



एएसटीएम ए१७८स्टील ट्यूब्स या विद्युत प्रतिरोधक वेल्डेड (ERW) ट्यूब्स आहेतकार्बन आणि कार्बन-मॅंगनीज स्टीलबॉयलर ट्यूब, बॉयलर फ्लू, सुपरहीटर फ्लू आणि सेफ्टी एंड म्हणून वापरले जाते.
हे १२.७-१२७ मिमी बाह्य व्यास आणि ०.९-९.१ मिमी दरम्यान भिंतीची जाडी असलेल्या स्टील ट्यूबसाठी योग्य आहे.
ASTM A178 ट्यूब्स रेझिस्टन्स वेल्डेड ट्यूबसाठी योग्य आहेत ज्यासहबाह्य व्यास १/२ - ५ इंच [१२.७ - १२७ मिमी] आणि भिंतीची जाडी ०.०३५ - ०.३६० इंच [०.९ - ९.१ मिमी] दरम्यान, जरी इतर आकार अर्थातच आवश्यकतेनुसार उपलब्ध आहेत, परंतु जर या नळ्या या तपशीलाच्या इतर सर्व आवश्यकता पूर्ण करतात.
वेगवेगळ्या वापराच्या वातावरणाशी जुळवून घेण्यासाठी तीन श्रेणी आहेत.
ग्रेड ए, ग्रेड सी आणि ग्रेड डी.
| ग्रेड | कार्बन स्टील प्रकार |
| श्रेणी अ | कमी कार्बन स्टील |
| ग्रेड क | मध्यम-कार्बन स्टील |
| ग्रेड ड | कार्बन-मॅंगनीज स्टील |
या स्पेसिफिकेशन अंतर्गत दिलेले साहित्य स्पेसिफिकेशन A450/A450M च्या सध्याच्या आवृत्तीच्या लागू असलेल्या आवश्यकतांनुसार असेल. जोपर्यंत येथे अन्यथा प्रदान केले जात नाही.
श्रेणी अआणिग्रेड कविशिष्ट स्टील निर्दिष्ट करू नका; आवश्यकतेनुसार योग्य कच्चा माल निवडा.
साठी स्टीलग्रेड डमारले जाईल.
स्टील उत्पादन प्रक्रियेदरम्यान वितळलेल्या स्टीलमध्ये डीऑक्सिडायझर्स (उदा. सिलिकॉन, अॅल्युमिनियम, मॅंगनीज इ.) जोडून किल्ड स्टील तयार केले जाते, ज्यामुळे स्टीलमधील ऑक्सिजनचे प्रमाण कमी होते किंवा नाहीसे होते.
या प्रक्रियेमुळे स्टीलची एकरूपता आणि स्थिरता सुधारते, त्याचे यांत्रिक गुणधर्म वाढतात आणि गंज प्रतिकार सुधारतो.
म्हणूनच, किल्ड स्टील्सचा वापर अशा अनुप्रयोगांमध्ये मोठ्या प्रमाणात केला जातो जिथे उच्च प्रमाणात एकरूपता आणि उत्कृष्ट यांत्रिक गुणधर्म आवश्यक असतात, जसे की प्रेशर वेसल्स, बॉयलर आणि मोठ्या स्ट्रक्चरल घटकांचे उत्पादन.
स्टील ट्यूब्स वापरून तयार केल्या जातातईआरडब्ल्यूउत्पादन प्रक्रिया.

ERW (इलेक्ट्रिक रेझिस्टन्स वेल्डेड)कार्बन स्टील पाईप तयार करण्यासाठी ही एक आदर्श प्रक्रिया आहे.
उच्च वेल्डिंग ताकद, गुळगुळीत अंतर्गत आणि बाह्य पृष्ठभाग, जलद उत्पादन गती आणि कमी किंमत या फायद्यांसह, ते अनेक औद्योगिक आणि बांधकाम क्षेत्रात मोठ्या प्रमाणावर वापरले जाते.
एएसटीएम ए१७८स्टील पाईपउष्णता उपचार करणे आवश्यक आहेउत्पादन प्रक्रियेदरम्यान. पाईपचे यांत्रिक गुणधर्म आणि संरचनात्मक स्थिरता सुधारण्यासाठी तसेच वेल्डिंग प्रक्रियेदरम्यान येऊ शकणारे ताण दूर करण्यासाठी याचा वापर केला जातो.
वेल्डिंगनंतर, सर्व नळ्या १६५०°F [९००°C] किंवा त्याहून अधिक तापमानावर उष्णता उपचारित केल्या पाहिजेत आणि त्यानंतर हवेत किंवा नियंत्रित-वातावरण भट्टीच्या कूलिंग चेंबरमध्ये थंड केल्या पाहिजेत.
थंड-ड्रॉ केलेल्या नळ्याअंतिम कोल्ड-ड्रॉ पासनंतर १२००°F [६५०°C] किंवा त्याहून अधिक तापमानात उष्णता उपचार केले जातील.

जेव्हा उत्पादन विश्लेषण केले जाते, तेव्हा तपासणीची वारंवारता खालीलप्रमाणे निश्चित केली जाते.
| वर्गीकरण | तपासणी वारंवारता |
| बाह्य व्यास ≤ ३ इंच [७६.२ मिमी] | २५० पीसी/वेळ |
| बाह्य व्यास > ३ इंच [७६.२ मिमी] | १०० पीसी/वेळ |
| ट्यूब हीट नंबरनुसार फरक करा | प्रति उष्णता क्रमांक |
यांत्रिक गुणधर्म आवश्यकता १/८ इंच [३.२ मिमी] आतील व्यासापेक्षा किंवा ०.०१५ इंच [०.४ मिमी] जाडीपेक्षा लहान नळ्यांना लागू होत नाहीत.
१. तन्य गुणधर्म
वर्ग क आणि ड साठी, प्रत्येक लॉटमधील दोन नळ्यांवर एक तन्य चाचणी केली जाईल.
ग्रेड ए टयूबिंगसाठी, सामान्यतः तन्य चाचणी आवश्यक नसते. हे ग्रेड ए टयूबिंग प्रामुख्याने कमी-दाब आणि कमी-तापमानाच्या अनुप्रयोगांसाठी वापरले जाते या वस्तुस्थितीमुळे आहे.
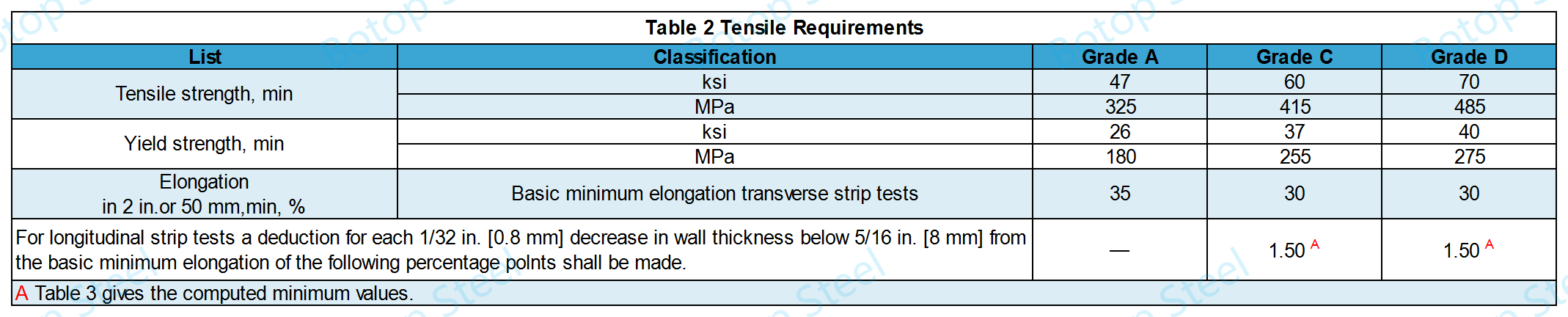
तक्ता ३ मध्ये भिंतीच्या जाडीतील प्रत्येक १/३२ इंच [०.८ मिमी] घटीसाठी मोजलेले किमान लांबीचे मूल्य दिले आहे.

जर स्टील पाईपची भिंतीची जाडी या भिंतीच्या जाडींपैकी एक नसेल, तर ती सूत्राद्वारे देखील मोजता येते.
इंच युनिट्स: E = ४८t + १५.००किंवाआयएसआय युनिट्स: ई = १.८७ टन + १५.००
E = २ इंच किंवा ५० मिमी मध्ये वाढ, %,
t = प्रत्यक्ष नमुना जाडी, इंच [मिमी].
२. क्रश टेस्ट
एक्सट्रूजन चाचण्या २ १/२ इंच [६३ मिमी] लांबीच्या पाईप विभागांवर केल्या जातात ज्या वेल्ड्समध्ये क्रॅक, स्प्लिटिंग किंवा स्प्लिटिंग न होता रेखांशाच्या एक्सट्रूजनला तोंड देतात.

१ इंच [२५.४ मिमी] पेक्षा कमी बाह्य व्यासाच्या नळ्यांसाठी, नमुन्याची लांबी नळीच्या बाह्य व्यासाच्या २ १/२ पट असावी. पृष्ठभागाची थोडीशी तपासणी नाकारण्याचे कारण असू नये.
३. सपाटीकरण चाचणी
प्रायोगिक पद्धत ASTM A450 कलम 19 च्या संबंधित आवश्यकतांचे पालन करते.
४. फ्लॅंज चाचणी
प्रायोगिक पद्धत ASTM A450 कलम २२ च्या संबंधित आवश्यकतांचे पालन करते.
५. रिव्हर्स फ्लॅटनिंग टेस्ट
प्रायोगिक पद्धत ASTM A450, कलम 20 च्या संबंधित आवश्यकतांचे पालन करते.
प्रत्येक स्टील पाईपवर हायड्रोस्टॅटिक किंवा नॉन-डिस्ट्रक्टिव्ह इलेक्ट्रिकल चाचणी केली जाते.
आवश्यकता ASTM A450, कलम 24 किंवा 26 नुसार आहेत.
खालील डेटा ASTM A450 वरून घेतला आहे आणि केवळ वेल्डेड स्टील पाईपसाठी संबंधित आवश्यकता पूर्ण करतो.
वजनातील विचलन
० - +१०%.
भिंतीच्या जाडीचे विचलन
० - +१८%.
बाह्य व्यासाचे विचलन
| बाहेरील व्यास | परवानगीयोग्य भिन्नता | ||
| in | mm | in | mm |
| ओडी ≤1 | ओडी≤ २५.४ | ±०.००४ | ±०.१ |
| १<ओडी ≤१½ | २५.४% ओडी ≤३८.४ | ±०.००६ | ±०.१५ |
| १½<ओडी<२ | ३८.१< ओडी<५०.८ | ±०.००८ | ±०.२ |
| २≤ ओडी<२½ | ५०.८≤ ओडी<६३.५ | ±०.०१० | ±०.२५ |
| २½≤ ओडी<३ | ६३.५≤ ओडी<७६.२ | ±०.०१२ | ±०.३० |
| ३≤ ओडी ≤४ | ७६.२≤ ओडी ≤१०१.६ | ±०.०१५ | ±०.३८ |
| ४<ओडी ≤७½ | १०१.६% ओडी ≤१९०.५ | -०.०२५ - +०.०१५ | -०.६४ - +०.०३८ |
| ७½< ओडी ≤९ | १९०.५< ओडी ≤२२८.६ | -०.०४५ - +०.०१५ | -१.१४ - +०.०३८ |
बॉयलरमध्ये टाकल्यानंतर, ट्यूब विस्तार आणि वाकणे सहन करण्यास सक्षम असावी, ज्यामध्ये दोष किंवा वेल्ड्समध्ये क्रॅक न होता.
सुपरहीटर टयूबिंग दोषांशिवाय सर्व आवश्यक फोर्जिंग, वेल्डिंग आणि बेंडिंग ऑपरेशन्स सहन करण्यास सक्षम असले पाहिजे.
मुख्यतः बॉयलर ट्यूब, बॉयलर फ्लू, सुपरहीटर फ्लू आणि सेफ एंड्समध्ये वापरले जाते.
एएसटीएम ए१७८ ग्रेड एटयूबिंगमधील कमी कार्बन सामग्रीमुळे उच्च दाब नसलेल्या अनुप्रयोगांसाठी चांगली वेल्डेबिलिटी आणि उच्च कडकपणा मिळतो.
हे प्रामुख्याने कमी-दाब आणि मध्यम-तापमानाच्या अनुप्रयोगांसाठी वापरले जाते जसे की कमी-दाब बॉयलर (उदा., घरगुती बॉयलर, लहान कार्यालयीन इमारती किंवा कारखाना बॉयलर) आणि कमी-तापमानाच्या वातावरणात इतर उष्णता विनिमय करणारे.
एएसटीएम ए१७८ ग्रेड सीया ट्यूबमध्ये कार्बन आणि मॅंगनीजचे प्रमाण जास्त आहे ज्यामुळे या ट्यूबला अधिक कठीण ऑपरेटिंग परिस्थितीत चांगली ताकद आणि उष्णता प्रतिरोधकता मिळते.
औद्योगिक आणि गरम पाण्याच्या बॉयलरसारख्या मध्यम दाब आणि मध्यम तापमानाच्या अनुप्रयोगांसाठी योग्य, ज्यांना सामान्यतः घरगुती बॉयलरपेक्षा जास्त दाब आणि तापमान आवश्यक असते.
ASTM A178 ग्रेड Dट्यूबमध्ये उच्च मॅंगनीज सामग्री आणि योग्य सिलिकॉन सामग्री असते जी उत्कृष्ट शक्ती आणि उष्णता प्रतिरोधकता प्रदान करते, ज्यामुळे ते उच्च-तापमान आणि उच्च-दाब वातावरणात स्थिर होतात आणि अत्यंत ऑपरेटिंग परिस्थितींना तोंड देण्यासाठी योग्य असतात.
सामान्यतः उच्च-दाब आणि उच्च-तापमानाच्या वातावरणात वापरले जाते, जसे की पॉवर स्टेशन बॉयलर आणि औद्योगिक सुपरहीटर्स.
1. एएसटीएम ए१७९ / एएसएमई एसए१७९: क्रायोजेनिक सेवेसाठी सीमलेस माइल्ड स्टील हीट एक्सचेंजर आणि कंडेन्सर ट्यूब. प्रामुख्याने कमी दाबाच्या वातावरणात वापरले जाणारे, ते रासायनिक आणि यांत्रिक गुणधर्मांमध्ये ASTM A178 सारखेच आहे.
2. एएसटीएम ए१९२ / एएसएमई एसए१९२: उच्च दाब सेवेमध्ये सीमलेस कार्बन स्टील बॉयलर ट्यूब. प्रामुख्याने अति-उच्च दाब बॉयलरसाठी पाण्याच्या भिंती, इकॉनॉमायझर्स आणि इतर दाब घटकांच्या निर्मितीमध्ये वापरले जाते.
3. एएसटीएम ए२१० / एएसएमई एसए२१०: उच्च तापमान आणि मध्यम दाबाच्या बॉयलर सिस्टीमसाठी सीमलेस मध्यम कार्बन आणि मिश्र धातु स्टील बॉयलर आणि सुपरहीटर ट्यूब कव्हर करते.
4. डीआयएन १७१७५: उच्च दाब आणि उच्च तापमानाच्या वातावरणात वापरण्यासाठी सीमलेस स्टील ट्यूब आणि पाईप्स. मुख्यतः बॉयलर आणि प्रेशर वेसल्ससाठी स्टीम पाईप्सच्या निर्मितीमध्ये वापरले जाते.
5. एन १०२१६-२: दाबाखाली वापरण्यासाठी निर्दिष्ट उच्च-तापमान गुणधर्म असलेल्या नॉन-अॅलॉय आणि अलॉय स्टील्सच्या सीमलेस ट्यूब आणि पाईप्ससाठी तांत्रिक अटी निर्धारित करते.
6. जेआयएस जी३४६१: बॉयलर आणि हीट एक्सचेंजर्ससाठी कार्बन स्टील ट्यूब कव्हर करते. हे सामान्य कमी आणि मध्यम दाबाच्या उष्णता विनिमय परिस्थितींसाठी योग्य आहे.
आम्ही चीनमधील उच्च-गुणवत्तेचे वेल्डेड कार्बन स्टील पाईप उत्पादक आणि पुरवठादार आहोत, आणि एक सीमलेस स्टील पाईप स्टॉकिस्ट देखील आहोत, जे तुम्हाला स्टील पाईप सोल्यूशन्सची विस्तृत श्रेणी ऑफर करतात!
कोणत्याही चौकशीसाठी किंवा आमच्या ऑफरबद्दल अधिक जाणून घेण्यासाठी, आमच्याशी संपर्क साधण्यास अजिबात संकोच करू नका. तुमचे आदर्श स्टील पाईप सोल्यूशन्स फक्त एक संदेश दूर आहेत!








