



JIS G 3461 plieninis vamzdisyra besiūlis (SMLS) arba elektrinio varžinio suvirinimo (ERW) anglinio plieno vamzdis, daugiausia naudojamas katiluose ir šilumokaičiuose, pavyzdžiui, šilumos mainams tarp vamzdžio vidaus ir išorės įgyvendinti.
STB340yra anglinio plieno vamzdžių rūšis pagal JIS G 3461 standartą. Jo minimalus tempiamasis stipris yra 340 MPa, o minimalus takumo stipris – 175 MPa.
Dėl didelio stiprumo, gero terminio stabilumo, pritaikomumo, santykinio atsparumo korozijai, ekonomiškumo ir gero apdorojamumo tai yra pasirinkta medžiaga daugeliui pramoninių pritaikymų.
JIS G 3461turi tris laipsnius.STB340, STB410, STB510.
STB340Minimalus tempiamasis stipris: 340 MPa; Minimalus takumo stipris: 175 MPa.
STB410Minimalus tempiamasis stipris: 410 MPa; Minimalus takumo stipris: 255 MPa.
STB510:Minimalus tempiamasis stipris: 510 MPa; Minimalus takumo stipris: 295 MPa.
Iš tiesų nesunku išsiaiškinti, kad JIS G 3461 klasė klasifikuojama pagal minimalų plieninio vamzdžio tempiamąjį stiprumą.
Didėjant medžiagos rūšiai, atitinkamai didėja jos tempiamasis ir takumo stipris, todėl medžiaga gali atlaikyti didesnes apkrovas ir slėgį sudėtingesnėje darbo aplinkoje.
Išorinis skersmuo 15,9–139,8 mm.
Katiluose ir šilumokaičiuose paprastai nereikia labai didelių vamzdžių skersmenų. Mažesni vamzdžių skersmenys padidina šiluminį efektyvumą, nes šilumos perdavimo paviršiaus ploto ir tūrio santykis yra didesnis. Tai padeda greičiau ir efektyviau perduoti šilumos energiją.
Vamzdžiai turi būti pagaminti išnužudytas plienas.
Vamzdžių gamybos ir apdailos metodų derinys.

Išsamiau juos galima suskirstyti į šias kategorijas:
Karštai apdirbtas besiūlis plieninis vamzdis: SH
Šalto apdailos besiūliai plieniniai vamzdžiai: SC
Kaip elektrinio varžos suvirinimo plieninis vamzdis: EG
Karšto apdailos, elektrinio varžinio suvirinimo būdu pagamintas plieninis vamzdis: EH
Šalto apdirbimo būdu suvirintas plieninis vamzdis su varža: EC
Čia pateikiama karšto apdailos besiūlių gaminių gamybos eiga.

Besiūliam gamybos procesui jį galima grubiai suskirstyti į besiūlius plieninius vamzdžius, kurių išorinis skersmuo didesnis nei 30 mm, naudojant karšto apdailos gamybą, ir 30 mm, naudojant šalto apdailos gamybą.

Terminės analizės metodai turi atitikti JIS G 0320 standartus.
Norint gauti specifines savybes, gali būti pridedama ir kitų legiruojančių elementų.
Analizuojant produktą, vamzdžio cheminės sudėties nuokrypio vertės turi atitikti JIS G 0321 3 lentelės reikalavimus besiūliams plieniniams vamzdžiams ir JIS G 0321 2 lentelės reikalavimus kontaktinio suvirinimo plieniniams vamzdžiams.
| Įvertinimo simbolis | C (anglis) | Si (silicis) | Mn (manganas) | P (fosforas) | S (Siera) |
| maks. | maks. | maks. | maks. | ||
| STB340 | 0,18 | 0,35 | 0,30–0,60 | 0,35 | 0,35 |
| Pirkėjas gali nurodyti Si kiekį nuo 0,10 % iki 0,35 %. | |||||
STB340 cheminė sudėtis sukurta taip, kad būtų užtikrintos tinkamos mechaninės savybės ir apdirbamumas, tuo pačiu metu medžiaga būtų tinkama suvirinimui ir naudojimui aukštoje temperatūroje.
| Įvertinimo simbolis | Tempimo stipris a | Takumo riba arba įtempimo riba | Pailgėjimas min., % | ||
| Išorinis skersmuo | |||||
| <10 mm | ≥10 mm <20 mm | ≥20 mm | |||
| N/mm² (MPA) | N/mm² (MPA) | Bandomasis pavyzdys | |||
| Nr. 11 | Nr. 11 | Nr. 11/Nr. 12 | |||
| min. | min. | Tempimo bandymo kryptis | |||
| Lygiagrečiai vamzdžio ašiai | Lygiagrečiai vamzdžio ašiai | Lygiagrečiai vamzdžio ašiai | |||
| STB340 | 340 | 175 | 27 | 30 | 35 |
Pastaba: išskirtinai šilumokaičio vamzdžiams pirkėjas prireikus gali nurodyti maksimalią tempiamojo stiprio vertę. Šiuo atveju maksimali tempiamojo stiprio vertė yra vertė, gauta prie šioje lentelėje pateiktos vertės pridėjus 120 N/mm².
Kai atliekamas tempimo bandymas su 12-uoju bandiniu, skirtu vamzdžiui, kurio sienelės storis mažesnis nei 8 mm.
| Įvertinimo simbolis | Naudotas bandinys | Pailgėjimas min., % | ||||||
| Sienelės storis | ||||||||
| > 1 ≤ 2 mm | > 2 ≤ 3 mm | > 3 ≤ 4 mm | > 4 ≤ 5 mm | > 5 ≤ 6 mm | > 6 ≤ 7 mm | > 7 < 8 mm | ||
| STB340 | Nr. 12 | 26 | 28 | 29 | 30 | 32 | 34 | 35 |
Šioje lentelėje pateiktos pailgėjimo vertės apskaičiuojamos iš 4 lentelėje pateiktos pailgėjimo vertės atėmus 1,5 % už kiekvieną 1 mm vamzdžio sienelės storio sumažėjimą nuo 8 mm ir rezultatą suapvalinant iki sveikojo skaičiaus pagal JIS Z 8401 A taisyklę.
Bandymo metodas turi atitikti JIS Z 2245 standartą. Bandinio kietumas matuojamas jo skerspjūvyje arba vidiniame paviršiuje trijose kiekvieno bandinio vietose.
| Įvertinimo simbolis | Rokvelo kietumas (trijų pozicijų vidutinė vertė) HRBW |
| STB340 | 77 maks. |
| STB410 | 79 maks. |
| STB510 | 92 maks. |
Šis bandymas neatliekamas su vamzdžiais, kurių sienelių storis yra 2 mm arba mažesnis. Elektrinio varžinio suvirinimo plieniniams vamzdžiams bandymas atliekamas ne suvirinimo siūlėje ar karščio paveiktose zonose.
Tai netaikoma besiūliams plieniniams vamzdžiams.
Bandymo metodas Įdėkite bandinį į mašiną ir lyginkite jį tol, kol atstumas tarp dviejų platformų pasieks nurodytą vertę H. Tada patikrinkite, ar bandinyje nėra įtrūkimų.
Atliekant kritinio kontaktinio suvirinimo vamzdžio bandymą, linija tarp suvirinimo siūlės ir vamzdžio centro yra statmena suspaudimo krypčiai.
H=(1+e)t/(e+t/D)
H: atstumas tarp plokštelių (mm)
t: Vamzdžio sienelės storis (mm)
D: išorinis vamzdžio skersmuo (mm)
ir:Kiekvienai vamzdžio rūšiai apibrėžta konstanta. STB340: 0,09; STB410: 0,08; STB510: 0,07.
Tai netaikoma besiūliams plieniniams vamzdžiams.
Vienas bandinio galas kambario temperatūroje (5–35 °C) kūginiu įrankiu 60° kampu platinamas, kol išorinis skersmuo padidėja 1,2 karto, ir tikrinama, ar nėra įtrūkimų.
Šis reikalavimas taip pat taikomas vamzdžiams, kurių išorinis skersmuo didesnis nei 101,6 mm.
Atliekant platinimo bandymą, atvirkštinio išlyginimo bandymo galima praleisti.
Iš vieno vamzdžio galo nupjaukite 100 mm ilgio bandinį ir perpjaukite jį per pusę 90° kampu nuo suvirinimo linijos abiejose perimetro pusėse, bandiniu laikydami tą pusę, kurioje yra suvirinimo siūlė.
Kambario temperatūroje (5–35 °C) išlyginkite bandinį į plokštę suvirinimo siūle viršuje ir patikrinkite, ar nėra įtrūkimų.
Kiekvienas plieninis vamzdis turi būti išbandytas hidrostatiniu arba neardomuoju būdusiekiant užtikrinti vamzdžio kokybę ir saugą bei atitikti naudojimo standartus.
Hidraulinis bandymas
Vamzdžio viduje bent 5 sekundes palaikykite minimalų arba didesnį slėgį P (P maks. 10 MPa), tada patikrinkite, ar vamzdis gali atlaikyti slėgį be nuotėkių.
P=2-oji/D
Pbandymo slėgis (MPa)
tVamzdžio sienelės storis (mm)
D: išorinis vamzdžio skersmuo (mm)
s60 % nurodytos minimalios takumo ribos arba įtempimo ribos vertės.
Neardomasis bandymas
Plieninių vamzdžių neardomieji bandymai turėtų būti atliekamiultragarsinis arba sūkurinių srovių bandymas.
Užultragarsinistikrinimo charakteristikos, etaloninio mėginio, kuriame yra UD klasės etaloninis standartas, signalas, kaip nurodytaJIS G 0582laikomas pavojaus signalu ir turi turėti pagrindinį signalą, lygų arba didesnį už pavojaus signalo lygį.
Standartinis aptikimo jautrumassūkurinė srovėegzaminas turi būti ES, EV, EW arba EX kategorijos, nurodytosJIS G 0583, ir neturi būti signalų, lygiaverčių arba stipresnių už signalus iš etaloninio mėginio, kuriame yra minėtos kategorijos etaloninis standartas.

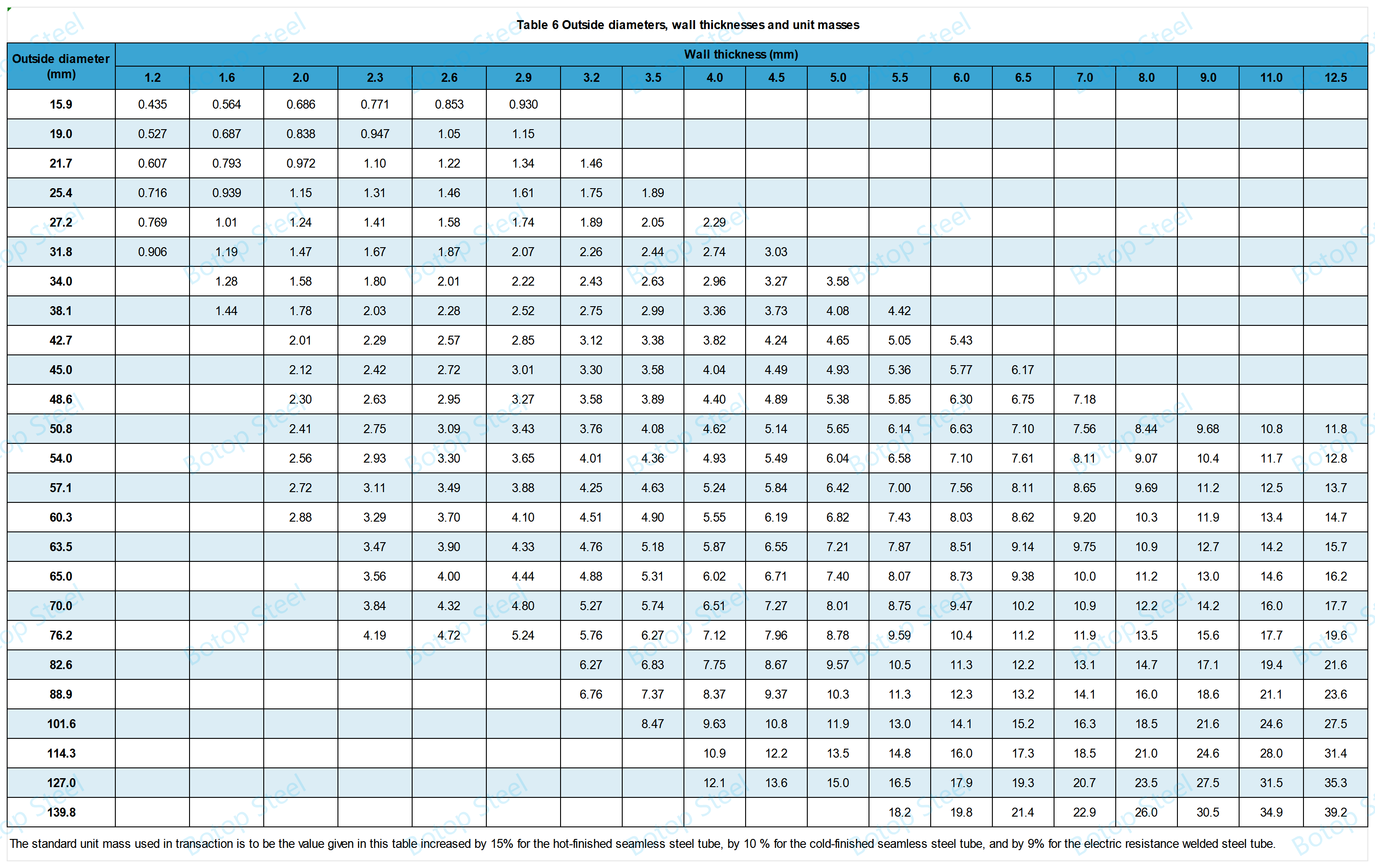
Daugiau informacijosVamzdžių svorio lentelės ir vamzdžių tvarkaraščiaistandarto ribose galite spustelėti.
Tinkamai pažymėkite toliau nurodytą informaciją.
a) Įvertinimo simbolis;
b) Gamybos metodo simbolis;
c) Matmenys: išorinis skersmuo ir sienelės storis;
d) Gamintojo pavadinimas arba identifikuojantis prekės ženklas.
Kai kiekvieną vamzdelį sunku pažymėti dėl mažo išorinio skersmens arba kai to pageidauja pirkėjas, ženklinimas gali būti atliekamas ant kiekvieno vamzdžių pluošto tinkamomis priemonėmis.
STB340 dažniausiai naudojamas gaminant vandens vamzdžius ir dūmtraukius įvairiems pramoniniams katilams, ypač aplinkoje, kur reikalingas atsparumas aukštai temperatūrai ir slėgiui.
Dėl gerų šilumos laidumo savybių jis taip pat tinka šilumokaičių vamzdžių gamybai, padeda efektyviai perduoti šilumą tarp skirtingų terpių.
Jis taip pat gali būti naudojamas aukštos temperatūros arba aukšto slėgio skysčiams, pavyzdžiui, garams ar karštam vandeniui, transportuoti ir yra plačiai naudojamas chemijos, elektros energijos ir mašinų gamybos pramonėje.
ASTM A106 A klasė
DIN 17175 St35.8
DIN 1629 St37.0
BS 3059-1 320 klasė
EN 10216-1 P235GH
GB 3087 20#
GB 5310 20G
Nors šios medžiagos gali būti panašios chemine sudėtimi ir pagrindinėmis savybėmis, specifiniai terminio apdorojimo procesai ir mechaninis apdirbimas gali turėti įtakos galutinio produkto savybėms.
Todėl, renkantis lygiavertes medžiagas praktiniam pritaikymui, reikėtų atlikti išsamius palyginimus ir tinkamus bandymus.
Nuo pat įkūrimo 2014 m. „Botop Steel“ tapo viena iš pirmaujančių anglinio plieno vamzdžių tiekėjų Šiaurės Kinijoje, žinomų dėl puikaus aptarnavimo, aukštos kokybės gaminių ir visapusiškų sprendimų. Įmonė siūlo įvairius anglinio plieno vamzdžius ir susijusius gaminius, įskaitant besiūlius, ERW, LSAW ir SSAW plieninius vamzdžius, taip pat visą vamzdžių jungiamųjų detalių ir flanšų asortimentą.
Specializuoti produktai taip pat apima aukštos kokybės lydinius ir austenitinį nerūdijantįjį plieną, pritaikytą įvairių vamzdynų projektų poreikiams.















