
JIS G 3461 ଷ୍ଟିଲ୍ ପାଇପ୍ଏହା ଏକ ସିମଲେସ୍ (SMLS) କିମ୍ବା ବୈଦ୍ୟୁତିକ-ପ୍ରତିରୋଧ-ୱେଲ୍ଡଡ୍ (ERW) କାର୍ବନ ଷ୍ଟିଲ୍ ପାଇପ୍, ଯାହା ମୁଖ୍ୟତଃ ବଏଲର୍ ଏବଂ ହିଟ୍ ଏକ୍ସଚେଞ୍ଜର୍ରେ ଟ୍ୟୁବ୍ ଭିତର ଏବଂ ବାହାର ମଧ୍ୟରେ ତାପ ବିନିମୟ ହାସଲ କରିବା ଭଳି ପ୍ରୟୋଗ ପାଇଁ ବ୍ୟବହୃତ ହୁଏ।

ନାଭିଗେସନ୍ ବଟନଗୁଡ଼ିକ
ଆକାର ପରିସର
ଗ୍ରେଡ୍ ବର୍ଗୀକରଣ
କଞ୍ଚାମାଲ
JIS G 3461 ର ଉତ୍ପାଦନ ପ୍ରକ୍ରିୟା
ପାଇପ୍ ଶେଷ ପ୍ରକାର
ଗରମ ଚିକିତ୍ସା
JIS G 3461 ର ରାସାୟନିକ ଗଠନ
JIS G 3461 ର ଯାନ୍ତ୍ରିକ କାର୍ଯ୍ୟଦକ୍ଷତା
କଠୋରତା ପରୀକ୍ଷା
ହାଇଡ୍ରୋଲିକ୍ ପରୀକ୍ଷଣ କିମ୍ବା ଅଣ-ବିନାଶକ ପରୀକ୍ଷଣ
JIS G 3461 ର ପାଇପ୍ ଓଜନ ଚାର୍ଟ
JIS G 3461 ର ମାତ୍ରା ସହନଶୀଳତା
ଦୃଶ୍ୟମାନତା
ଚିହ୍ନିତ କରିବା
JIS G 3461 ପାଇଁ ଆବେଦନପତ୍ର
JIS G 3461 ସମକକ୍ଷ ମାନକ
ଆମର ସମ୍ପର୍କିତ ଉତ୍ପାଦଗୁଡିକ
ଆକାର ପରିସର
୧୫.୯-୧୩୯.୮ମିମି ବାହ୍ୟ ବ୍ୟାସ ସହିତ ଷ୍ଟିଲ୍ ପାଇପ୍ ପାଇଁ ଉପଯୁକ୍ତ।
କଞ୍ଚାମାଲ
ଟ୍ୟୁବ୍ଗୁଡ଼ିକ ଏହିଠାରୁ ତିଆରି କରାଯିବମୃତ ଇସ୍ପାତ.
କିଲ୍ଡ୍ ଇସ୍ପାତ ଏକ ପ୍ରକାରର ଇସ୍ପାତ ଯେଉଁଥିରେ ତରଳାଇବା ପ୍ରକ୍ରିୟା ସମୟରେ ସିଲିକନ୍, ଆଲୁମିନିୟମ୍ କିମ୍ବା ମାଙ୍ଗାନିଜ୍ ଭଳି ଡିଅକ୍ସିଡାଇଜର ମିଶାଇ ଇସ୍ପାତରୁ ଅମ୍ଳଜାନ ଅପସାରିତ ହୁଏ।
ଏହି ଚିକିତ୍ସା ଫଳରେ ଏକ ଇସ୍ପାତ ମିଳିଥାଏ ଯାହା ପ୍ରାୟତଃ ବାୟୁ ବବୁଲ୍ କିମ୍ବା ଅନ୍ୟାନ୍ୟ ଗ୍ୟାସୀୟ ଅନ୍ତର୍ଭୁକ୍ତି ମୁକ୍ତ ଥାଏ, ଯାହା ଇସ୍ପାତର ସମାନତା ଏବଂ ସାମଗ୍ରିକ ଗୁଣକୁ ବୃଦ୍ଧି କରିଥାଏ।
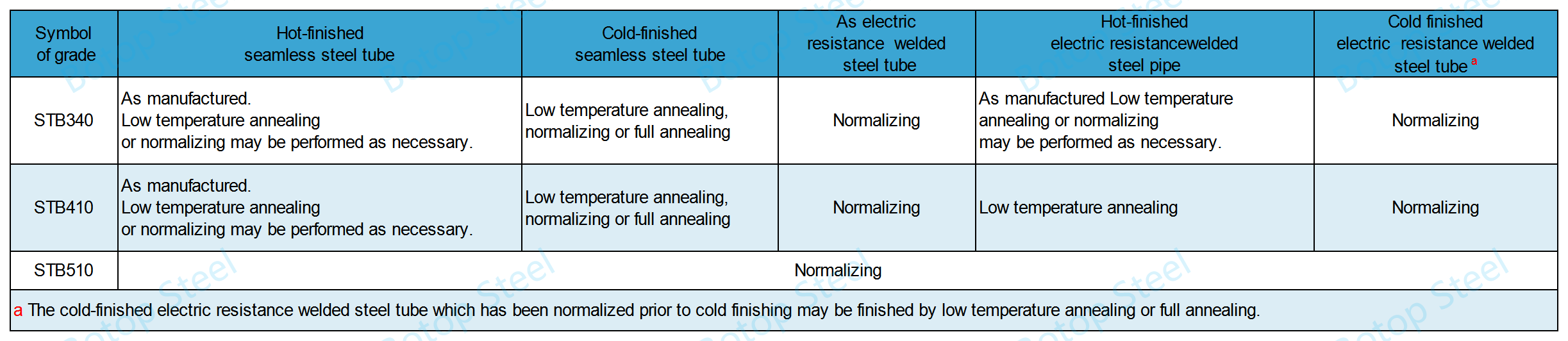
JIS G 3461 ର ଉତ୍ପାଦନ ପ୍ରକ୍ରିୟା
ପାଇପ୍ ଉତ୍ପାଦନ ପଦ୍ଧତି ଏବଂ ଶେଷ ପଦ୍ଧତିର ମିଶ୍ରଣ।

ଗରମ-ସମାପ୍ତ ସିମଲେସ୍ ଷ୍ଟିଲ୍ ଟ୍ୟୁବ୍: SH
ଥଣ୍ଡା-ସଜ୍ଜିତ ସିମଲେସ୍ ଷ୍ଟିଲ୍ ଟ୍ୟୁବ୍: SC
ବୈଦ୍ୟୁତିକ ପ୍ରତିରୋଧ ୱେଲ୍ଡିଂ ଷ୍ଟିଲ୍ ଟ୍ୟୁବ୍ ଭାବରେ: EG
ଗରମ-ସମାପ୍ତ ବୈଦ୍ୟୁତିକ ପ୍ରତିରୋଧ ୱେଲ୍ଡିଂ ଷ୍ଟିଲ୍ ଟ୍ୟୁବ୍: EH
ଥଣ୍ଡା-ସମାପ୍ତ ବୈଦ୍ୟୁତିକ ପ୍ରତିରୋଧ ୱେଲ୍ଡିଂ ଇସ୍ପାତ ନଳୀ: EC
ଯେତେବେଳେ ଏକ ଷ୍ଟିଲ୍ ପାଇପ୍ ପ୍ରତିରୋଧ ୱେଲ୍ଡିଂ ଦ୍ୱାରା ତିଆରି କରାଯାଏ, ସେତେବେଳେ ଭିତର ଏବଂ ବାହ୍ୟ ପୃଷ୍ଠରୁ ୱେଲ୍ଡ ବିଡ୍ସ ଅପସାରଣ କରାଯିବ ଯାହା ଦ୍ଵାରା ପାଇପ୍ର ପୃଷ୍ଠ କଣ୍ଟୋର ସହିତ ମସୃଣ ହେବ।
ଯଦି କ୍ରେତା ଏବଂ ନିର୍ମାତା ରାଜି ହୁଅନ୍ତି, ତେବେ ଭିତର ପୃଷ୍ଠରେ ଥିବା ୱେଲ୍ଡ ବିଡ୍ସକୁ କଢ଼ାଯାଇପାରିବ ନାହିଁ।
ପାଇପ୍ ଶେଷ ପ୍ରକାର
ଷ୍ଟିଲ୍ ପାଇପ୍ ଫ୍ଲାଟ-ଏଣ୍ଡ ହେବା ଉଚିତ।
ଗରମ ଚିକିତ୍ସା
ଉପଯୁକ୍ତ ଉତ୍ତାପ ଚିକିତ୍ସା ଚୟନ କରିବା ସମୟରେ ଷ୍ଟିଲ୍ ପାଇପ୍ର ଉତ୍ପାଦନ ପ୍ରକ୍ରିୟା ଏବଂ ଏହାର ଅନୁରୂପ ସାମଗ୍ରୀ ଗ୍ରେଡ୍ ବିଚାର କରାଯିବା ଆବଶ୍ୟକ।
ବିଭିନ୍ନ ଉତ୍ପାଦନ ପ୍ରକ୍ରିୟା ଏବଂ ସାମଗ୍ରୀ ଗ୍ରେଡ୍ ପାଇଁ ଇଚ୍ଛିତ ଯାନ୍ତ୍ରିକ ଗୁଣ ଏବଂ ସୂକ୍ଷ୍ମ ଗଠନ ହାସଲ କରିବା ପାଇଁ ଭିନ୍ନ ଭିନ୍ନ ତାପ ଚିକିତ୍ସା ପଦ୍ଧତି ଆବଶ୍ୟକ ହୋଇପାରେ।
JIS G 3461 ର ରାସାୟନିକ ଗଠନ
ତାପଜ ବିଶ୍ଳେଷଣ ପଦ୍ଧତିJIS G 0320 ରେ ଥିବା ମାନଦଣ୍ଡ ଅନୁଯାୟୀ ହେବ।

ନିର୍ଦ୍ଦିଷ୍ଟ ଗୁଣ ପାଇବା ପାଇଁ ଏହା ବ୍ୟତୀତ ଅନ୍ୟାନ୍ୟ ମିଶ୍ରଧାତୁ ଉପାଦାନଗୁଡ଼ିକୁ ଯୋଡାଯାଇପାରେ।
ପଦ୍ଧତିଉତ୍ପାଦ ବିଶ୍ଳେଷଣJIS G 0321 ରେ ଥିବା ମାନଦଣ୍ଡ ଅନୁଯାୟୀ ହେବ।
ଯେତେବେଳେ ଉତ୍ପାଦଟି ବିଶ୍ଳେଷଣ କରାଯାଏ, ପାଇପର ରାସାୟନିକ ଗଠନର ବିଚ୍ୟୁତି ମୂଲ୍ୟଗୁଡ଼ିକ ସିମଲେସ୍ ଷ୍ଟିଲ୍ ପାଇପ୍ ପାଇଁ JIS G 0321 ର ଟେବୁଲ 3 ଏବଂ ପ୍ରତିରୋଧ-ୱେଲ୍ଡଡ୍ ଷ୍ଟିଲ୍ ପାଇପ୍ ପାଇଁ JIS G 0321 ର ଟେବୁଲ 2 ର ଆବଶ୍ୟକତା ପୂରଣ କରିବ।
JIS G 3461 ର ଯାନ୍ତ୍ରିକ କାର୍ଯ୍ୟଦକ୍ଷତା
ଯାନ୍ତ୍ରିକ ପରୀକ୍ଷା ପାଇଁ ସାଧାରଣ ଆବଶ୍ୟକତା JIS G 0404 ର ଧାରା 7 ଏବଂ 9 ଅନୁଯାୟୀ ହେବ।
ତଥାପି, ଯାନ୍ତ୍ରିକ ପରୀକ୍ଷା ପାଇଁ ନମୁନା ପଦ୍ଧତି JIS G 0404 ର ଧାରା 7.6 ରେ ଥିବା ଶ୍ରେଣୀ A ବ୍ୟବସ୍ଥାର ଆବଶ୍ୟକତା ଅନୁଯାୟୀ ହେବ।
ଟେନସାଇଲ୍ ଶକ୍ତି, ଉପଜ ବିନ୍ଦୁ କିମ୍ବା ପ୍ରମାଣ ଚାପ, ଏବଂ ବୃଦ୍ଧି
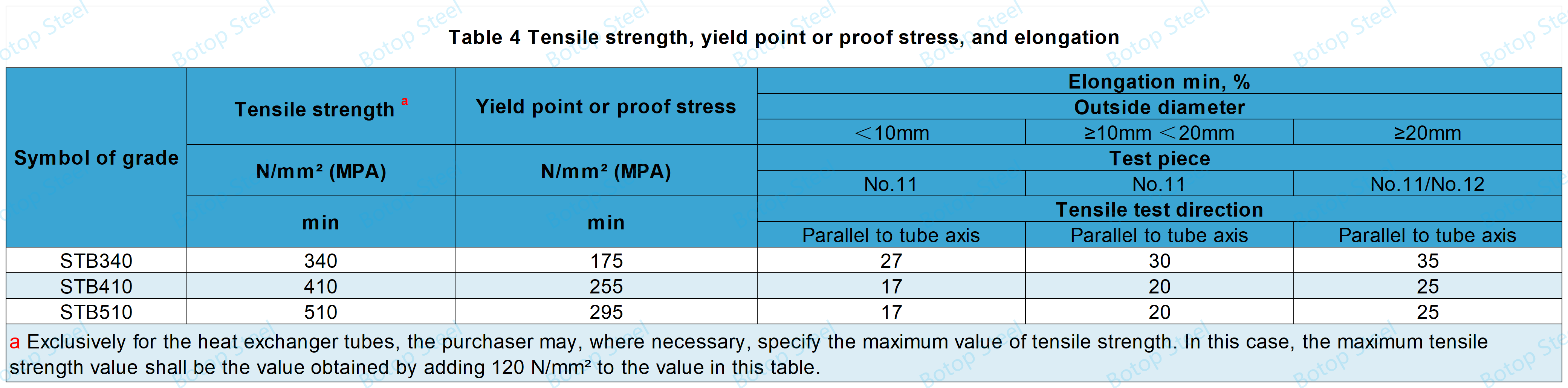
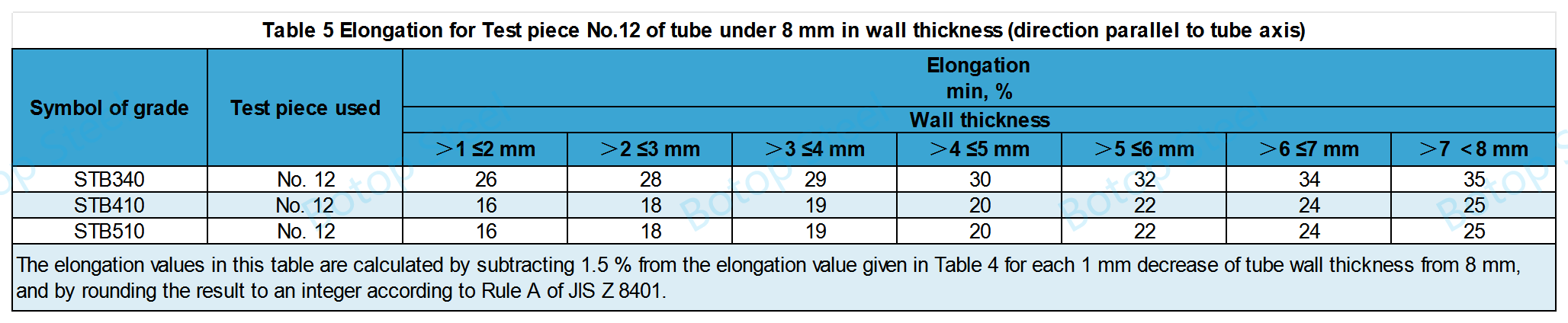
ଯେତେବେଳେ 8 ମିମିରୁ କମ୍ କାନ୍ଥ ଘନତା ଥିବା ଟ୍ୟୁବ୍ ପାଇଁ ପରୀକ୍ଷଣ ଖଣ୍ଡ ନଂ 12 ରେ ଟେନସାଇଲ୍ ପରୀକ୍ଷା କରାଯାଏ, ସେତେବେଳେ ଲମ୍ବ ସାରଣୀ 5 ଅନୁସାରେ ହେବ।
ସମତଳ ପ୍ରତିରୋଧ
ସିମଲେସ୍ ଷ୍ଟିଲ୍ ପାଇପ୍ ପାଇଁ ଫ୍ଲାଟେନିଂ ପ୍ରତିରୋଧ ପରୀକ୍ଷା ଆବଶ୍ୟକ ନାହିଁ।
ପରୀକ୍ଷା ପଦ୍ଧତି ନମୁନାକୁ ମେସିନରେ ରଖନ୍ତୁ ଏବଂ ଦୁଇଟି ପ୍ଲାଟଫର୍ମ ମଧ୍ୟରେ ଦୂରତା ନିର୍ଦ୍ଦିଷ୍ଟ ମୂଲ୍ୟରେ ପହଞ୍ଚିବା ପର୍ଯ୍ୟନ୍ତ ଏହାକୁ ସମତଳ କରନ୍ତୁ।H. ତା'ପରେ ନମୁନାରେ ଫାଟ ଅଛି କି ନାହିଁ ଯାଞ୍ଚ କରନ୍ତୁ।
କ୍ରିଟିକାଲ୍ ରେଜିଷ୍ଟାନ୍ସ ୱେଲ୍ଡିଂ ପାଇପ୍ ପରୀକ୍ଷା କରିବା ସମୟରେ, ୱେଲ୍ଡ ଏବଂ ପାଇପ୍ର କେନ୍ଦ୍ର ମଧ୍ୟରେ ଥିବା ରେଖା ସଙ୍କୋଚନ ଦିଗ ପ୍ରତି ଲମ୍ବ ହୋଇଥାଏ।
H=(1+e)t/(e+t/D)
H: ପ୍ଲାଟେନ ମଧ୍ୟରେ ଦୂରତା (ମିମି)
t: ନଳୀର କାନ୍ଥ ଘନତା (ମିମି)
D: ନଳୀର ବାହ୍ୟ ବ୍ୟାସ (ମିମି)
е: ଟ୍ୟୁବର ପ୍ରତ୍ୟେକ ଗ୍ରେଡ୍ ପାଇଁ ପରିଭାଷିତ ସ୍ଥିରାଙ୍କ।STB340: 0.09;STB410: 0.08;STB510: 0.07।
ଫ୍ଲାରିଂ ପ୍ରପର୍ଟି
ସିମଲେସ୍ ଟ୍ୟୁବ୍ ପାଇଁ ଫ୍ଲେରିଂ ପ୍ରପର୍ଟି ପରୀକ୍ଷା ଆବଶ୍ୟକ ନାହିଁ।
ନମୁନାର ଗୋଟିଏ ପ୍ରାନ୍ତକୁ କୋଠରୀ ତାପମାତ୍ରାରେ (5°C ରୁ 35°C) 60° କୋଣରେ ଏକ ଶଙ୍କାକୃତି ଉପକରଣ ସାହାଯ୍ୟରେ ଫ୍ଲେୟାର କରାଯାଏ ଯେପର୍ଯ୍ୟନ୍ତ ବାହ୍ୟ ବ୍ୟାସ 1.2 ଗୁଣକ ଦ୍ୱାରା ବୃଦ୍ଧି କରାଯାଇ ଫାଟ ପାଇଁ ଯାଞ୍ଚ କରାଯାଏ।
ଏହି ଆବଶ୍ୟକତା 101.6 ମିମିରୁ ଅଧିକ ବାହ୍ୟ ବ୍ୟାସ ଥିବା ଟ୍ୟୁବଗୁଡ଼ିକ ପାଇଁ ମଧ୍ୟ ପ୍ରଯୁଜ୍ୟ।
ଓଲଟା ଫ୍ଲାଟେନିଂ ପ୍ରତିରୋଧ
ବିପରୀତ ଫ୍ଲାଟେନିଂ ପରୀକ୍ଷା ଖଣ୍ଡ ଏବଂ ପରୀକ୍ଷା ପଦ୍ଧତି ନିମ୍ନଲିଖିତ ଭାବରେ ହେବ।
ପାଇପର ଗୋଟିଏ ମୁଣ୍ଡରୁ 100 ମିମି ଲମ୍ବର ଏକ ପରୀକ୍ଷା ଖଣ୍ଡ କାଟି ପରିଧିର ଉଭୟ ପାର୍ଶ୍ୱରେ ଥିବା ୱେଲ୍ଡ ଲାଇନରୁ 90° ଅଧା କରି ପରୀକ୍ଷା ଖଣ୍ଡକୁ କାଟି ଦିଅନ୍ତୁ, ୱେଲ୍ଡ ଥିବା ଅଧାକୁ ପରୀକ୍ଷା ଖଣ୍ଡ ଭାବରେ ନିଅନ୍ତୁ।
କୋଠରୀ ତାପମାତ୍ରାରେ (୫°C ରୁ ୩୫°C) ନମୁନାକୁ ଏକ ପ୍ଲେଟରେ ଚପଟା କରନ୍ତୁ ଯାହା ଉପରେ ୱେଲ୍ଡ ଅଛି ଏବଂ ନମୁନାକୁ ୱେଲ୍ଡରେ ଫାଟ ଅଛି କି ନାହିଁ ତାହା ଯାଞ୍ଚ କରନ୍ତୁ।
କଠୋରତା ପରୀକ୍ଷା
| ଗ୍ରେଡର ପ୍ରତୀକ | ରକୱେଲ କଠୋରତା (ତିନୋଟି ସ୍ଥିତିର ହାରାହାରି ମୂଲ୍ୟ) ଏଚଆରବିଡବ୍ଲୁ |
| ଏସଟିବି୩୪୦ | ସର୍ବାଧିକ ୭୭ |
| ଏସଟିବି୪୧୦ | ସର୍ବାଧିକ ୭୯ |
| ଏସଟିବି୫୧୦ | ସର୍ବାଧିକ 92 |
ହାଇଡ୍ରୋଲିକ୍ ପରୀକ୍ଷଣ କିମ୍ବା ଅଣ-ବିନାଶକ ପରୀକ୍ଷଣ
ପ୍ରତ୍ୟେକ ପାଇପରେ ଏକ ହାଇଡ୍ରୋଲିକ୍ କିମ୍ବା ଅଣ-ବିନାଶକ ପରୀକ୍ଷା କରାଯିବ।
ହାଇଡ୍ରୋଲିକ୍ ପରୀକ୍ଷଣ
ପାଇପ୍ର ଭିତର ଭାଗକୁ ସର୍ବନିମ୍ନ କିମ୍ବା ଅଧିକ ଚାପରେ P କୁ ଅତି କମରେ 5 ସେକେଣ୍ଡ ପାଇଁ ଧରି ରଖନ୍ତୁ, ତା’ପରେ ଯାଞ୍ଚ କରନ୍ତୁ ଯେ ପାଇପ୍ ଲିକ୍ ବିନା ଚାପ ସହ୍ୟ କରିପାରିବ କି ନାହିଁ।
ପି=୨ମ/ଦି
P: ପରୀକ୍ଷଣ ଚାପ (MPa)
t: ନଳୀର କାନ୍ଥ ଘନତା (ମିମି)
D: ନଳୀର ବାହ୍ୟ ବ୍ୟାସ (ମିମି)
s: ଉପଜ ବିନ୍ଦୁ କିମ୍ବା ପ୍ରମାଣ ଚାପର ନିର୍ଦ୍ଦିଷ୍ଟ ସର୍ବନିମ୍ନ ମୂଲ୍ୟର 60%।
ପି ସର୍ବାଧିକ 10 MPa।
ଯଦି କ୍ରେତା ଗଣନା କରାଯାଇଥିବା ପରୀକ୍ଷଣ ଚାପ P କିମ୍ବା 10 MPa ଠାରୁ ଅଧିକ ଚାପ ନିର୍ଦ୍ଦିଷ୍ଟ କରନ୍ତି, ତେବେ ପ୍ରୟୋଗିତ ପରୀକ୍ଷଣ ଚାପ କ୍ରେତା ଏବଂ ନିର୍ମାତାଙ୍କ ମଧ୍ୟରେ ସହମତ ହେବ।
ଯଦି 10 MPa ରୁ କମ୍ ହୁଏ ତେବେ ଏହାକୁ 0.5 MPa ବୃଦ୍ଧିରେ ଏବଂ ଯଦି 10 MPa କିମ୍ବା ତା’ଠାରୁ ଅଧିକ ହୁଏ ତେବେ 1 MPa ବୃଦ୍ଧିରେ ନିର୍ଦ୍ଦିଷ୍ଟ କରାଯିବ।
ବିନାଶକାରୀ ପରୀକ୍ଷା
ଷ୍ଟିଲ୍ ଟ୍ୟୁବ୍ର ବିନାଶକାରୀ ପରୀକ୍ଷଣ ଅଲ୍ଟ୍ରାସୋନିକ କିମ୍ବା ଏଡି କରେଣ୍ଟ ପରୀକ୍ଷଣ ଦ୍ୱାରା କରାଯିବା ଉଚିତ।
ଅଲ୍ଟ୍ରାସୋନିକ ନିରୀକ୍ଷଣ ବୈଶିଷ୍ଟ୍ୟ ପାଇଁ, JIS G 0582 ରେ ନିର୍ଦ୍ଦିଷ୍ଟ କରାଯାଇଥିବା ଶ୍ରେଣୀ UD ର ଏକ ସନ୍ଦର୍ଭ ମାନକ ଧାରଣ କରିଥିବା ଏକ ସନ୍ଦର୍ଭ ନମୁନାରୁ ମିଳିଥିବା ସଙ୍କେତକୁ ଏକ ଆଲାର୍ମ ସ୍ତର ଭାବରେ ବିବେଚନା କରାଯିବ ଏବଂ ଏହାର ମୌଳିକ ସଙ୍କେତ ଆଲାର୍ମ ସ୍ତର ସହିତ ସମାନ କିମ୍ବା ତା'ଠାରୁ ଅଧିକ ହେବ।
ଏଡି କରେଣ୍ଟ ନିରୀକ୍ଷଣ ବୈଶିଷ୍ଟ୍ୟ ପାଇଁ, EY ବର୍ଗ ସହିତ JIS G 0583 ରେ ନିର୍ଦ୍ଦିଷ୍ଟ କରାଯାଇଥିବା ସନ୍ଦର୍ଭ ମାନକରୁ ଆସିଥିବା ସିଗନାଲକୁ ଆଲାର୍ମ ସ୍ତର ଭାବରେ ବିବେଚନା କରାଯିବ, ଏବଂ ଆଲାର୍ମ ସ୍ତର ସହିତ ସମାନ କିମ୍ବା ତା'ଠାରୁ ଅଧିକ କୌଣସି ସିଗନାଲ ରହିବ ନାହିଁ।
JIS G 3461 ର ପାଇପ୍ ଓଜନ ଚାର୍ଟ
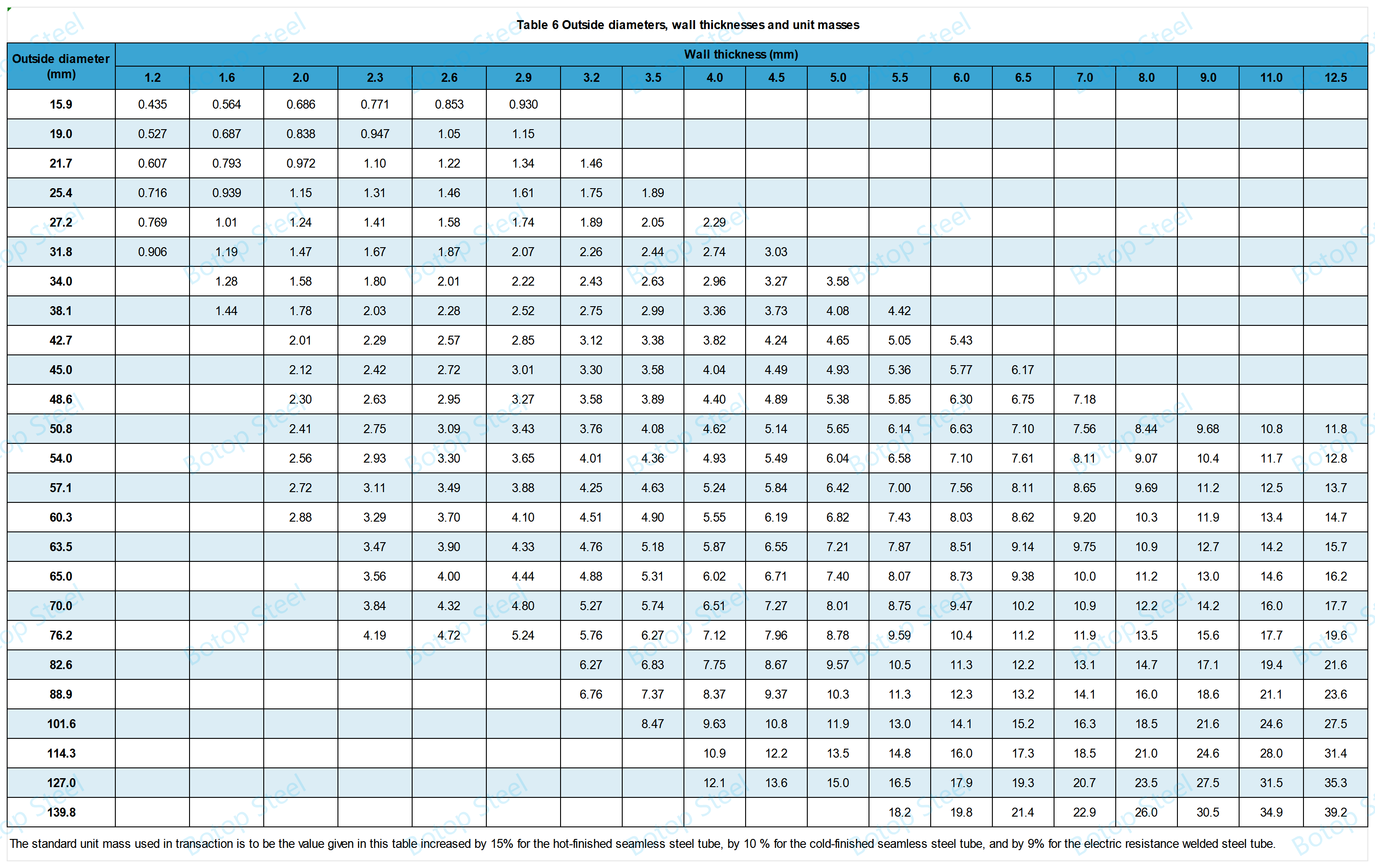
ଓଜନ ଚାର୍ଟରେ ଥିବା ତଥ୍ୟ ନିମ୍ନରେ ଥିବା ସୂତ୍ର ଉପରେ ଆଧାରିତ।
W=0.02466t(Dt)
W: ପାଇପର ୟୁନିଟ୍ ବହନ (କିଗ୍ରା/ମି)
t: ପାଇପର କାନ୍ଥ ଘନତା (ମିମି)
D: ପାଇପର ବାହ୍ୟ ବ୍ୟାସ (ମିମି)
୦.୦୨୪୬୬: W ପ୍ରାପ୍ତ କରିବା ପାଇଁ ରୂପାନ୍ତର କାରକ
ଉପରୋକ୍ତ ସୂତ୍ରଟି 7.85 g/cm³ ଇସ୍ପାତ ଟ୍ୟୁବର ଘନତ୍ୱ ଉପରେ ଆଧାରିତ ଏକ ରୂପାନ୍ତର ଏବଂ ଫଳାଫଳଗୁଡ଼ିକୁ ତିନୋଟି ଗୁରୁତ୍ୱପୂର୍ଣ୍ଣ ଅଙ୍କରେ ପରିଣତ କରାଯାଇଛି।
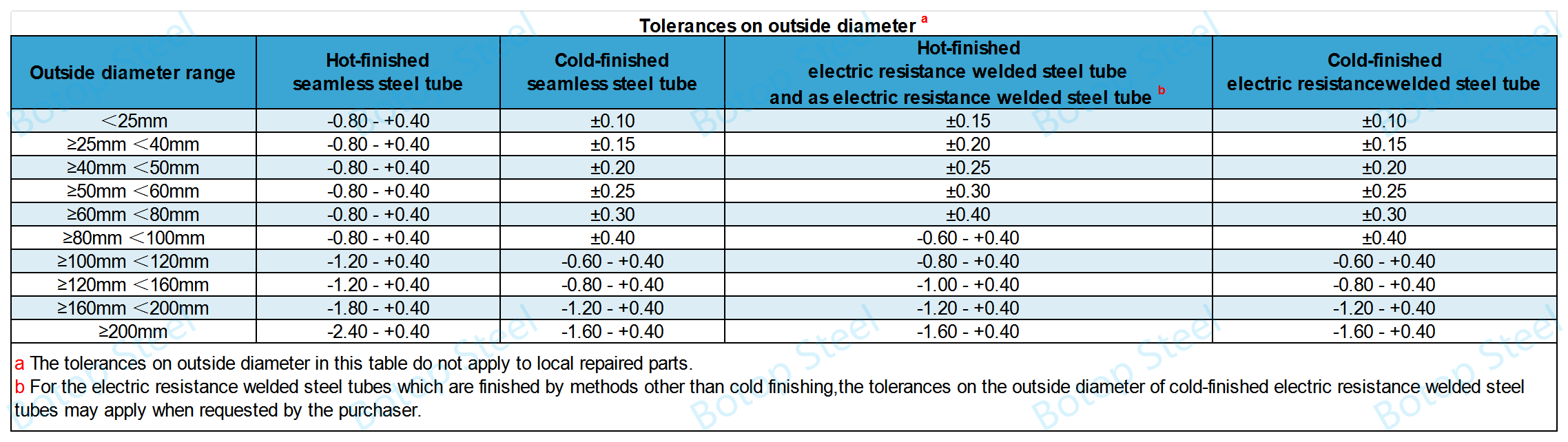
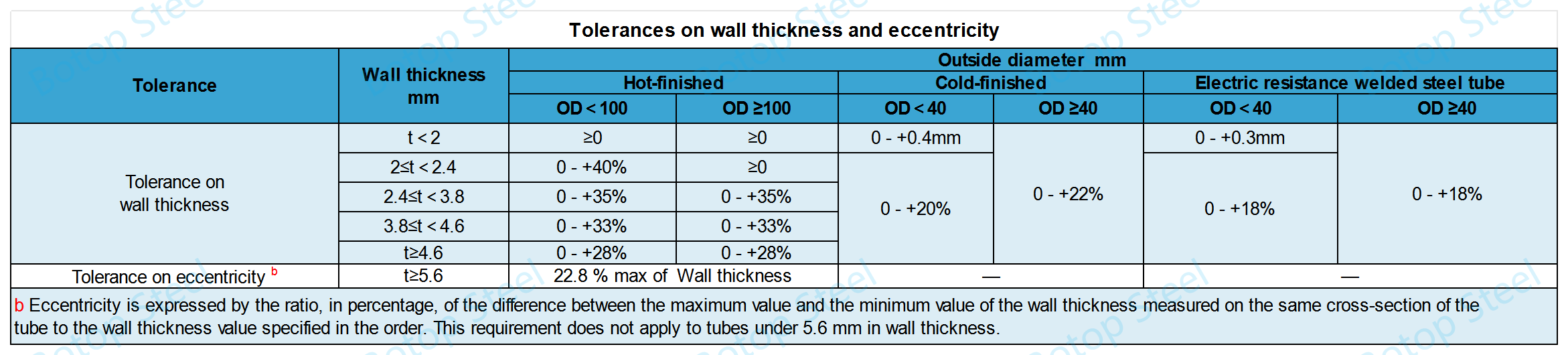
JIS G 3461 ର ମାତ୍ରା ସହନଶୀଳତା
ବାହାର ବ୍ୟାସ ଉପରେ ସହନଶୀଳତା
କାନ୍ଥର ଘନତା ଏବଂ ଅଲୌକିକତା ଉପରେ ସହନଶୀଳତା
ଦୈର୍ଘ୍ୟରେ ସହନଶୀଳତା

ଦୃଶ୍ୟମାନତା
ଷ୍ଟିଲ୍ ପାଇପ୍ର ଆଭ୍ୟନ୍ତରୀଣ ଏବଂ ବାହ୍ୟ ପୃଷ୍ଠଗୁଡ଼ିକ ମସୃଣ ଏବଂ ବ୍ୟବହାର ପାଇଁ ଅନୁକୂଳ ତ୍ରୁଟିମୁକ୍ତ ହେବା ଉଚିତ। ପ୍ରତିରୋଧ ୱେଲ୍ଡିଂ ଷ୍ଟିଲ୍ ପାଇପ୍ ପାଇଁ, ଭିତର ୱେଲ୍ଡର ଉଚ୍ଚତା ≤ 0.25 ମିମି।
OD ≤ 50.8mm କିମ୍ବା କାନ୍ଥ ଘନତା ≤ 3.5mm ଥିବା ଷ୍ଟିଲ୍ ପାଇପ୍ ପାଇଁ, 0.15mm ଭିତର କ୍ୟାମ୍ପ୍ ଆବଶ୍ୟକ ହୋଇପାରେ।
ଷ୍ଟିଲ୍ ପାଇପ୍ର ପୃଷ୍ଠକୁ ଗ୍ରାଇଣ୍ଡିଂ ଏବଂ ଚିପିଂ, ମେସିନିଂ କିମ୍ବା ଅନ୍ୟାନ୍ୟ ପଦ୍ଧତି ଦ୍ୱାରା ମରାମତି କରାଯାଇପାରିବ। ଯେପର୍ଯ୍ୟନ୍ତ ମରାମତି ହୋଇଥିବା କାନ୍ଥର ଘନତା
ନିର୍ଦ୍ଦିଷ୍ଟ କାନ୍ଥ ଘନତା ସହନଶୀଳତା ମଧ୍ୟରେ ଅଛି, ଏବଂ ମରାମତି କରାଯାଇଥିବା ଅଂଶର ପୃଷ୍ଠ ମସୃଣ ହେବ।
ଚିହ୍ନିତ କରିବା
ନିମ୍ନଲିଖିତ ସୂଚନାକୁ ଲେବଲ୍ କରିବା ପାଇଁ ଏକ ଉପଯୁକ୍ତ ପଦ୍ଧତି ଗ୍ରହଣ କରନ୍ତୁ।
କ) ଗ୍ରେଡର ପ୍ରତୀକ;
ଖ) ଉତ୍ପାଦନ ପଦ୍ଧତିର ପ୍ରତୀକ;
ଗ) ପରିମାଣ: ବାହ୍ୟ ବ୍ୟାସ ଏବଂ କାନ୍ଥ ଘନତା;
ଘ) ନିର୍ମାତାଙ୍କ ନାମ କିମ୍ବା ଚିହ୍ନଟକାରୀ ବ୍ରାଣ୍ଡ।
JIS G 3461 ପାଇଁ ଆବେଦନପତ୍ର
ମୁଖ୍ୟତଃ ବଏଲରରେ ପାଣି ପାଇପ୍, ଫ୍ଲୁ ପାଇପ୍, ସୁପରହିଟର ପାଇପ୍ ଏବଂ ଏୟାର ପ୍ରିହିଟର ପାଇପ୍ ପାଇଁ ବ୍ୟବହୃତ, ଏହି କାର୍ବନ ଷ୍ଟିଲ୍ ଟ୍ୟୁବ୍ ଗୁଡିକ ଟ୍ୟୁବ୍ ଭିତରେ ଏବଂ ବାହାରେ ତାପ ବିନିମୟ ହାସଲ କରିବା ପାଇଁ ବ୍ୟବହୃତ ହୁଏ।
ଏହା ସହିତ, ଏହି ଟ୍ୟୁବ୍ଗୁଡ଼ିକ ରାସାୟନିକ ଏବଂ ପେଟ୍ରୋଲିୟମ୍ ଶିଳ୍ପରେ ଉତ୍ତାପ ବିନିମୟକାରୀ ଟ୍ୟୁବ୍, କଣ୍ଡେନ୍ସର୍ ଟ୍ୟୁବ୍ ଏବଂ ଉତ୍ପ୍ରବାହୀ ଟ୍ୟୁବ୍ ପାଇଁ ବହୁଳ ଭାବରେ ବ୍ୟବହୃତ ହୁଏ।
ତଥାପି, ଏଗୁଡ଼ିକ କମ୍ ତାପମାତ୍ରା ପାଇଁ ଦହନ ହିଟର ଟ୍ୟୁବ୍ ଏବଂ ତାପ ବିନିମୟ ଟ୍ୟୁବ୍ ପାଇଁ ଉପଯୁକ୍ତ ନୁହେଁ।
JIS G 3461 ସମକକ୍ଷ ମାନକ

ଆମର ସମ୍ପର୍କିତ ଉତ୍ପାଦଗୁଡିକ
୨୦୧୪ ମସିହାରେ ପ୍ରତିଷ୍ଠା ହେବା ପରଠାରୁ, ବୋଟପ୍ ଷ୍ଟିଲ୍ ଉତ୍ତର ଚୀନ୍ରେ କାର୍ବନ ଷ୍ଟିଲ୍ ପାଇପ୍ର ଏକ ପ୍ରମୁଖ ଯୋଗାଣକାରୀ ପାଲଟିଛି, ଯାହା ଉତ୍କୃଷ୍ଟ ସେବା, ଉଚ୍ଚମାନର ଉତ୍ପାଦ ଏବଂ ବ୍ୟାପକ ସମାଧାନ ପାଇଁ ଜଣାଶୁଣା। କମ୍ପାନୀ ବିଭିନ୍ନ ପ୍ରକାରର କାର୍ବନ ଷ୍ଟିଲ୍ ପାଇପ୍ ଏବଂ ସମ୍ବନ୍ଧିତ ଉତ୍ପାଦ ପ୍ରଦାନ କରେ, ଯେଉଁଥିରେ ସିମଲେସ୍, ERW, LSAW, ଏବଂ SSAW ଷ୍ଟିଲ୍ ପାଇପ୍, ଏବଂ ପାଇପ୍ ଫିଟିଂ ଏବଂ ଫ୍ଲାଞ୍ଜର ଏକ ସମ୍ପୂର୍ଣ୍ଣ ଲାଇନଅପ୍ ଅନ୍ତର୍ଭୁକ୍ତ।
ଏହାର ସ୍ୱତନ୍ତ୍ର ଉତ୍ପାଦଗୁଡ଼ିକରେ ଉଚ୍ଚ-ଗ୍ରେଡ୍ ମିଶ୍ରଧାତୁ ଏବଂ ଅଷ୍ଟେନିଟିକ୍ ଷ୍ଟେନଲେସ୍ ଷ୍ଟିଲ୍ ମଧ୍ୟ ଅନ୍ତର୍ଭୁକ୍ତ, ଯାହାକି ବିଭିନ୍ନ ପାଇପଲାଇନ୍ ପ୍ରକଳ୍ପର ଚାହିଦା ପୂରଣ କରିବା ପାଇଁ ପ୍ରସ୍ତୁତ।
ଟ୍ୟାଗ୍: jis g 3461, stb310, stb410, stb510, କାର୍ବନ ଷ୍ଟିଲ୍ ପାଇପ୍, ଯୋଗାଣକାରୀ, ନିର୍ମାତା, କାରଖାନା, ଷ୍ଟକିଷ୍ଟ, କମ୍ପାନୀ, ହୋଲସେଲ୍, କ୍ରୟ, ମୂଲ୍ୟ, କୋଟେସନ୍, ବଲ୍କ, ବିକ୍ରୟ ପାଇଁ, ମୂଲ୍ୟ।
ପୋଷ୍ଟ ସମୟ: ମଇ-୧୧-୨୦୨୪