




| SPESIFIKASI PIPA BAJA LSAW | |
| 1. Ukuran | 1) Ukuran: 406mm-1500mm |
| 2) Kekandelan Tembok: 8mm-50mm | |
| 3) SCH20, SCH40, STD, XS, SCH80 | |
| 2. Standar: | ASTM A53, API 5L,EN10219,EN10210,ASTM A252,ASTM A500 lan liya-liyane |
| 3. Bahan | ASTM A53 Gr.B,API 5L Gr.B,X42,X52,X60,X70,X80,S235JR,S355J0H, lan liya-liyane |
| 4. Panggunaan: | 1) Cairan tekanan rendah, banyu, gas, lenga, pipa saluran |
| 2) struktur pipa, konstruksi tiang pancang pipa | |
| 3) pager, pipa lawang | |
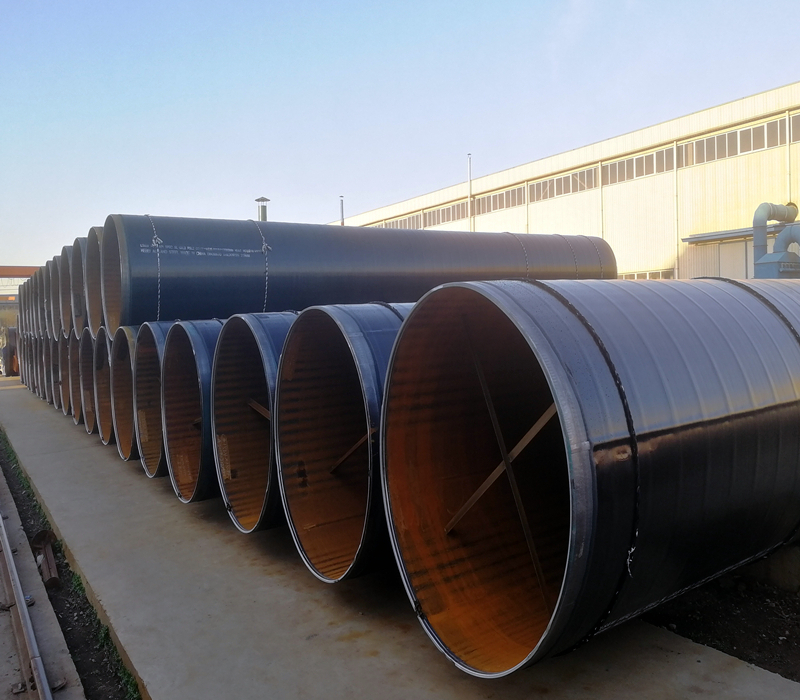
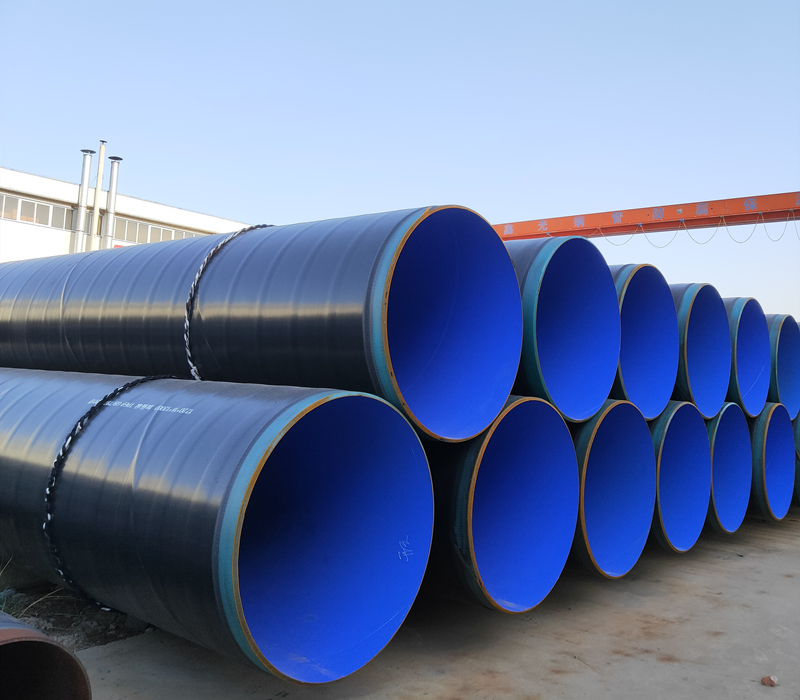
| 5. Pelapisan | 1) Dibongkar 2) Dicet Ireng (lapisan pernis) 3) Galvanis 4) Dilengai 5) PE, 3PE, FBE, lapisan tahan komosis, lapisan anti korosi |
| 6. Teknik | pipa baja las longitudinal |
| 7. Inspeksi: | Kanthi Pengujian Hidrolik, Arus Eddy, RT, UT utawa inspeksi dening pihak katelu |
| 8. Pangiriman | Kontainer, Kapal Curah. |
| 9. Babagan Kualitas Kita: | 1) Ora ana karusakan, ora ana bengkong 2) ora ana gerigi utawa pinggiran sing landhep lan ora ana potongan 3) Gratis kanggo diolesi & ditandhani 4) Kabeh barang bisa dicenthang dening inspeksi pihak katelu sadurunge pengiriman |

Kasus teknik Hong Kong

Kasus teknik Qatar

Kasus teknik Turki

Pipa LSAWNggunakake teknologi pengelasan busur submerged, nggunakake pengelasan pengisi, busur sing dikubur fluks perlindungan partikel.
LSAW iku cekakan saka pipa baja sambungan lurus sing dilas nganggo busur tenggelam. Proses produksi pipa baja sambungan lurus sing dilas nganggo busur tenggelam kalebu teknologi pembentukan JCOE, teknologi pengelasan busur tenggelam sing dibentuk koil, lan teknologi pembentukan UOE.
Proses nggawe Pipa Longitudinal Submerged-arc Welded (LSAW) kaya ing ngisor iki:
Probing pelat ultrasonik → panggilingan pinggiran → pra-lentur → mbentuk → Pra-las → Pengelasan internal → Pengelasan eksternal → Inspeksi ultrasonik → Inspeksi sinar-X → Ngembangake → uji hidrolik → l. Chamfering → Inspeksi ultrasonik → Inspeksi sinar-X → inspeksi partikel magnetik ing ujung tabung

| Syarat Tarik | |||
| Kelas 1 | Kelas 2 | Kelas 3 | |
| Kekuwatan tarik, min, psi (MPa) | 50 000 (345) | 60 000 (415) | 66 000 (455) |
| Titik leleh utawa kekuatan leleh, min, psi (MPa) | 30 000 (205) | 35 000 (240) | 45 000 (310) |
| Pemanjangan minimal dhasar kanggo kekandelan tembok nominal %6 in. (7,9 mm) utawa luwih: Pemanjangan ing 8 in. (203,2 mm), min, % Pemanjangan ing 2 in. (50,8 mm), min, % | 18 30 | 14 25 | ... 20 |
| Kanggo kekandelan tembok nominal kurang saka %6 in. (7,9 mm), potongan saka elongasi minimal dhasar ing 2 in. (50,08 mm) kanggo saben Vzi - in. (0,8 mm) penurunan kekandelan tembok nominal ing ngisor %6 in. (7,9 mm), ing poin persentase | 1.5A | 1.25A | 1.0A... |

Pengujian Hidrostatik

Tes NDT(RT)

Pengujian NDT(UT)
Tes Lentur—Pipa sing cukup dawane kudu bisa ditekuk kanthi sudut adhem 90° ing sakubenge mandrel silinder.
Tes perataan-Sanajan pengujian ora dibutuhake, pipa kudu bisa nyukupi syarat uji perataan.
Tes hidrostatik—kajaba yen diidinake, saben dawa pipa kudu diuji hidrostatik tanpa bocor liwat tembok pipa.
Tes listrik non-destruktifMinangka alternatif kanggo uji hidro-statis, kabeh awak saben pipa kudu diuji nganggo uji listrik nondestruktif. Yen uji listrik nondestruktif ditindakake, dawane kudu ditandhani nganggo huruf "NDE".
Tes ultrasonik
Pemeriksaan arus eddy
Pipa kosong, lapisan ireng (disesuaikan);
Kaloro pucuke nganggo pelindung pucuk;
Ujung polos, ujung miring;
Nandhani.




| Diameter njaba | Diameter njaba tumpukan pipa ora kena beda luwih saka ±1% saka diameter njaba sing ditemtokake. | ||
| Kekandelan tembok | Kekandelan tembok ing titik apa wae ora kena luwih saka 12,5% saka kekandelan tembok nominal sing ditemtokake. | ||
| Dawane | Tumpukan pipa kudu dipasang kanthi dawa acak tunggal, dawa acak ganda, utawa dawa seragam kaya sing ditemtokake ing pesenan tuku, miturut watesan ing ngisor iki: | Dawane acak tunggal | 16 nganti 25 kaki (4,88 nganti 7,62 mm), inci |
| Dawane acak dobel | Luwih saka 25 kaki (7,62 m) kanthi rata-rata minimal 35 kaki (10,67 m) | ||
| Dawane seragam | dawa kaya sing wis ditemtokake kanthi variasi sing diidinake ±1 in. | ||
| Bobot | Saben dawa tumpukan pipa kudu ditimbang kanthi kapisah lan bobote ora kena beda luwih saka 15% luwih utawa 5% ing ngisor bobot teoritis, diitung nggunakake dawane lan bobote saben unit dawa. | ||










