



JIS G 3455Standardeke Pîşesaziyê ya Japonî (JIS) ye ji bo xizmeta zexta bilind di germahiyên 350°C an jî kêmtir de, bi taybetî ji bo parçeyên mekanîkî.
Lûleya pola STS370lûleyeke pola ye ku berxwedana kişandinê ya herî kêm 370 MPa û berxwedana berdestbûnê ya herî kêm 215 MPa heye, rêjeya karbonê ji %0,25 zêdetir nîne û rêjeya silîkonê di navbera %0,10 û %0,35 de ye, û bi giranî di sepanên ku berxwedana bilind û qayîlbûna baş hewce dikin de tê bikar anîn, wekî avahiyên avahiyê, pir, konteynerên zextê û pêkhateyên keştiyan.
JIS G 3455 sê pileyan hene.STS370, STS410, STA480.
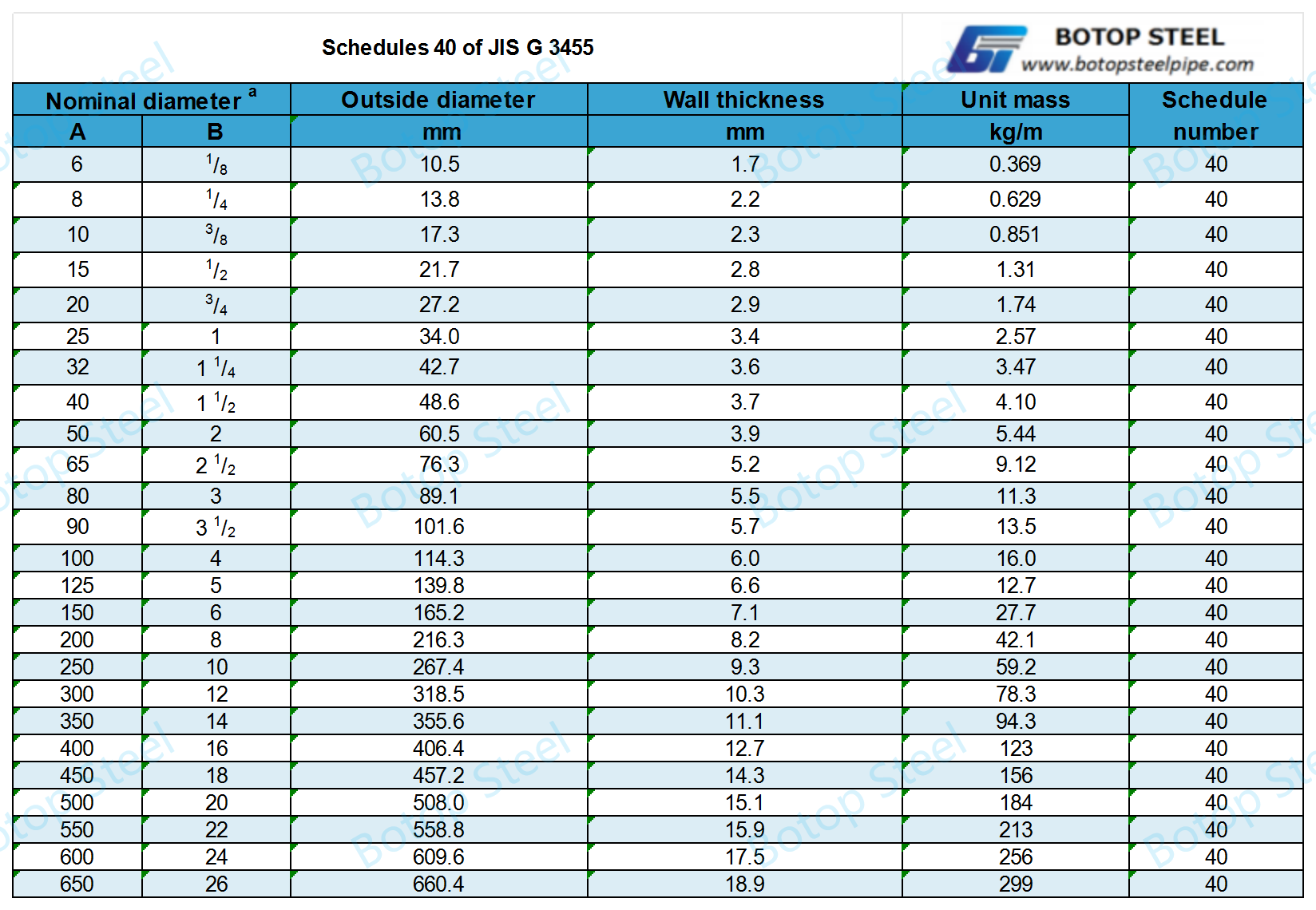
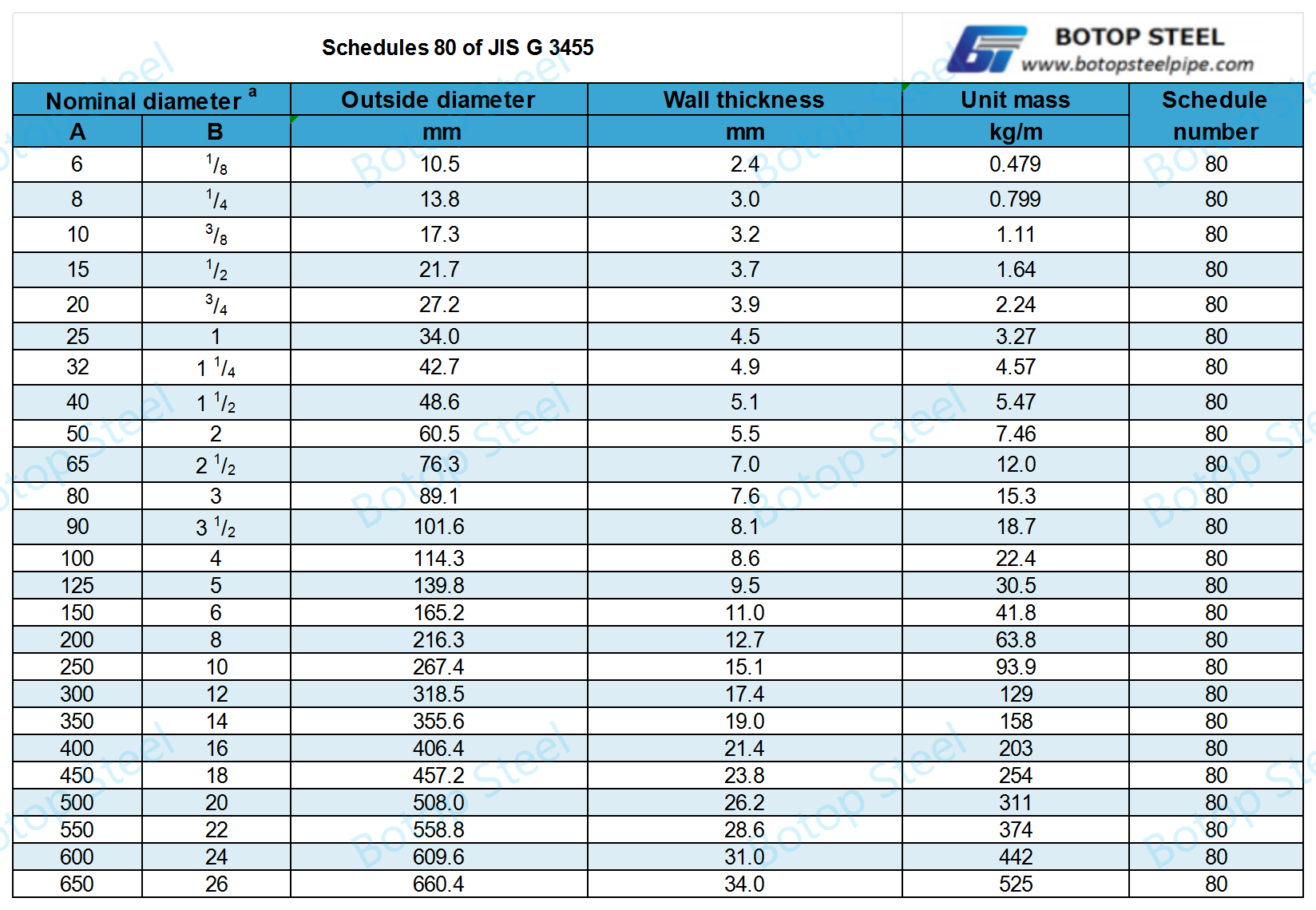
Qûtra derveyî 10.5-660.4mm (6-650A) (1/8-26B).
Divê lûle ji ... werin çêkirinpola kuştî.
Pola kuştî ew pola ye ku berî ku bibe îngot an jî şêweyên din, bi tevahî hatiye bêoksîjenkirin. Ev pêvajo ji zêdekirina maddeyek bêoksîjenkirinê wekî silîkon, alumînyûm, an manganez li pola berî ku hişk bibe pêk tê. Peyva "kuştî" nîşan dide ku di dema pêvajoya hişkbûnê de di pola de reaksiyonek oksîjenê çênabe.
Bi rakirina oksîjenê, pola kuştî pêşî li çêbûna bilbilên hewayê di pola heliyayî de digire, bi vî awayî di berhema dawî de porozîtî û bilbilên hewayê çênabin. Ev dibe sedema pola homojentir û qalindtir ku xwedî taybetmendiyên mekanîkî û yekparebûna avahîsaziyê ya bilind e.
Pola kuştî bi taybetî ji bo sepanên ku hewceyê kalîte û domdariya bilind in, wekî konteynerên zextê, avahiyên mezin, û boriyên bi daxwazên kalîteya bilind, guncan e.
Bi karanîna pola kuştî ji bo çêkirina lûleyan, hûn dikarin ji performansa çêtir û temenê karûbarê dirêjtir piştrast bin, nemaze di jîngehên ku bar û zextên giran lê hene.
Bi karanîna pêvajoyek çêkirinê ya bêqusûr a ku bi rêbazek qedandinê re tê hevber kirin, hatî hilberandin.

Lûleya pola ya bêderz a germ-qediyayî: SH;
Lûleya pola ya bêdirûv a bi qedandina sar: SC.
Ji bo pêvajoya hilberîna bêqusûr, ew dikare bi giranî wekî lûleyên pola yên bêqusûr ên bi qûrahiya derveyî ya ji 30 mm zêdetir bi karanîna hilberîna qedandina germ, û 30 mm bi karanîna hilberîna qedandina sar were dabeş kirin.
Li vir herikîna hilberînê ya bêqusûr a bi qedandina germ heye.


Tavkirina di germahiya nizm de bi giranî ji bo baştirkirina şiyana xebitandinê ya materyalan, kêmkirina hişkbûnê, û baştirkirina zexmbûnê tê bikar anîn, û ji bo pola sar-xebitî guncaw e.
Normalîzekirin ji bo baştirkirina hêz û hişkbûna materyalê tê bikar anîn, da ku pola ji bo berxwedana li hember stres û westandina mekanîkî guncantir be, û pir caran ji bo baştirkirina performansa pola sar-xebitî tê bikar anîn.
Bi saya van pêvajoyên dermankirina germê, avahiya navxweyî ya pola tê çêtirkirin û taybetmendiyên wê tên baştirkirin, ev yek jî wê ji bo karanîna di sepanên pîşesaziyê yên dijwar de guncawtir dike.
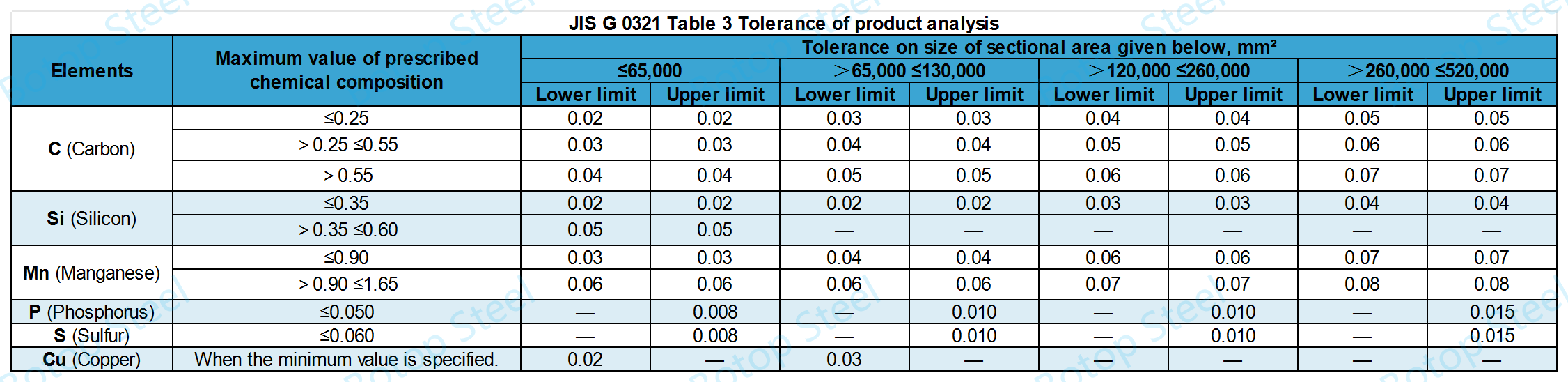
Analîza germê divê li gorî JIS G 0320 be. Analîza hilberê divê li gorî JIS G 0321 be.
| sinif | C (Karbon) | Si (Sîlîkon) | Mn (Manganez) | P (Fosfor) | S (Kulfûr) |
| STS370 | herî zêde 0.25% | 0.10-0.35% | 0.30-1.10% | herî zêde 0.35% | herî zêde 0.35% |
Analîza germêbi giranî armanc dike ku pêkhateya kîmyewî ya madeyên xav were ceribandin.
Bi analîzkirina pêkhateya kîmyewî ya madeyên xav, gengaz e ku gavên pêvajoyê û şert û mercên ku dibe ku di pêvajoya hilberînê de hewce bibin, wekî parametreyên dermankirina germê û lêzêdekirina hêmanên alloykirinê, werin pêşbînîkirin û sererast kirin.
Analîza hilberêpêkhateya kîmyewî ya hilberên qedandî analîz dike da ku lihevhatî û kalîteya hilbera dawîn verast bike.
Analîza hilberê piştrast dike ku hemî guhertin, lêzêdekirin an jî her cûre qirêjiyên muhtemel di hilberê de di dema pêvajoya çêkirinê de di bin kontrolê de ne û hilbera dawîn li gorî taybetmendiyên teknîkî û hewcedariyên serîlêdanê ye.
Li gorî JIS G 3455 nirxên analîza hilberê ne tenê divê li gorî pêdiviyên elementên di tabloya jorîn de bin, lê di heman demê de divê rêjeya toleransê jî li gorî hewcedariyên JIS G 3021 Tabloya 3 be.
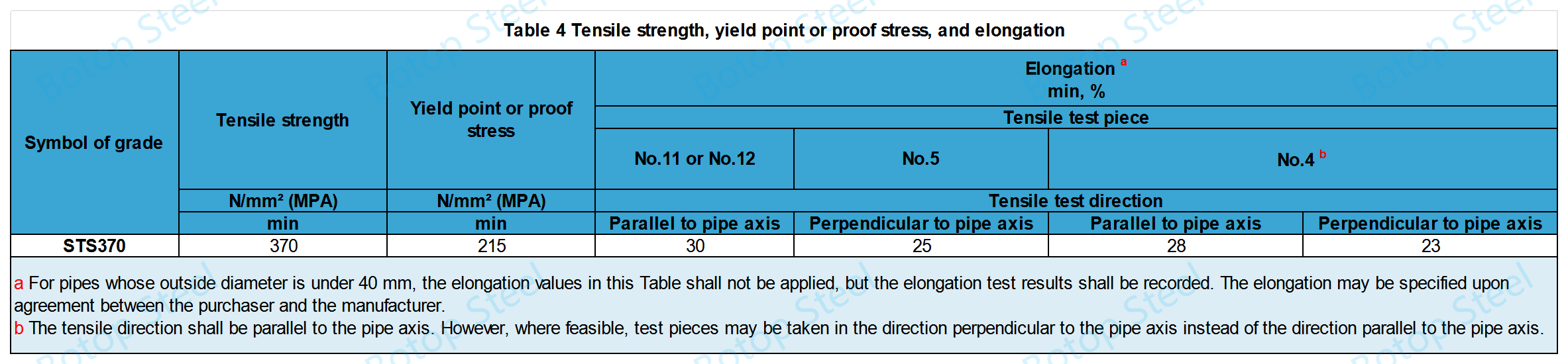
Nirxên dirêjbûnê ji bo perçeya testê No. 12 (paralel bi eksena boriyê re) û perçeya testê No. 5 (perpendîkular bi eksena boriyê re) ji boriyên ku qalindahiya dîwarê wan di bin 8 mm de ye hatine girtin.
| Sembola pileyê | Perçeya testê ya ku hatiye bikaranîn | Dirêjkirin kêmtirîn, % | ||||||
| Qalindahiya dîwar | ||||||||
| >1 ≤2 mm | >2 ≤3 mm | >3 ≤4 mm | >4 ≤5 mm | >5 ≤6 mm | >6 ≤7 mm | >7 <8 mm | ||
| STS370 | Jimare 12 | 21 | 22 | 24 | 26 | 27 | 28 | 30 |
| Jimare 5 | 16 | 18 | 19 | 20 | 22 | 24 | 25 | |
| Nirxên dirêjkirinê yên di vê tabloyê de bi derxistina %1,5 ji nirxa dirêjkirinê ya di Tabloya 4an de ji bo her kêmbûna 1 mm di qalindahiya dîwar de ji 8 mm, û bi dorvekirina encamê bo hejmareke tevahî li gorî Qaîdeya A ya JIS Z 8401 têne bidestxistin. | ||||||||
Testa pehnkirinê dikare were paşguhkirin heya ku ji hêla kirrûbir ve nehatibe diyarkirin.
Nimûneyê têxin makîneyê û heta ku mesafeya di navbera her du platforman de bigihîje nirxa diyarkirî H, wê rast bikin. Dûv re nimûneyê ji bo şikestinan kontrol bikin.
Dema ku lûleya kaynakirî ya bi berxwedana krîtîk tê ceribandin, xeta di navbera kaynakirinê û navenda lûleyê de perpendîkular li ser rêça zextê ye.
H=(1+e)t/(e+t/D)
H: dûrahiya di navbera plakeyan de (mm)
t: stûriya dîwarê lûleyê (mm)
D: çapa derveyî ya lûleyê (mm)
e:sabît ji bo her pileya lûleyê hatîye destnîşankirin.0.08 ji bo STS370: 0.07 ji bo STS410 û STS480.
Ji bo boriyên bi qûrahiya derve ya ≤ 50 mm minasib e.
Dema ku nimûne bi goşeya 90° û bi çapa hundirîn a 6 qat ji çapa derveyî ya lûleyê were tewandin, divê bê şikestin be.
Goşeya xwarbûnê divê di destpêka xwarbûnê de were pîvandin.
Pêdivî ye ku her lûleya pola bi awayekî hîdrostatîkî an jî ne-wêranker were ceribandin.ji bo misogerkirina kalîte û ewlehiya boriyê û bicîhanîna pîvanên karanînê.
Testa Hîdrolîk
Eger zexta ceribandinê neyê diyarkirin, divê zexta ceribandina hîdrolîk a herî kêm li gorî Nexşeya Boriyê were destnîşankirin.
| Qalindahiya dîwarê nominal | 40 | 60 | 80 | 100 | 120 | 140 | 160 |
| Zexta testa hîdrolîk a herî kêm, Mpa | 6.0 | 9.0 | 12 | 15 | 18 | 20 | 20 |
Dema ku qalindahiya dîwarê diametera derve ya lûleya pola di tabloya giraniya lûleya pola de ne nirxek standard be, pêdivî ye ku formula bikar bînin da ku nirxa zextê hesab bikin.
P=2st/D
P: zexta ceribandinê (MPa)
t: qalindahiya dîwarê lûleyê (mm)
D: diametera derveyî ya boriyê (mm)
s: %60 ji nirxa herî kêm a xala berbirûbûnê an jî stresa îsbatkirinê ya dayîn.
Dema ku zexta herî kêm a testa hîdrostatîk a hejmara plana bijartî ji zexta testa P ya ku bi formulê hatî bidestxistin derbas dibe, divê zexta P wekî zexta herî kêm a testa hîdrostatîk were bikar anîn li şûna hilbijartina zexta herî kêm a testa hîdrostatîk di tabloya jorîn de.
Testa Ne-wêranker
Divê ceribandina bê-wêranker a lûleyên pola ji hêlatesta ultrasonîk an jî ceribandina herikîna eddy.
Boultrasonîktaybetmendiyên teftîşê, sînyala ji nimûneyek referansê ku standardek referansê ya çîna UD-ê wekî ku diJIS G 0582divê wekî asta alarmê were hesibandin û sînyala bingehîn divê wekhev an jî ji asta alarmê mezintir be.
Hestiyariya tespîtkirinê ya standard ji boherikîna edyêazmûn dê kategoriya EU, EV, EW, an EX be ku diJIS G 0583, û divê ti sînyalên wekhev an mezintir ji sînyalên ji nimûneya referansê ya ku standarda referansê ya kategoriya navborî dihewîne tune bin.
Ji bo bêtirNexşeyên Giraniya Boriyan û Planên Boriyandi nav standardê de, hûn dikarin bikirtînin.
Lûleya Schedule 40 ji bo sepanên zexta nizm û navîn îdeal e ji ber ku ew qalindahiya dîwarek nerm pêşkêşî dike ku ji giranî û lêçûna zêde dûr dikeve di heman demê de hêza têr peyda dike.
Lûleyên Schedule 80 bi berfirehî di jîngehên pîşesaziyê de ku hewceyê destwerdana bi zexta bilind in, wekî pergalên pêvajoya kîmyewî û lûleyên veguhastina petrol û gazê, ji ber ku ew dikare li hember zextên bilindtir û bandorên mekanîkî yên bihêztir bisekine ji ber qalindahiya dîwarê xwe ya stûrtir, ewlehî, ewlehî û domdariya zêdetir peyda dike, têne bikar anîn.
Divê her lûle bi agahdariya jêrîn were nîşankirin.
yek)Sembola pileyê;
b)Sembola rêbaza çêkirinê;
c)PîvanMînak 50AxSch80 an 60.5x5.5;
d)Navê hilberîner an marqeya nasnameyê.
Dema ku qûrahiya derveyî ya her lûleyê piçûk be û nîşankirina her lûleyê dijwar be, an jî dema ku kirrûkar dixwaze her komek lûleyan were nîşankirin, her komek dikare bi rêbazek guncaw were nîşankirin.
STS370 ji bo pergalên veguhestina şilavê yên bi zexta nizm lê germahiya nisbeten bilind minasib e.
Sîstemên germkirinêDi germkirina bajaran an jî sîstemên germkirina avahiyên mezin de, STS370 dikare ji bo veguhestina ava germ an buharê were bikar anîn ji ber ku ew dikare li hember zext û guhertinên germahiyê yên di sîstemê de li ber xwe bide.
Santralên elektrîkêDi hilberîna elektrîkê de, hejmareke mezin ji boriyên buharê yên zexta bilind hewce ne, û STS370 materyalê îdeal e ji bo çêkirina van boriyan ji ber ku ew dikare li hember germahiya bilind û jîngehên xebatê yên zexta bilind ên demdirêj li ber xwe bide.
Sîstemên hewaya pêçayîDi çêkirin û xetên hilberînê yên otomatîk de, hewaya pêçayî çavkaniyek girîng a enerjiyê ye, û boriya pola STS370 ji bo çêkirina boriyan ji bo van pergalan tê bikar anîn da ku radestkirina hewayê bi ewlehî û bibandor were misoger kirin.
Bikaranîna avahîsaziyê û makîneyên giştîJi ber taybetmendiyên xwe yên mekanîkî yên baş, STS370 dikare di çêkirina cûrbecûr pêkhateyên avahî û mekanîkî de jî were bikar anîn, nemaze di sepanên ku hêzek zextê ya diyarkirî hewce ye.
JIS G 3455 STS370 materyalek pola karbonê ye ku di xizmeta zexta bilind de tê bikar anîn. Materyalên jêrîn dikarin wekî wekhev an jî hema hema wekhev werin hesibandin:
1. ASTM A53 Pola BJi bo sepanên giştî yên avahî û mekanîkî û ji bo veguhastina şilavan guncaw e.
2. API 5L Pola BJi bo boriyên veguhestina petrol û gazê yên zexta bilind.
3. DIN 1629 St37.0Ji bo endezyariya mekanîkî ya giştî û çêkirina keştiyan.
4. EN 10216-1 P235TR1Lûleya pola ya bêdirûv ji bo jîngehên germahiya bilind û zexta bilind.
5. ASTM A106 Pola BLûleya pola karbonê ya bêderz ji bo xizmeta germahiya bilind.
6.ASTM A179Lûleyên û boriyên pola yên nerm ên bêderz ên bi sar kişandinê hatine bêdirûtin ji bo xizmeta germahiya nizm.
7. DIN 17175 St35.8Materyalên lûleyên bêderz ji bo kazan û konteynerên zextê.
8. EN 10216-2 P235GHLûleyên bêderz û boriyên ji pola ne-alloy û pola alloy ji bo jîngehên germahiya bilind û zexta bilind.
Ji damezrandina xwe di sala 2014an de, Botop Steel bûye dabînkerê pêşeng ê boriyên pola karbonê li Bakurê Çînê, ku bi xizmeta hêja, hilberên bi kalîte û çareseriyên berfireh tê nasîn. Şîrket cûrbecûr boriyên pola karbonê û hilberên têkildar pêşkêş dike, di nav de boriyên pola yên bênavber, ERW, LSAW, û SSAW, û her weha rêzek bêkêmasî ya pêvekên boriyan û flanjan.
Berhemên wê yên taybet her wiha alloyên pileya bilind û pola zengarnegir ên austenîtîk jî dihewînin, ku li gorî daxwazên cûrbecûr projeyên boriyan hatine çêkirin.















