



API 5L X70 (L485)е вид на челична цевка што се користи во нафтената и гасната индустрија за системи за цевководен транспорт, именувана по нејзиниот минимумграница на истегнување од 70.300 psi (485 MPa), и се состои од безшевни и заварени форми на цевки и е поделен на две нивоа на спецификација на производот, PSL1 и PSL2. Во PSL1, X70 е највисоката оценка, додека во PSL2 е исто така една од повисоките оценки на челични цевки.
Челичните цевки API 5L X70 се особено погодни за потребите на транспорт на долги релации под висок притисок поради нивната висока цврстина и отпорност на притисок. За да издржат поголем притисок, челичните цевки X70 често се дизајнирани со подебели ѕидови за да се обезбеди соодветна цврстина и издржливост.
Ботоп челике професионален производител на дебели ѕидови, двострани потопени LSAW челични цевки со голем дијаметар, лоцирани во Кина.
Локација: Град Кангџоу, покраина Хебеј, Кина;
Вкупна инвестиција: 500 милиони јуани;
Површина на фабриката: 60.000 квадратни метри;
Годишен производствен капацитет: 200.000 тони челични цевки JCOE LSAW;
Опрема: Напредна опрема за производство и тестирање;
Специјализација: Производство на LSAW челични цевки;
Сертификација: API 5L сертифициран.
Услови за испорака
Условот за испорака е термички обработена или преработена состојба на челична цевка кога е подготвена да се испорача на клиентот по производството. Условот за испорака е од суштинско значење за да се обезбеди дека цевката ги има потребните механички својства и структурен интегритет.
Во зависност од нивото на PSL и состојбата на испорака, X70 може да се категоризира на следниов начин:
PSL1: X70 (L485);
PSL2: X70Q (L485Q) и X70M (L485M);
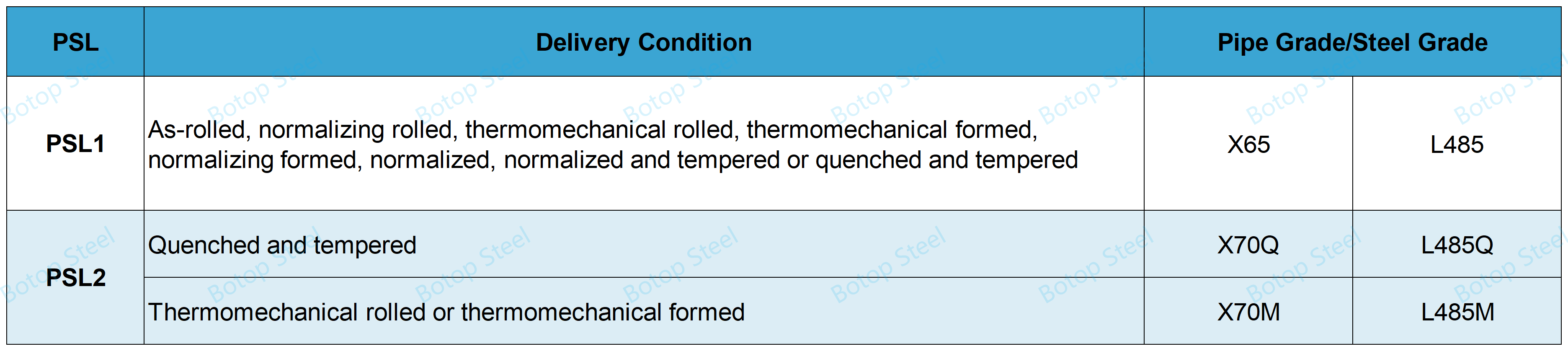
Наставките на PSL2 со буквите Q и M означуваат соодветно:
Q: Угасен и темпериран;
MТермомеханички валани или термомеханички формирани;
API 5L X70 Прифатлив процес на производство
Процесот на производство на X70 вклучува и дветебезшевни и заварениформи, кои можат да се категоризираат како:

Од овие,SAWL(LSAW) е најчестиот процес што се користи во производството на заварени процеси X70 и е предност во производството на димензионални челични цевки со голем дијаметар и дебели ѕидови.

Иако безшевните челични цевки сè уште се сметаат за претпочитан избор поради нивните карактеристики под одредени екстремни услови, максималниот дијаметар на произведените безшевни челични цевки обично е ограничен на 660 mm. Ова ограничување на големината може да биде проблематично кога се соочуваме со големи проекти за транспортни цевководи на долги растојанија.
Спротивно на тоа, процесот LSAW е способен за производство на цевки со дијаметар до 1.500 mm и дебелина на ѕидовите до 80 mm. А цената може да биде поекономична од безшевниот челик.
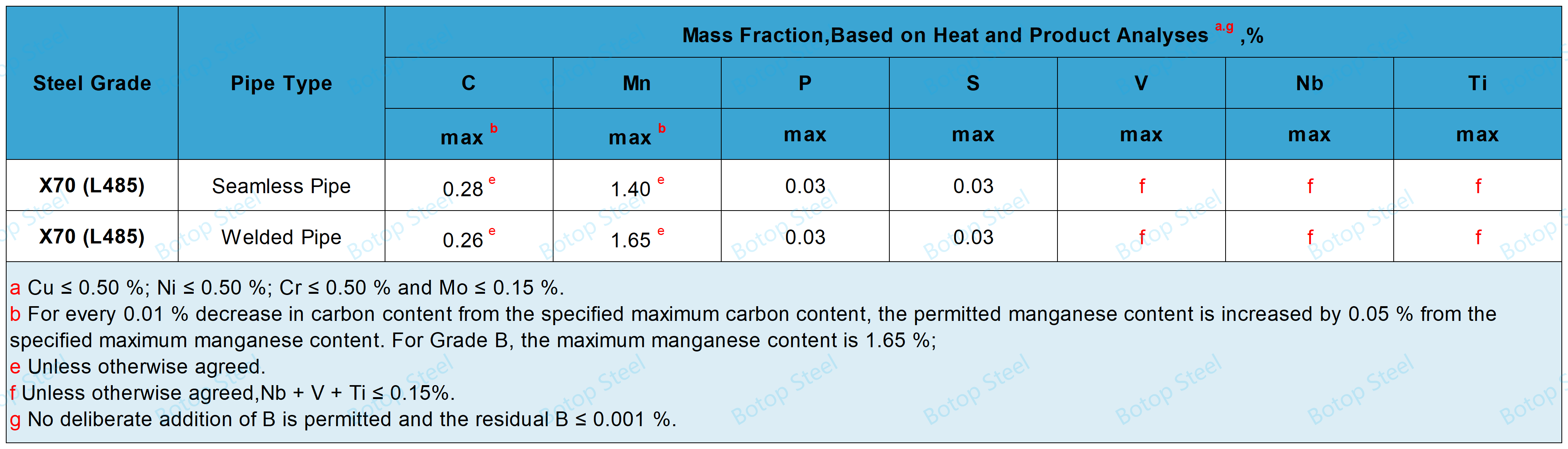
Хемиски состав на API 5L X70
Хемиски состав за PSL 1 цевка со t ≤ 25,0 mm (0,984 инчи)
Хемиски состав за PSL 2 цевка со t ≤ 25,0 mm (0,984 инчи)
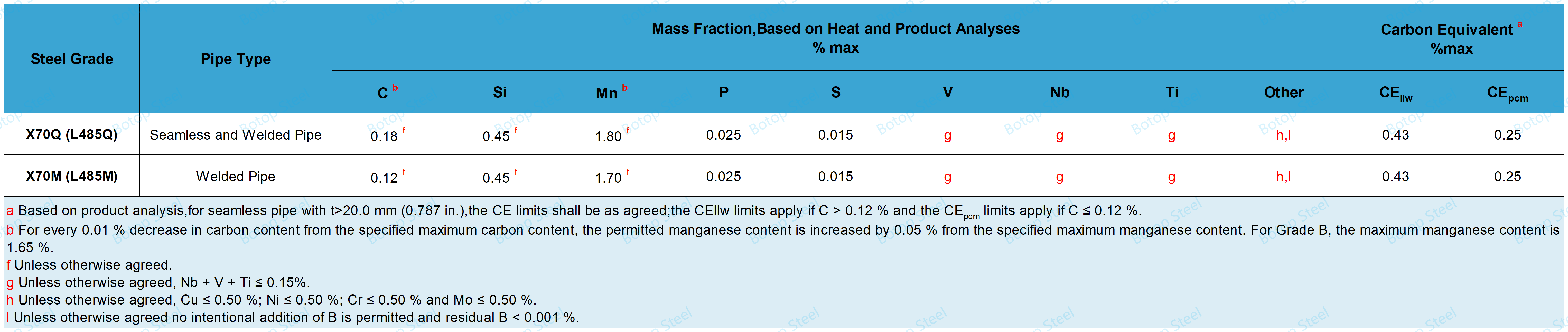
За производи од челични цевки PSL2 анализирани сосодржина на јаглерод од ≤0,12%, јаглеродниот еквивалент CEпцмможе да се пресмета со помош на следната формула:
CEпцм= C + Si/30 + Mn/20 + Cu/20 + Ni/60 + Cr/20 + Mo/15 + V/15 + 5B
За производи од челични цевки PSL2 анализирани сосодржина на јаглерод > 0,12%, јаглеродниот еквивалент CEлвможе да се пресмета со помош на формулата подолу:
CEлв= C + Mn/6 + (Cr + Mo + V)/5 + (Ni +Cu)/15
Хемиски состав со t > 25,0 mm (0,984 инчи)
Ќе се утврди по пат на преговори и ќе се измени во соодветен состав врз основа на горенаведените барања за хемиски состав.
API 5L X70 Механички својства
Својства на истегнување
Својства на истегнување на PSL1 X70

Својства на истегнување на PSL2 X70
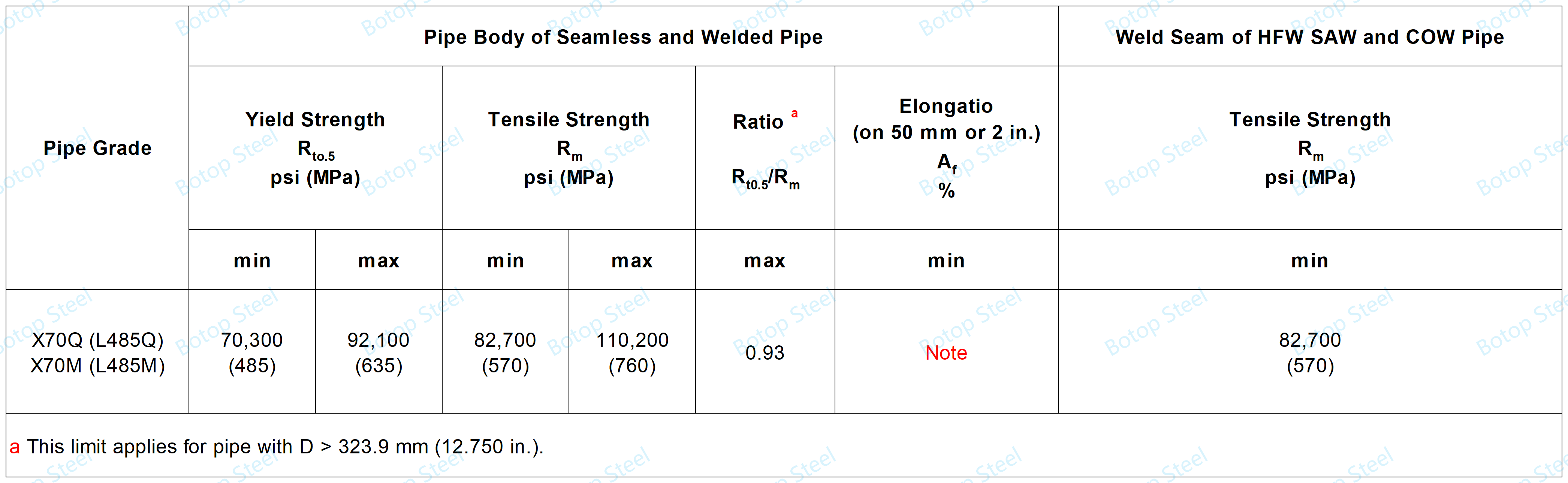
ЗабелешкаБарањата се детално опишани воAPI 5L X52, што може да се види доколку е потребно.
Други механички експерименти
Следната експериментална програмасе однесува само на типови на челични цевки од SAW.
Тест за свиткување на водилката за заварување;
Тест за тврдост на ладно обликувана заварена цевка;
Макро инспекција на заварен спој;
и само за челични цевки PSL2: CVN тест на удар и DWT тест.
Тестните ставки и фреквенциите на тестирање за други типови цевки може да се најдат во табелите 17 и 18 од стандардот API 5L.
Хидростатички тест
Време за тестирање
Сите големини на безшевни и заварени челични цевки со D ≤ 457 mm (18 инчи):време на тестирање ≥ 5 секунди;
Заварена челична цевка D > 457 mm (18 инчи):време на тестирање ≥ 10 секунди.
Експериментална фреквенција
Секоја челична цевкаи не треба да има протекување од заварот или телото на цевката за време на тестот.
Тест притисоци
Хидростатскиот притисок за тестирање P начелична цевка со рамен крајможе да се пресмета со помош на формулата.
P = 2St/D
Sе обрачниот напон. Вредноста е еднаква на специфицираниот минимален граничник на истегнување на челичната цевка x процент, во MPa (psi);
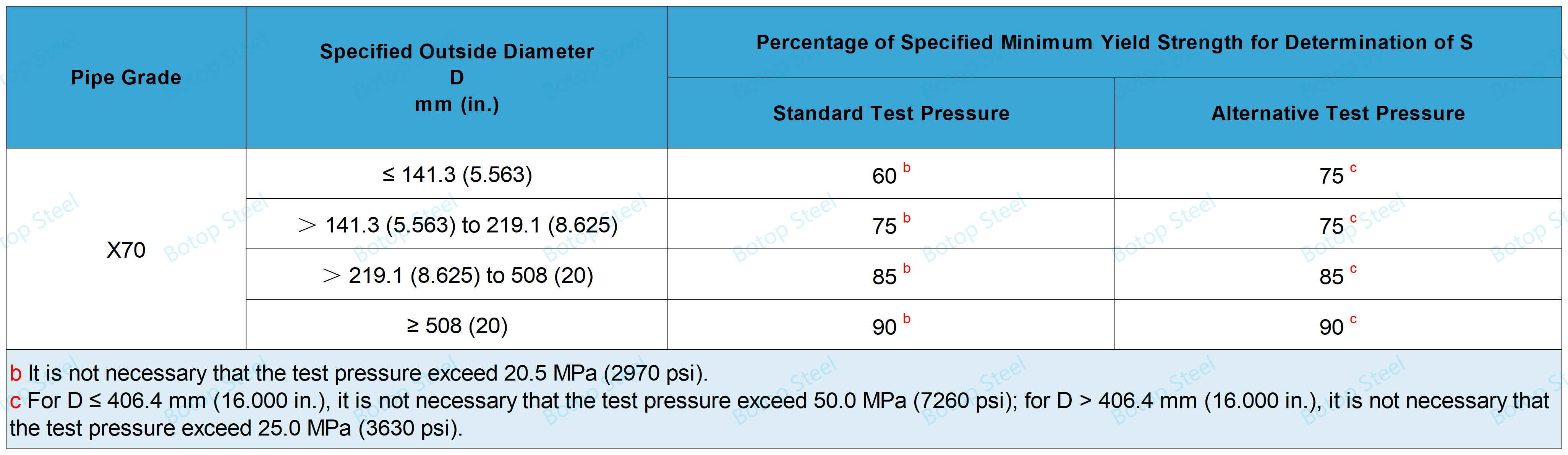
tе наведената дебелина на ѕидот, изразена во милиметри (инчи);
Dе наведениот надворешен дијаметар, изразен во милиметри (инчи).
Недеструктивна инспекција
За SAW цевки, два методи,UT(ултразвучно тестирање) илиRT(радиографско тестирање), обично се користат.
ET(електромагнетно тестирање) не е применливо за SAW цевки.
Заварените споеви на заварени цевки од класи ≥ L210/A и дијаметри ≥ 60,3 mm (2,375 in) треба да се проверат недеструктивно за целосна дебелина и должина (100%) како што е наведено.

UT недеструктивно испитување

RT недеструктивно испитување
За SAW и COW цевки, заварите треба да се проверат со радиографски методи на проверка во рамките на минимум 200 mm (8,0 in) од секој крај на цевката. 1.25 in) од секој крај на цевката треба да се провери со радиографски преглед.
Табела со распоред за цевки API 5L
За полесно прегледување и користење, ги организиравме соодветните PDF датотеки со распоредот. Секогаш можете да ги преземете и прегледате овие документи доколку е потребно.
Наведете го надворешниот дијаметар и дебелината на ѕидот
Стандардизираните вредности за одредени надворешни дијаметри и одредени дебелини на ѕидовите на челичните цевки се дадени воISO 4200иASME B36.10M.

Димензионални толеранции
Барањата на API 5L за димензионални толеранции се детално опишани воAPI 5L Одделение БЗа да избегнете повторување, можете да кликнете на синиот фонт за да ги видите релевантните детали.
Чести дефекти и поправки
Кај SAW цевките, најчесто се среќаваат следниве дефекти: грицкани рабови, изгореници од лак, деламинација, геометриски отстапувања, тврди грутки итн.
Недостатоците откриени со визуелна инспекција треба да се потврдат, категоризираат и отстранат на следниов начин.
а) Длабочина ≤ 0,125t, и не влијае на минималната дозволена дебелина на ѕидот, дефектот треба да се утврди како прифатлив дефект и треба да се отстрани во согласност со одредбите од C.1.
б) Дефектите со длабочина >0,125 т кои не влијаат на минималната дозволена дебелина на ѕидот треба да се сметаат за дефекти и треба да се отстранат со повторно острење во согласност со C.2 или да се отстранат во согласност со C.3.
в) Дефект што влијае на минималната дозволена дебелина на ѕидот треба да се препознае како дефект и треба да се отстрани во согласност со C.3.
Идентификација на бои
Доколку е побарано, на внатрешната површина на секоја челична цевка може да се наслика ознака во боја со дијаметар од приближно 50 mm (2 инчи) за да се овозможи лесно разликување на различните материјали.
| Оценка на цевката | Боја на боја |
| L320 или X46 | Црна |
| L360 или X52 | Зелена |
| L390 или X56 | Сина |
| L415 или X60 | Црвена |
| L450 или X65 | Бела |
| L485 или X70 | Виолетово-виолетова |
| L555 или X80 | Жолта |
На што е еквивалентно челикот X70?
ISO 3183 - L485Ова е челик за цевководи според меѓународните стандарди и е сличен по својства на API 5L X70.
CSA Z245.1 - GR 485Ова е челик од Канадската асоцијација за стандарди за нафтоводи и гасоводи.
EN 10208-2 - L485MBОва е челик за цевководи според европскиот стандард за производство на цевководи за транспорт на нафта и гас.
Обложување
Ние не само што им обезбедуваме на нашите клиенти висококвалитетни челични цевки X70, туку нудиме и многу видови услуги за премачкување за да ги задоволиме специфичните потреби на различни проекти.
БоиТрадиционалните премази со боја обезбедуваат основна заштита од корозија и се погодни за неекстремни средини или привремена заштита.
FBE облогаСе нанесува на површината на челичната цевка со електростатско прскање, а потоа се стврднува со топлина. Овој премаз има добра хемиска отпорност и отпорност на абење и е погоден за подземни или подводни цевководи.
3LPE облогаСоставен од епоксиден премаз, леплив слој и полиетиленски слој, тој обезбедува одлична отпорност на корозија и механичка заштита за широк спектар на подземни транспортни цевководни системи.
3LPP облогаСлично на 3LPE, 3LPP премазот се состои од три слоја, но користи полипропилен како надворешен слој. Овој премаз има поголема отпорност на топлина и е погоден за цевки во средини со висока температура.
Облогите може да се изберат врз основа на специфичната околина за примена и барањата на цевководот за да се обезбеди сигурност и безбедност на цевководите API 5L X70 за време на работата.
Причини да нè изберете нас за челична цевка X70
1. Фабрики сертифицирани според API 5LНашите фабрики поседуваат API 5L сертификат, што гарантира високи стандарди за квалитет од изворот до готовиот производ со ценовна предност.
2. Повеќе видови цевкиНие не сме само производител на заварени челични цевки, туку и продавач на безшевни челични цевки, и можеме да понудиме широк спектар на видови цевки што можат да ги задоволат специфичните потреби на различни проекти.
3. Комплетна придружна опремаПокрај челичните цевки, можеме да обезбедиме и прирабници, лакти и друга помошна опрема, обезбедувајќи решенија за набавка на едно место за вашиот проект.
4. Услуга по меркаНие сме во можност да обезбедиме прилагодени решенија според специфичните потреби на клиентот, вклучувајќи производство и преработка на челични цевки со посебни спецификации.
5. Специјализирани услугиОд своето основање во 2014 година, компанијата учествувала во голем број инженерски проекти и акумулирала богато искуство во индустријата, што ѝ овозможува да обезбедува специјализирани услуги и поддршка.
6. Брз одговор и поддршкаНашиот тим за корисничка поддршка може да обезбеди брз одговор и професионална техничка поддршка за да се осигури дека вашите проблеми и потреби ќе бидат решени навремено.










