




| СПЕЦИФИКАЦИИ ЗА LSAW ЧЕЛИЧНИ ЦЕВКИ | |
| 1.Големина | 1) Одделение: 406мм-1500мм |
| 2) Дебелина на ѕидот: 8мм-50мм | |
| 3) SCH20, SCH40, STD, XS, SCH80 | |
| 2. Стандард: | ASTM A53, API 5L,EN10219,EN10210,ASTM A252,ASTM A500 итн. |
| 3. Материјал | ASTM A53 Гр.Б,API 5L Gr.B,X42,X52,X60,X70,X80,S235JR,S355J0H ,итн. |
| 4.Употреба: | 1) течност со низок притисок, вода, гас, нафта, цевки |
| 2) структурна цевка, изградба на цевки за натрупување | |
| 3) ограда, цевка за врата | |
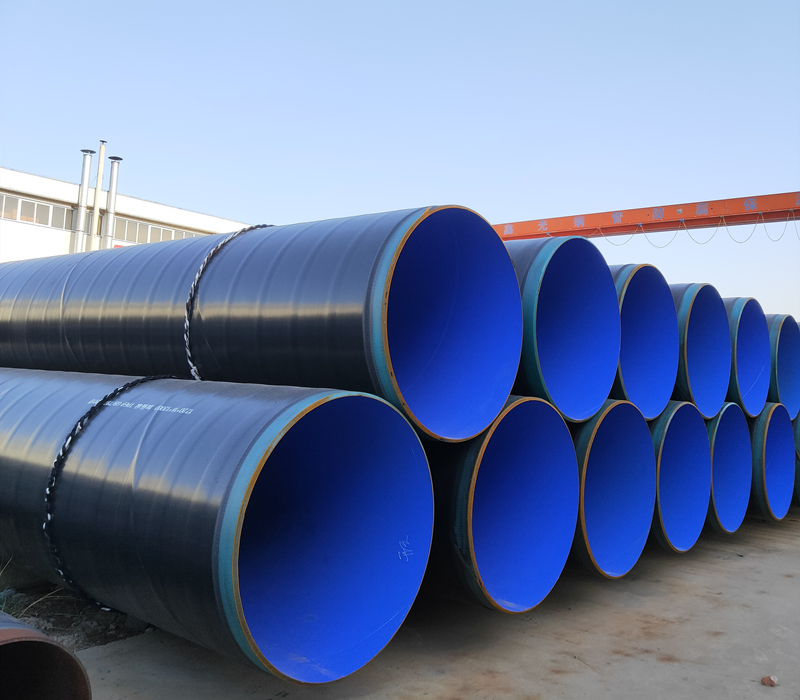
| 5. Обложување | 1) Баред 2) Црно обоено (лакирано обложување) 3) Поцинкувано 4) Намастено 5) PE, 3PE, FBE, слој отпорен на комозија, антикорозивен слој |
| 6.Техника | надолжно заварена челична цевка |
| 7. Инспекција: | Со хидраулично тестирање, вртложни струи, RT, UT или инспекција од трета страна |
| 8. Достава | Контејнер, сад за товар на големо. |
| 9. За нашиот квалитет: | 1) Без оштетување, без свиткување 2) без брусници или остри рабови и без остатоци 3) Бесплатно за подмачкано и обележување 4) Сите стоки може да се проверат со инспекција од трета страна пред пратката |

Инженерски случај на Хонг Конг

Инженерскиот случај на Катар

Инженерски случај на Турција

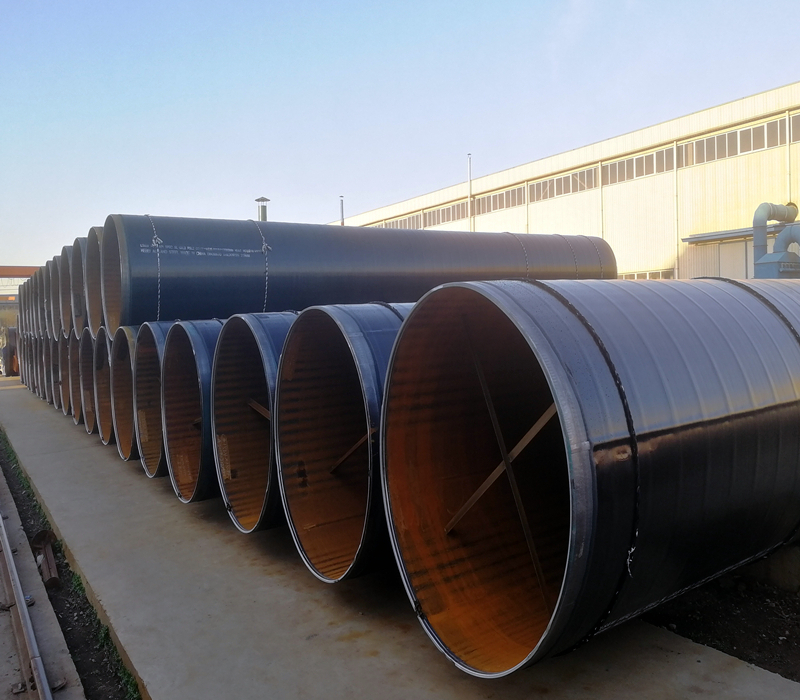
LSAW цевкаусвојува технологија за заварување со потопена лака, користејќи заварување со филер, закопан лак со заштита од честички со флукс.
LSAW е англиска кратенка за потопена лачна заварена челична цевка со прав спој. Процесот на производство на потопена лачна заварена челична цевка со прав спој вклучува технологија на обликување JCOE, технологија на обликување на намотки со потопена лачна заварување и технологија на обликување UOE.
Процесот на производство на надолжни цевки со потопен лак заварени (LSAW) цевки е како што следува:
Ултразвучно испитување на плоча → глодање на рабови → претходно свиткување → обликување → претходно заварување → Внатрешно заварување → Надворешно заварување → Ултразвучна инспекција → Рентгенска инспекција → Ширење → хидрауличен тест → 1. Косење на закосување → Ултразвучна инспекција → Рентгенска инспекција → проверка на магнетни честички на крајот од цевката

| Барања за затегнување | |||
| 1 одделение | 2 одделение | 3 одделение | |
| Затегнувачка цврстина, мин., psi (MPa) | 50 000 (345) | 60 000 (415) | 66 000 (455) |
| Точка на истегнување или граница на истегнување, мин., psi(MPa) | 30 000 (205) | 35 000 (240) | 45 000 (310) |
| Основно минимално издолжување за номинална дебелина на ѕидот %6 инчи (7,9 mm) или повеќе: Издолжување во 8 инчи (203,2 mm), мин. % Издолжување во 2 инчи (50,8 mm), мин. % | 18 30 | 14 25 | ... 20 |
| За номинална дебелина на ѕидот помала од %6 инчи (7,9 mm), одземањето од основното минимално издолжување во 2 инчи (50,08 mm) за секое намалување од Vzi - инчи (0,8 mm) на номиналната дебелина на ѕидот под %6 инчи (7,9 mm), во процентни поени | 1,5А | 1,25А | 1,0 А... |

Хидростатско тестирање

НДТ(РТ) тестирање

NDT(UT) тестирање
Тест на свиткување—Доволна должина на цевката треба да стои свиткана ладно под агол од 90° околу цилиндричен трн.
Тест за израмнување -Иако тестирањето не е потребно, цевката треба да биде способна да ги исполни барањата за тест за сплескање.
Хидростатички тест—Освен ако не е дозволено, секоја должина на цевката треба да биде подложена на хидростатско тестирање без протекување низ ѕидот на цевката.
Недеструктивно електрично тестирање -Како алтернатива на хидростатското тестирање, целото тело на секоја цевка треба да се тестира со недеструктивен електричен тест. Кога се изведува недеструктивен електричен тест, должините треба да бидат означени со буквите „NDE“.
Ултразвучно тестирање
Испитување на вртложни струи
Гола цевка, црна обвивка (прилагодена);
Двата краја со заштитници на краевите;
Рамен крај, закосен крај;
Обележување.




| Надворешен дијаметар | Надворешниот дијаметар на цевководните купови не треба да отстапува повеќе од ±1% од наведениот надворешен дијаметар. | ||
| Дебелина на ѕидот | Дебелината на ѕидот во која било точка не треба да биде поголема од 12,5% под наведената номинална дебелина на ѕидот. | ||
| Должини | Куповите цевки треба да бидат поставени во единечни случајни должини, двојни случајни должини или во униформни должини како што е наведено во нарачката, во согласност со следните ограничувања: | Единечни случајни должини | 16 до 25 стапки (4,88 до 7,62 мм), инчи |
| Двојни случајни должини | Над 25 стапки (7,62 м) со минимален просек од 35 стапки (10,67 м) | ||
| Рамни должини | должина како што е наведено со дозволена варијација од ±1 инч. | ||
| Тежина | Секоја должина на куп цевки треба да се мери одделно и нејзината тежина не треба да варира повеќе од 15% над или 5% под нејзината теоретска тежина, пресметана со користење на нејзината должина и нејзината тежина по единица должина. | ||










