਸ਼ਨ ਦੀਆਂ ਲਾਗੂ ਜ਼ਰੂਰਤਾਂ ਦੇ ਅਨੁਕੂਲ ਹੋਵੇਗੀ। ਜਦੋਂ ਤੱਕ ਕਿ ਇੱਥੇ ਹੋਰ ਜਾਣਕਾਰੀ ਨਾ ਦਿੱਤੀ ਗਈ ਹੋਵੇ।
ਗ੍ਰੇਡ ਏਅਤੇਗ੍ਰੇਡ ਸੀਕਿਸੇ ਖਾਸ ਸਟੀਲ ਨੂੰ ਨਾ ਦੱਸੋ; ਲੋੜ ਅਨੁਸਾਰ ਢੁਕਵਾਂ ਕੱਚਾ ਮਾਲ ਚੁਣੋ।
ਲਈ ਸਟੀਲਗ੍ਰੇਡ ਡੀਮਾਰ ਦਿੱਤਾ ਜਾਵੇਗਾ।
ਸਟੀਲ ਉਤਪਾਦਨ ਪ੍ਰਕਿਰਿਆ ਦੌਰਾਨ ਪਿਘਲੇ ਹੋਏ ਸਟੀਲ ਵਿੱਚ ਡੀਆਕਸੀਡਾਈਜ਼ਰ (ਜਿਵੇਂ ਕਿ ਸਿਲੀਕਾਨ, ਐਲੂਮੀਨੀਅਮ, ਮੈਂਗਨੀਜ਼, ਆਦਿ) ਜੋੜ ਕੇ ਕਿਲਡ ਸਟੀਲ ਤਿਆਰ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਜਿਸ ਨਾਲ ਸਟੀਲ ਦੀ ਆਕਸੀਜਨ ਸਮੱਗਰੀ ਘੱਟ ਜਾਂ ਖਤਮ ਹੋ ਜਾਂਦੀ ਹੈ।
ਇਹ ਇਲਾਜ ਸਟੀਲ ਦੀ ਇਕਸਾਰਤਾ ਅਤੇ ਸਥਿਰਤਾ ਨੂੰ ਬਿਹਤਰ ਬਣਾਉਂਦਾ ਹੈ, ਇਸਦੇ ਮਕੈਨੀਕਲ ਗੁਣਾਂ ਨੂੰ ਵਧਾਉਂਦਾ ਹੈ, ਅਤੇ ਖੋਰ ਪ੍ਰਤੀਰੋਧ ਨੂੰ ਬਿਹਤਰ ਬਣਾਉਂਦਾ ਹੈ।
ਇਸ ਲਈ ਕਿਲਡ ਸਟੀਲ ਦੀ ਵਰਤੋਂ ਉਹਨਾਂ ਐਪਲੀਕੇਸ਼ਨਾਂ ਵਿੱਚ ਵਿਆਪਕ ਤੌਰ 'ਤੇ ਕੀਤੀ ਜਾਂਦੀ ਹੈ ਜਿੱਥੇ ਉੱਚ ਪੱਧਰੀ ਇਕਸਾਰਤਾ ਅਤੇ ਸ਼ਾਨਦਾਰ ਮਕੈਨੀਕਲ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ, ਜਿਵੇਂ ਕਿ ਪ੍ਰੈਸ਼ਰ ਵੈਸਲਜ਼, ਬਾਇਲਰ ਅਤੇ ਵੱਡੇ ਢਾਂਚਾਗਤ ਹਿੱਸਿਆਂ ਦਾ ਨਿਰਮਾਣ।
ਸਟੀਲ ਟਿਊਬਾਂ ਦਾ ਨਿਰਮਾਣ ਇਹਨਾਂ ਦੀ ਵਰਤੋਂ ਕਰਕੇ ਕੀਤਾ ਜਾਂਦਾ ਹੈERWਨਿਰਮਾਣ ਪ੍ਰਕਿਰਿਆ।

ERW (ਇਲੈਕਟ੍ਰਿਕ ਰੋਧਕ ਵੈਲਡੇਡ)ਇਹ ਇੱਕ ਅਜਿਹੀ ਪ੍ਰਕਿਰਿਆ ਹੈ ਜੋ ਕਾਰਬਨ ਸਟੀਲ ਪਾਈਪ ਬਣਾਉਣ ਲਈ ਆਦਰਸ਼ ਹੈ।
ਉੱਚ ਵੈਲਡਿੰਗ ਤਾਕਤ, ਨਿਰਵਿਘਨ ਅੰਦਰੂਨੀ ਅਤੇ ਬਾਹਰੀ ਸਤਹਾਂ, ਤੇਜ਼ ਉਤਪਾਦਨ ਗਤੀ ਅਤੇ ਘੱਟ ਕੀਮਤ ਦੇ ਫਾਇਦਿਆਂ ਦੇ ਨਾਲ, ਇਹ ਬਹੁਤ ਸਾਰੇ ਉਦਯੋਗਿਕ ਅਤੇ ਨਿਰਮਾਣ ਖੇਤਰਾਂ ਵਿੱਚ ਵਿਆਪਕ ਤੌਰ 'ਤੇ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ।
ਏਐਸਟੀਐਮ ਏ178ਸਟੀਲ ਪਾਈਪਗਰਮੀ ਦਾ ਇਲਾਜ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈਨਿਰਮਾਣ ਪ੍ਰਕਿਰਿਆ ਦੌਰਾਨ। ਇਸਦੀ ਵਰਤੋਂ ਪਾਈਪ ਦੇ ਮਕੈਨੀਕਲ ਗੁਣਾਂ ਅਤੇ ਢਾਂਚਾਗਤ ਸਥਿਰਤਾ ਨੂੰ ਬਿਹਤਰ ਬਣਾਉਣ ਲਈ ਕੀਤੀ ਜਾਂਦੀ ਹੈ, ਨਾਲ ਹੀ ਵੈਲਡਿੰਗ ਪ੍ਰਕਿਰਿਆ ਦੌਰਾਨ ਪੈਦਾ ਹੋਏ ਤਣਾਅ ਨੂੰ ਖਤਮ ਕਰਨ ਲਈ ਵੀ ਕੀਤੀ ਜਾਂਦੀ ਹੈ।
ਵੈਲਡਿੰਗ ਤੋਂ ਬਾਅਦ, ਸਾਰੀਆਂ ਟਿਊਬਾਂ ਨੂੰ 1650°F [900°C] ਜਾਂ ਇਸ ਤੋਂ ਵੱਧ ਤਾਪਮਾਨ 'ਤੇ ਹੀਟ ਟ੍ਰੀਟ ਕੀਤਾ ਜਾਵੇਗਾ ਅਤੇ ਉਸ ਤੋਂ ਬਾਅਦ ਹਵਾ ਵਿੱਚ ਜਾਂ ਨਿਯੰਤਰਿਤ-ਵਾਯੂਮੰਡਲ ਭੱਠੀ ਦੇ ਕੂਲਿੰਗ ਚੈਂਬਰ ਵਿੱਚ ਠੰਢਾ ਕੀਤਾ ਜਾਵੇਗਾ।
ਠੰਡੇ-ਖਿੱਚੀਆਂ ਟਿਊਬਾਂਅੰਤਿਮ ਕੋਲਡ-ਡਰਾਅ ਪਾਸ ਤੋਂ ਬਾਅਦ 1200°F [650°C] ਜਾਂ ਇਸ ਤੋਂ ਵੱਧ ਤਾਪਮਾਨ 'ਤੇ ਗਰਮੀ ਨਾਲ ਇਲਾਜ ਕੀਤਾ ਜਾਵੇਗਾ।

ਜਦੋਂ ਉਤਪਾਦ ਵਿਸ਼ਲੇਸ਼ਣ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਤਾਂ ਨਿਰੀਖਣ ਦੀ ਬਾਰੰਬਾਰਤਾ ਹੇਠ ਲਿਖੇ ਅਨੁਸਾਰ ਨਿਰਧਾਰਤ ਕੀਤੀ ਜਾਂਦੀ ਹੈ।
| ਵਰਗੀਕਰਨ | ਨਿਰੀਖਣ ਬਾਰੰਬਾਰਤਾ |
| ਬਾਹਰੀ ਵਿਆਸ ≤ 3 ਇੰਚ [76.2 ਮਿਲੀਮੀਟਰ] | 250 ਪੀ.ਸੀ./ਸਮਾਂ |
| ਬਾਹਰੀ ਵਿਆਸ > 3 ਇੰਚ [76.2 ਮਿਲੀਮੀਟਰ] | 100 ਪੀ.ਸੀ./ਸਮਾਂ |
| ਟਿਊਬ ਹੀਟ ਨੰਬਰ ਦੁਆਰਾ ਵੱਖਰਾ ਕਰੋ | ਪ੍ਰਤੀ ਗਰਮੀ ਨੰਬਰ |
ਮਕੈਨੀਕਲ ਵਿਸ਼ੇਸ਼ਤਾ ਦੀਆਂ ਜ਼ਰੂਰਤਾਂ 1/8 ਇੰਚ [3.2 ਮਿਲੀਮੀਟਰ] ਅੰਦਰੂਨੀ ਵਿਆਸ ਜਾਂ 0.015 ਇੰਚ [0.4 ਮਿਲੀਮੀਟਰ] ਮੋਟਾਈ ਤੋਂ ਛੋਟੀਆਂ ਟਿਊਬਾਂ 'ਤੇ ਲਾਗੂ ਨਹੀਂ ਹੁੰਦੀਆਂ।
1. ਟੈਨਸਾਈਲ ਪ੍ਰਾਪਰਟੀ
ਕਲਾਸ C ਅਤੇ D ਲਈ, ਹਰੇਕ ਲਾਟ ਵਿੱਚ ਦੋ ਟਿਊਬਾਂ 'ਤੇ ਇੱਕ ਟੈਂਸਿਲ ਟੈਸਟ ਕੀਤਾ ਜਾਵੇਗਾ।
ਗ੍ਰੇਡ ਏ ਟਿਊਬਿੰਗ ਲਈ, ਟੈਂਸਿਲ ਟੈਸਟਿੰਗ ਦੀ ਆਮ ਤੌਰ 'ਤੇ ਲੋੜ ਨਹੀਂ ਹੁੰਦੀ ਹੈ। ਇਹ ਇਸ ਤੱਥ ਦੇ ਕਾਰਨ ਹੈ ਕਿ ਗ੍ਰੇਡ ਏ ਟਿਊਬਿੰਗ ਮੁੱਖ ਤੌਰ 'ਤੇ ਘੱਟ-ਦਬਾਅ ਅਤੇ ਘੱਟ-ਤਾਪਮਾਨ ਐਪਲੀਕੇਸ਼ਨਾਂ ਲਈ ਵਰਤੀ ਜਾਂਦੀ ਹੈ।
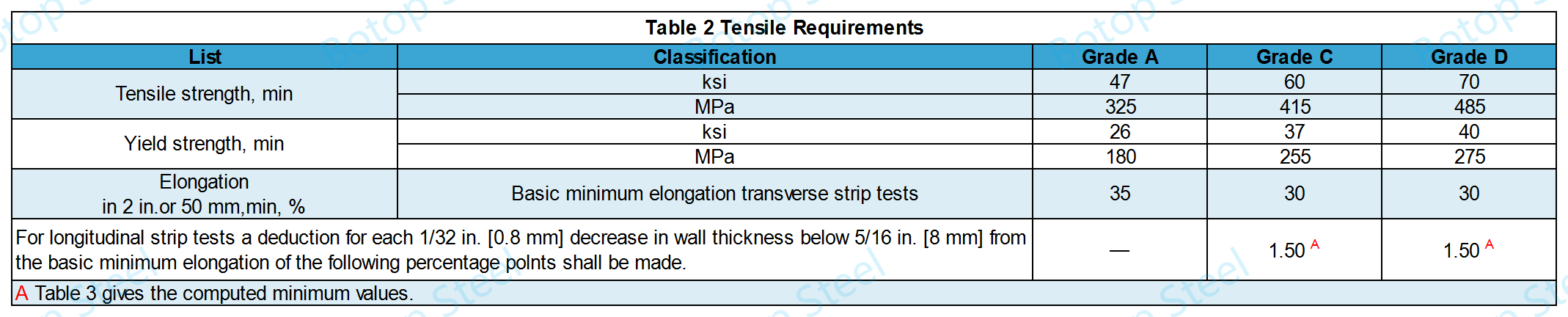
ਸਾਰਣੀ 3 ਕੰਧ ਦੀ ਮੋਟਾਈ ਵਿੱਚ ਹਰੇਕ 1/32 ਇੰਚ [0.8 ਮਿਲੀਮੀਟਰ] ਕਮੀ ਲਈ ਗਣਨਾ ਕੀਤੇ ਘੱਟੋ-ਘੱਟ ਲੰਬਾਈ ਮੁੱਲ ਦਿੰਦੀ ਹੈ।

ਜੇਕਰ ਸਟੀਲ ਪਾਈਪ ਦੀ ਕੰਧ ਦੀ ਮੋਟਾਈ ਇਹਨਾਂ ਕੰਧ ਦੀ ਮੋਟਾਈ ਵਿੱਚੋਂ ਇੱਕ ਨਹੀਂ ਹੈ, ਤਾਂ ਇਸਦੀ ਗਣਨਾ ਫਾਰਮੂਲੇ ਦੁਆਰਾ ਵੀ ਕੀਤੀ ਜਾ ਸਕਦੀ ਹੈ।
ਇੰਚ ਇਕਾਈਆਂ: E = 48t + 15.00ਜਾਂISI ਯੂਨਿਟ: E = 1.87t + 15.00
E = 2 ਇੰਚ ਜਾਂ 50 ਮਿਲੀਮੀਟਰ ਵਿੱਚ ਲੰਬਾਈ, %,
t = ਅਸਲ ਨਮੂਨੇ ਦੀ ਮੋਟਾਈ, ਇੰਚ। [ਮਿਲੀਮੀਟਰ]।
2. ਕਰੱਸ਼ ਟੈਸਟ
ਐਕਸਟਰੂਜ਼ਨ ਟੈਸਟ 2 1/2 ਇੰਚ [63 ਮਿਲੀਮੀਟਰ] ਲੰਬਾਈ ਵਾਲੇ ਪਾਈਪ ਸੈਕਸ਼ਨਾਂ 'ਤੇ ਕੀਤੇ ਜਾਂਦੇ ਹਨ ਜਿਨ੍ਹਾਂ ਨੂੰ ਵੇਲਡਾਂ 'ਤੇ ਕ੍ਰੈਕਿੰਗ, ਸਪਲਿਟਿੰਗ ਜਾਂ ਸਪਲਿਟਿੰਗ ਤੋਂ ਬਿਨਾਂ ਲੰਬਕਾਰੀ ਐਕਸਟਰੂਜ਼ਨ ਦਾ ਸਾਹਮਣਾ ਕਰਨਾ ਚਾਹੀਦਾ ਹੈ।

1 ਇੰਚ [25.4 ਮਿਲੀਮੀਟਰ] ਤੋਂ ਘੱਟ ਬਾਹਰੀ ਵਿਆਸ ਵਾਲੀਆਂ ਟਿਊਬਾਂ ਲਈ, ਨਮੂਨੇ ਦੀ ਲੰਬਾਈ ਟਿਊਬ ਦੇ ਬਾਹਰੀ ਵਿਆਸ ਦਾ 2 1/2 ਗੁਣਾ ਹੋਣੀ ਚਾਹੀਦੀ ਹੈ। ਥੋੜ੍ਹੀ ਜਿਹੀ ਸਤ੍ਹਾ ਦੀ ਜਾਂਚ ਰੱਦ ਕਰਨ ਦਾ ਕਾਰਨ ਨਹੀਂ ਹੋਵੇਗੀ।
3. ਫਲੈਟਨਿੰਗ ਟੈਸਟ
ਪ੍ਰਯੋਗਾਤਮਕ ਵਿਧੀ ASTM A450 ਸੈਕਸ਼ਨ 19 ਦੀਆਂ ਸੰਬੰਧਿਤ ਜ਼ਰੂਰਤਾਂ ਦੇ ਅਨੁਕੂਲ ਹੈ।
4. ਫਲੈਂਜ ਟੈਸਟ
ਪ੍ਰਯੋਗਾਤਮਕ ਵਿਧੀ ASTM A450 ਸੈਕਸ਼ਨ 22 ਦੀਆਂ ਸੰਬੰਧਿਤ ਜ਼ਰੂਰਤਾਂ ਦੇ ਅਨੁਕੂਲ ਹੈ।
5. ਰਿਵਰਸ ਫਲੈਟਨਿੰਗ ਟੈਸਟ
ਪ੍ਰਯੋਗਾਤਮਕ ਵਿਧੀ ASTM A450, ਸੈਕਸ਼ਨ 20 ਦੀਆਂ ਸੰਬੰਧਿਤ ਜ਼ਰੂਰਤਾਂ ਦੇ ਅਨੁਕੂਲ ਹੈ।
ਹਰੇਕ ਸਟੀਲ ਪਾਈਪ 'ਤੇ ਹਾਈਡ੍ਰੋਸਟੈਟਿਕ ਜਾਂ ਗੈਰ-ਵਿਨਾਸ਼ਕਾਰੀ ਇਲੈਕਟ੍ਰੀਕਲ ਟੈਸਟਿੰਗ ਕੀਤੀ ਜਾਂਦੀ ਹੈ।
ਲੋੜਾਂ ASTM A450, ਸੈਕਸ਼ਨ 24 ਜਾਂ 26 ਦੇ ਅਨੁਸਾਰ ਹਨ।
ਹੇਠ ਦਿੱਤਾ ਡਾਟਾ ASTM A450 ਤੋਂ ਲਿਆ ਗਿਆ ਹੈ ਅਤੇ ਸਿਰਫ਼ ਵੈਲਡੇਡ ਸਟੀਲ ਪਾਈਪ ਲਈ ਸੰਬੰਧਿਤ ਜ਼ਰੂਰਤਾਂ ਨੂੰ ਪੂਰਾ ਕਰਦਾ ਹੈ।
ਭਾਰ ਭਟਕਣਾ
0 - +10%।
ਕੰਧ ਦੀ ਮੋਟਾਈ ਭਟਕਣਾ
0 - +18%।
ਬਾਹਰੀ ਵਿਆਸ ਭਟਕਣਾ
| ਬਾਹਰੀ ਵਿਆਸ | ਆਗਿਆਯੋਗ ਭਿੰਨਤਾਵਾਂ | ||
| in | mm | in | mm |
| ਓਡੀ ≤1 | ਓਡੀ≤ 25.4 | ±0.004 | ±0.1 |
| 1<OD ≤1½ | 25.4<OD ≤38.4 | ±0.006 | ±0.15 |
| 1½<ਓਡੀ<2 | 38.1< ਓਡੀ<50.8 | ±0.008 | ±0.2 |
| 2≤ ਓਡੀ<2½ | 50.8≤ ਓਡੀ<63.5 | ±0.010 | ±0.25 |
| 2½≤ ਓਡੀ<3 | 63.5≤ ਓਡੀ<76.2 | ±0.012 | ±0.30 |
| 3≤ ਓਡੀ ≤4 | 76.2≤ ਓਡੀ ≤101.6 | ±0.015 | ±0.38 |
| 4<OD ≤7½ | 101.6<OD ≤190.5 | -0.025 - +0.015 | -0.64 - +0.038 |
| 7½< ਓਡੀ ≤9 | 190.5< ਓਡੀ ≤228.6 | -0.045 - +0.015 | -1.14 - +0.038 |
ਬਾਇਲਰ ਵਿੱਚ ਪਾਉਣ ਤੋਂ ਬਾਅਦ, ਟਿਊਬ ਨੂੰ ਨੁਕਸ ਜਾਂ ਵੈਲਡਾਂ 'ਤੇ ਕ੍ਰੈਕਿੰਗ ਤੋਂ ਬਿਨਾਂ ਫੈਲਾਅ ਅਤੇ ਮੋੜ ਦਾ ਸਾਹਮਣਾ ਕਰਨ ਦੇ ਯੋਗ ਹੋਣਾ ਚਾਹੀਦਾ ਹੈ।
ਸੁਪਰਹੀਟਰ ਟਿਊਬਿੰਗ ਬਿਨਾਂ ਕਿਸੇ ਨੁਕਸ ਦੇ ਸਾਰੇ ਜ਼ਰੂਰੀ ਫੋਰਜਿੰਗ, ਵੈਲਡਿੰਗ ਅਤੇ ਮੋੜਨ ਦੇ ਕਾਰਜਾਂ ਦਾ ਸਾਹਮਣਾ ਕਰਨ ਦੇ ਸਮਰੱਥ ਹੋਣੀ ਚਾਹੀਦੀ ਹੈ।
ਮੁੱਖ ਤੌਰ 'ਤੇ ਬਾਇਲਰ ਟਿਊਬਾਂ, ਬਾਇਲਰ ਫਲੂ, ਸੁਪਰਹੀਟਰ ਫਲੂ, ਅਤੇ ਸੇਫ਼ ਐਂਡ ਵਿੱਚ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ।
ASTM A178 ਗ੍ਰੇਡ Aਟਿਊਬਿੰਗ ਦੀ ਘੱਟ ਕਾਰਬਨ ਸਮੱਗਰੀ ਇਸਨੂੰ ਉਹਨਾਂ ਐਪਲੀਕੇਸ਼ਨਾਂ ਲਈ ਚੰਗੀ ਵੈਲਡਬਿਲਟੀ ਅਤੇ ਉੱਚ ਕਠੋਰਤਾ ਪ੍ਰਦਾਨ ਕਰਦੀ ਹੈ ਜੋ ਉੱਚ ਦਬਾਅ ਦੇ ਅਧੀਨ ਨਹੀਂ ਹਨ।
ਇਹ ਮੁੱਖ ਤੌਰ 'ਤੇ ਘੱਟ-ਦਬਾਅ ਅਤੇ ਦਰਮਿਆਨੇ-ਤਾਪਮਾਨ ਵਾਲੇ ਐਪਲੀਕੇਸ਼ਨਾਂ ਜਿਵੇਂ ਕਿ ਘੱਟ-ਦਬਾਅ ਵਾਲੇ ਬਾਇਲਰ (ਜਿਵੇਂ ਕਿ ਘਰੇਲੂ ਬਾਇਲਰ, ਛੋਟੇ ਦਫ਼ਤਰੀ ਇਮਾਰਤਾਂ, ਜਾਂ ਫੈਕਟਰੀ ਬਾਇਲਰ) ਅਤੇ ਘੱਟ-ਤਾਪਮਾਨ ਵਾਲੇ ਵਾਤਾਵਰਣ ਵਿੱਚ ਹੋਰ ਹੀਟ ਐਕਸਚੇਂਜਰਾਂ ਲਈ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ।
ASTM A178 ਗ੍ਰੇਡ Cਇਸ ਵਿੱਚ ਕਾਰਬਨ ਅਤੇ ਮੈਂਗਨੀਜ਼ ਦੀ ਮਾਤਰਾ ਜ਼ਿਆਦਾ ਹੈ ਜੋ ਇਸ ਟਿਊਬ ਨੂੰ ਵਧੇਰੇ ਸਖ਼ਤ ਓਪਰੇਟਿੰਗ ਹਾਲਤਾਂ ਵਿੱਚ ਬਿਹਤਰ ਤਾਕਤ ਅਤੇ ਗਰਮੀ ਪ੍ਰਤੀਰੋਧ ਪ੍ਰਦਾਨ ਕਰਦੀ ਹੈ।
ਦਰਮਿਆਨੇ ਦਬਾਅ ਅਤੇ ਦਰਮਿਆਨੇ ਤਾਪਮਾਨ ਵਾਲੇ ਐਪਲੀਕੇਸ਼ਨਾਂ ਜਿਵੇਂ ਕਿ ਉਦਯੋਗਿਕ ਅਤੇ ਗਰਮ ਪਾਣੀ ਦੇ ਬਾਇਲਰਾਂ ਲਈ ਢੁਕਵਾਂ, ਜਿਨ੍ਹਾਂ ਨੂੰ ਆਮ ਤੌਰ 'ਤੇ ਘਰੇਲੂ ਬਾਇਲਰਾਂ ਨਾਲੋਂ ਵੱਧ ਦਬਾਅ ਅਤੇ ਤਾਪਮਾਨ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ।
ASTM A178 ਗ੍ਰੇਡ Dਟਿਊਬਾਂ ਵਿੱਚ ਮੈਂਗਨੀਜ਼ ਦੀ ਮਾਤਰਾ ਉੱਚ ਹੁੰਦੀ ਹੈ ਅਤੇ ਸਿਲੀਕਾਨ ਦੀ ਉਚਿਤ ਮਾਤਰਾ ਹੁੰਦੀ ਹੈ ਜੋ ਸ਼ਾਨਦਾਰ ਤਾਕਤ ਅਤੇ ਗਰਮੀ ਪ੍ਰਤੀਰੋਧ ਪ੍ਰਦਾਨ ਕਰਦੀ ਹੈ, ਜੋ ਉਹਨਾਂ ਨੂੰ ਉੱਚ-ਤਾਪਮਾਨ ਅਤੇ ਉੱਚ-ਦਬਾਅ ਵਾਲੇ ਵਾਤਾਵਰਣ ਵਿੱਚ ਸਥਿਰ ਬਣਾਉਂਦੀ ਹੈ ਅਤੇ ਅਤਿਅੰਤ ਓਪਰੇਟਿੰਗ ਹਾਲਤਾਂ ਦਾ ਸਾਹਮਣਾ ਕਰਨ ਲਈ ਢੁਕਵੀਂ ਬਣਾਉਂਦੀ ਹੈ।
ਆਮ ਤੌਰ 'ਤੇ ਉੱਚ-ਦਬਾਅ ਅਤੇ ਉੱਚ-ਤਾਪਮਾਨ ਵਾਲੇ ਵਾਤਾਵਰਣਾਂ ਵਿੱਚ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ, ਜਿਵੇਂ ਕਿ ਪਾਵਰ ਸਟੇਸ਼ਨ ਬਾਇਲਰ ਅਤੇ ਉਦਯੋਗਿਕ ਸੁਪਰਹੀਟਰ।
1. ASTM A179 / ASME SA179: ਕ੍ਰਾਇਓਜੈਨਿਕ ਸੇਵਾ ਲਈ ਸਹਿਜ ਹਲਕੇ ਸਟੀਲ ਹੀਟ ਐਕਸਚੇਂਜਰ ਅਤੇ ਕੰਡੈਂਸਰ ਟਿਊਬ। ਮੁੱਖ ਤੌਰ 'ਤੇ ਘੱਟ ਦਬਾਅ ਵਾਲੇ ਵਾਤਾਵਰਣ ਵਿੱਚ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ, ਇਹ ਰਸਾਇਣਕ ਅਤੇ ਮਕੈਨੀਕਲ ਗੁਣਾਂ ਵਿੱਚ ASTM A178 ਦੇ ਸਮਾਨ ਹੈ।
2. ASTM A192 / ASME SA192: ਉੱਚ ਦਬਾਅ ਵਾਲੀ ਸੇਵਾ ਵਿੱਚ ਸਹਿਜ ਕਾਰਬਨ ਸਟੀਲ ਬਾਇਲਰ ਟਿਊਬਾਂ। ਮੁੱਖ ਤੌਰ 'ਤੇ ਅਤਿ-ਉੱਚ ਦਬਾਅ ਵਾਲੇ ਬਾਇਲਰਾਂ ਲਈ ਪਾਣੀ ਦੀਆਂ ਕੰਧਾਂ, ਅਰਥਸ਼ਾਸਤਰੀਆਂ ਅਤੇ ਹੋਰ ਦਬਾਅ ਵਾਲੇ ਹਿੱਸਿਆਂ ਦੇ ਨਿਰਮਾਣ ਵਿੱਚ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ।
3. ASTM A210 / ASME SA210: ਉੱਚ ਤਾਪਮਾਨ ਅਤੇ ਦਰਮਿਆਨੇ ਦਬਾਅ ਵਾਲੇ ਬਾਇਲਰ ਸਿਸਟਮਾਂ ਲਈ ਸਹਿਜ ਮੱਧਮ ਕਾਰਬਨ ਅਤੇ ਮਿਸ਼ਰਤ ਸਟੀਲ ਬਾਇਲਰ ਅਤੇ ਸੁਪਰਹੀਟਰ ਟਿਊਬਾਂ ਨੂੰ ਕਵਰ ਕਰਦਾ ਹੈ।
4. ਡੀਆਈਐਨ 17175: ਉੱਚ ਦਬਾਅ ਅਤੇ ਉੱਚ ਤਾਪਮਾਨ ਵਾਲੇ ਵਾਤਾਵਰਣ ਵਿੱਚ ਵਰਤੋਂ ਲਈ ਸਹਿਜ ਸਟੀਲ ਟਿਊਬਾਂ ਅਤੇ ਪਾਈਪ। ਮੁੱਖ ਤੌਰ 'ਤੇ ਬਾਇਲਰਾਂ ਅਤੇ ਦਬਾਅ ਵਾਲੇ ਜਹਾਜ਼ਾਂ ਲਈ ਭਾਫ਼ ਪਾਈਪਾਂ ਦੇ ਨਿਰਮਾਣ ਵਿੱਚ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ।
5. EN 10216-2: ਦਬਾਅ ਹੇਠ ਐਪਲੀਕੇਸ਼ਨਾਂ ਲਈ ਨਿਰਧਾਰਤ ਉੱਚ-ਤਾਪਮਾਨ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਵਾਲੇ ਗੈਰ-ਅਲਾਇ ਅਤੇ ਅਲਾਇ ਸਟੀਲ ਦੇ ਸਹਿਜ ਟਿਊਬਾਂ ਅਤੇ ਪਾਈਪਾਂ ਲਈ ਤਕਨੀਕੀ ਸ਼ਰਤਾਂ ਨਿਰਧਾਰਤ ਕਰਦਾ ਹੈ।
6. JIS G3461: ਬਾਇਲਰਾਂ ਅਤੇ ਹੀਟ ਐਕਸਚੇਂਜਰਾਂ ਲਈ ਕਾਰਬਨ ਸਟੀਲ ਟਿਊਬਾਂ ਨੂੰ ਕਵਰ ਕਰਦਾ ਹੈ। ਇਹ ਆਮ ਘੱਟ ਅਤੇ ਦਰਮਿਆਨੇ ਦਬਾਅ ਵਾਲੇ ਹੀਟ ਐਕਸਚੇਂਜ ਸਥਿਤੀਆਂ ਲਈ ਢੁਕਵਾਂ ਹੈ।
ਅਸੀਂ ਚੀਨ ਤੋਂ ਇੱਕ ਉੱਚ-ਗੁਣਵੱਤਾ ਵਾਲੇ ਵੈਲਡੇਡ ਕਾਰਬਨ ਸਟੀਲ ਪਾਈਪ ਨਿਰਮਾਤਾ ਅਤੇ ਸਪਲਾਇਰ ਹਾਂ, ਅਤੇ ਇੱਕ ਸਹਿਜ ਸਟੀਲ ਪਾਈਪ ਸਟਾਕਿਸਟ ਵੀ ਹਾਂ, ਜੋ ਤੁਹਾਨੂੰ ਸਟੀਲ ਪਾਈਪ ਹੱਲਾਂ ਦੀ ਇੱਕ ਵਿਸ਼ਾਲ ਸ਼੍ਰੇਣੀ ਦੀ ਪੇਸ਼ਕਸ਼ ਕਰਦੇ ਹਨ!
ਕਿਸੇ ਵੀ ਪੁੱਛਗਿੱਛ ਲਈ ਜਾਂ ਸਾਡੀਆਂ ਪੇਸ਼ਕਸ਼ਾਂ ਬਾਰੇ ਹੋਰ ਜਾਣਨ ਲਈ, ਸਾਡੇ ਨਾਲ ਸੰਪਰਕ ਕਰਨ ਤੋਂ ਝਿਜਕੋ ਨਾ। ਤੁਹਾਡੇ ਆਦਰਸ਼ ਸਟੀਲ ਪਾਈਪ ਹੱਲ ਸਿਰਫ਼ ਇੱਕ ਸੁਨੇਹਾ ਦੂਰ ਹਨ!








