




| एलएसएडब्ल्यू स्टील पाईपसाठी तपशील | |
| १.आकार | १)ओडी: ४०६ मिमी-१५०० मिमी |
| २) भिंतीची जाडी: ८ मिमी-५० मिमी | |
| ३) एससीएच२०, एससीएच४०, एसटीडी, एक्सएस, एससीएच८० | |
| २.मानक: | एएसटीएम ए५३, एपीआय ५एल,EN10219 बद्दल,EN10210 बद्दल,एएसटीएम ए२५२,एएसटीएम ए५०० इ. |
| ३.साहित्य | एएसटीएम ए५३ ग्रॅ.बी,एपीआय ५एल ग्रेड बी,X42,X52,X60,X70,X80,S235JR,S355J0H, इ. |
| ४.वापर: | १) कमी दाबाचा द्रव, पाणी, वायू, तेल, लाइन पाईप |
| २) स्ट्रक्चर पाईप, पाईप पाइलिंग बांधकाम | |
| ३) कुंपण, दरवाजाचा पाईप | |
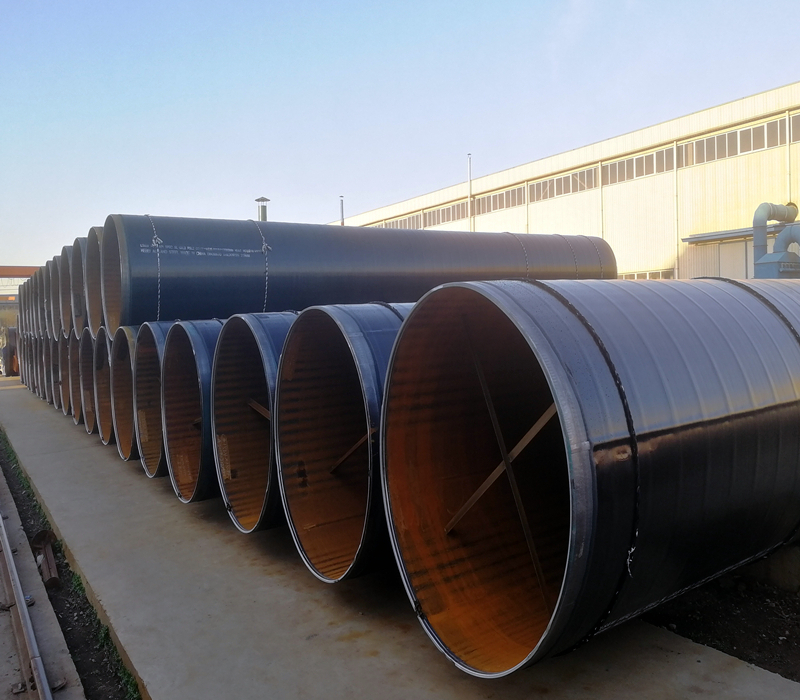
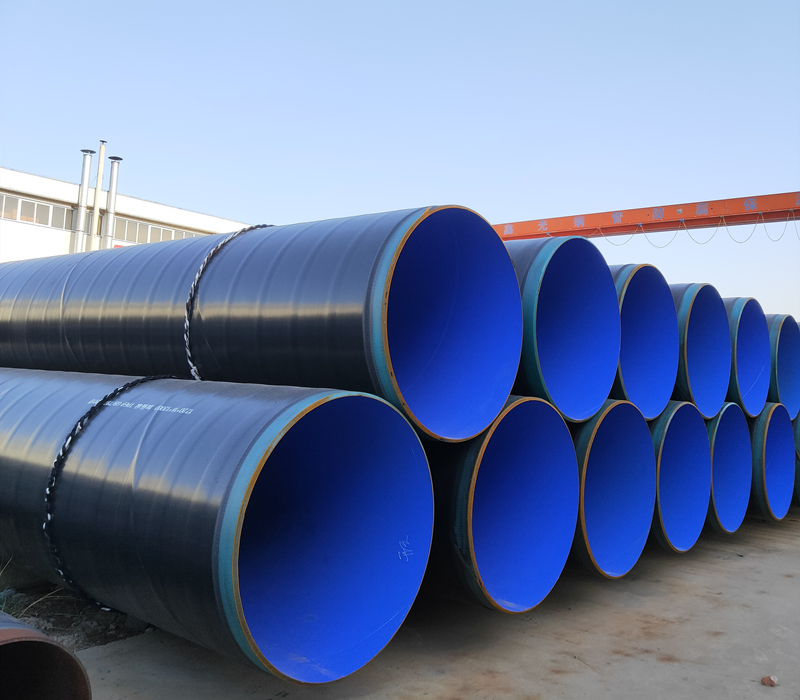
| ५.कोटिंग | १) उघडा २) काळा रंग (वार्निश कोटिंग) ३) गॅल्वनाइज्ड ४) तेलकट ५) पीई, ३पीई, एफबीई, कोमोशन रेझिस्टंट कोटिंग, अँटी कॉरोजन कोटिंग |
| ६.तंत्र | अनुदैर्ध्य वेल्डेड स्टील पाईप |
| ७. तपासणी: | हायड्रॉलिक चाचणी, एडी करंट, आरटी, यूटी किंवा तृतीय पक्षाद्वारे तपासणीसह |
| ८.डिलिव्हरी | कंटेनर, मोठ्या प्रमाणात जहाज. |
| ९. आमच्या गुणवत्तेबद्दल: | १) कोणतेही नुकसान नाही, वाकणे नाही २) कोणतेही बुर किंवा तीक्ष्ण कडा नाहीत आणि कोणतेही स्क्रॅप नाहीत ३) तेल लावण्यासाठी आणि चिन्हांकित करण्यासाठी मोफत ४) सर्व वस्तू शिपमेंटपूर्वी तृतीय पक्षाच्या तपासणीद्वारे तपासल्या जाऊ शकतात. |

हाँगकाँगचे अभियांत्रिकी प्रकरण

कतारचे अभियांत्रिकी प्रकरण

तुर्कीचे अभियांत्रिकी प्रकरण

एलएसएडब्ल्यू पाईपफिलर वेल्डिंग, कण संरक्षण फ्लक्स बरी केलेला चाप वापरून, बुडलेल्या चाप वेल्डिंग तंत्रज्ञानाचा अवलंब करते.
LSAW हे बुडलेल्या आर्क वेल्डेड स्ट्रेट सीम स्टील पाईपचे इंग्रजी संक्षेप आहे. बुडलेल्या आर्क वेल्डेड स्ट्रेट सीम स्टील पाईपच्या उत्पादन प्रक्रियेमध्ये JCOE फॉर्मिंग टेक्नॉलॉजी, कॉइल फॉर्मिंग बुडलेल्या आर्क वेल्डिंग टेक्नॉलॉजी आणि UOE फॉर्मिंग टेक्नॉलॉजी समाविष्ट आहे.
लॉन्गिट्युडिनल सबमर्ज्ड-आर्क वेल्डेड (LSAW) पाईप तयार करण्याची प्रक्रिया खालीलप्रमाणे आहे:
अल्ट्रासोनिक प्लेट प्रोबिंग → एज मिलिंग → प्री-बेंडिंग → फॉर्मिंग → प्री-वेल्डिंग → अंतर्गत वेल्डिंग → बाह्य वेल्डिंग → अल्ट्रासोनिक तपासणी → एक्स-रे तपासणी → एक्सपांडिंग → हायड्रॉलिक चाचणी → एल. चाम्फरिंग → अल्ट्रासोनिक तपासणी → एक्स-रे तपासणी → ट्यूबच्या टोकावर चुंबकीय कण तपासणी

| तन्यता आवश्यकता | |||
| ग्रेड १ | ग्रेड २ | ग्रेड ३ | |
| तन्य शक्ती, किमान, psi (MPa) | ५०,००० (३४५) | ६०,००० (४१५) | ६६००० (४५५) |
| उत्पन्न बिंदू किंवा उत्पन्न शक्ती, किमान, psi(MPa) | ३०,००० (२०५) | ३५००० (२४०) | ४५००० (३१०) |
| %६ इंच (७.९ मिमी) किंवा त्याहून अधिक भिंतीच्या जाडीसाठी मूलभूत किमान लांबी: ८ इंच (२०३.२ मिमी), किमान, % वाढ २ इंच (५०.८ मिमी), किमान, % | 18 30 | 14 25 | ... 20 |
| %6 इंच (7.9 मिमी) पेक्षा कमी असलेल्या भिंतींच्या जाडीसाठी, प्रत्येक व्हीझी - इंच (0.8 मिमी) साठी 2 इंच (50.08 मिमी) मधील मूलभूत किमान लांबीमधून वजावट %6 इंच (7.9 मिमी) पेक्षा कमी असलेल्या भिंतीच्या जाडीत टक्केवारीत घट. | १.५अ | १.२५अ | १.०अ... |

हायड्रोस्टॅटिक चाचणी

एनडीटी (आरटी) चाचणी

एनडीटी (यूटी) चाचणी
वाकण्याची चाचणी—पुरेशा लांबीच्या पाईपला दंडगोलाकार मँडरेलभोवती ९०° पर्यंत थंड वाकवले पाहिजे.
सपाटीकरण चाचणी-जरी चाचणी आवश्यक नसली तरी, पाईप फ्लॅटनिंग चाचणी आवश्यकता पूर्ण करण्यास सक्षम असले पाहिजे.
हायड्रो-स्टॅटिक चाचणी—परवानगी असल्याशिवाय, पाईपच्या भिंतीतून गळती न होता प्रत्येक लांबीच्या पाईपची हायड्रो-स्टॅटिक चाचणी केली पाहिजे.
विनाशकारी विद्युत चाचणी-हायड्रो-स्टॅटिक चाचणीला पर्याय म्हणून, प्रत्येक पाईपच्या संपूर्ण शरीराची नॉनडिस्ट्रक्टिव्ह इलेक्ट्रिक चाचणीने चाचणी केली जाईल. जिथे नॉनडिस्ट्रक्टिव्ह इलेक्ट्रिक चाचणी केली जाते, तिथे लांबी "NDE" अक्षरांनी चिन्हांकित केली जाईल.
अल्ट्रासाऊंड चाचण्या
एडी करंट परीक्षा
बेअर पाईप, काळा कोटिंग (सानुकूलित);
दोन्ही टोकांना एंड प्रोटेक्टर आहेत;
साधा टोक, बेव्हल टोक;
मार्किंग.




| बाहेरील व्यास | पाईपच्या ढिगाऱ्यांचा बाह्य व्यास निर्दिष्ट बाह्य व्यासापेक्षा ±1% पेक्षा जास्त नसावा. | ||
| भिंतीची जाडी | कोणत्याही वेळी भिंतीची जाडी निर्दिष्ट केलेल्या नाममात्र भिंतीच्या जाडीपेक्षा १२.५% पेक्षा जास्त नसावी. | ||
| लांबी | पाईपचे ढिगारे खालील मर्यादांनुसार खरेदी ऑर्डरमध्ये निर्दिष्ट केल्याप्रमाणे एकल यादृच्छिक लांबी, दुहेरी यादृच्छिक लांबी किंवा एकसमान लांबीमध्ये सुसज्ज केले पाहिजेत: | एकल यादृच्छिक लांबी | १६ ते २५ फूट (४.८८ ते ७.६२ मिमी), इंच |
| दुहेरी यादृच्छिक लांबी | २५ फूट (७.६२ मी) पेक्षा जास्त उंची आणि किमान सरासरी ३५ फूट (१०.६७ मी) | ||
| एकसमान लांबी | ±1 इंचच्या परवानगीयोग्य फरकासह निर्दिष्ट केलेली लांबी. | ||
| वजन | पाईपच्या ढिगाऱ्याच्या प्रत्येक लांबीचे वजन स्वतंत्रपणे केले पाहिजे आणि त्याचे वजन त्याच्या सैद्धांतिक वजनापेक्षा १५% जास्त किंवा ५% कमी नसावे, त्याची लांबी आणि प्रति युनिट लांबीचे वजन वापरून गणना केली पाहिजे. | ||










