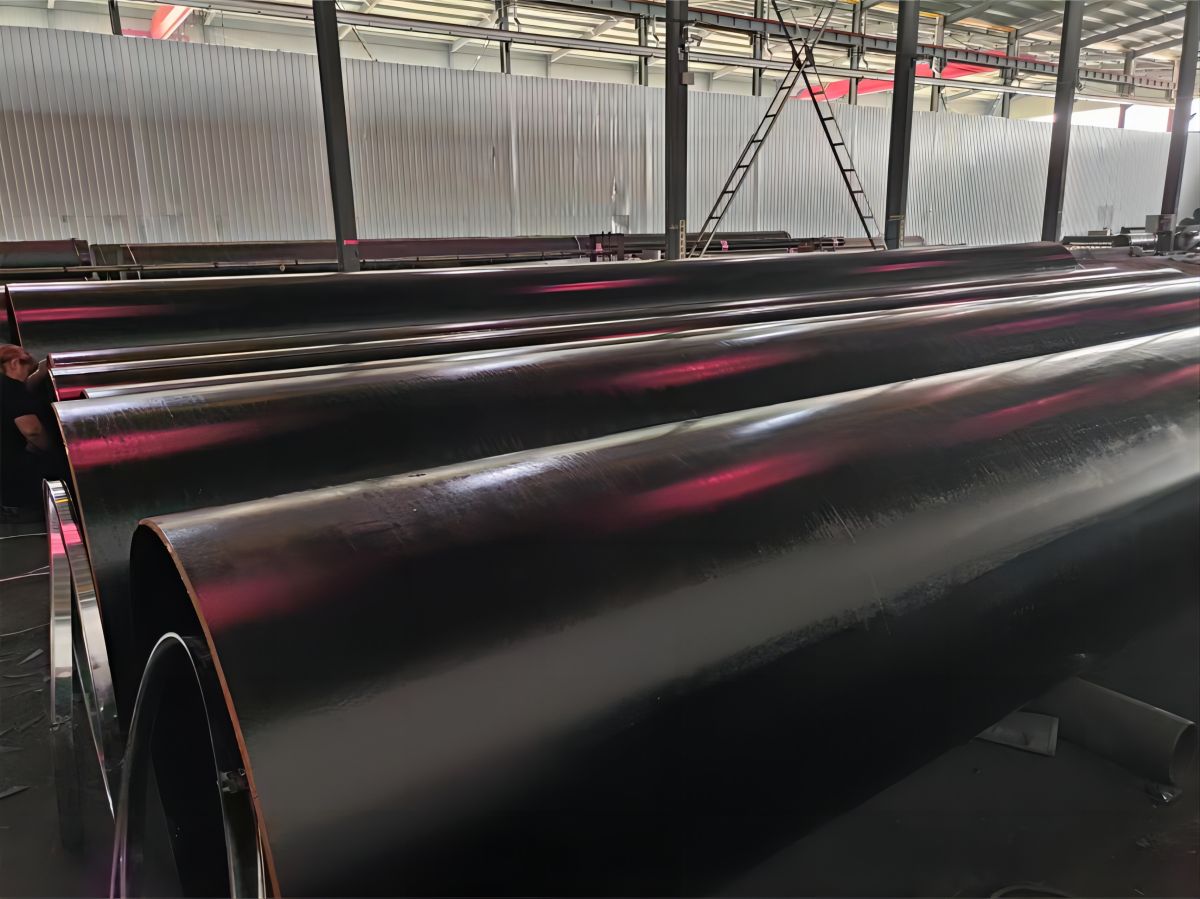
LSAWパイプサブマージアーク溶接技術を用いて製造される縦溶接鋼管です。
LSAW 鋼管は、パイプの全長にわたって縦方向の溶接が施され、パイプの内面と外面から突き出ているのが特徴です。
LSAW鋼管の利点は、大口径、厚肉、高圧のパイプを提供できることです。
| 名前 | 滄州ボトップインターナショナル株式会社 |
| 情報 | 中国滄州市に位置し、総投資額は5億元、敷地面積は60万平方メートル。 |
| 装置 | 高度なJCOE成形プロセスとDSAW溶接技術を備え、完全な生産および試験設備を備えています。 |
| 生産能力 | 年間生産量20万トン以上 |
| 認証 | API 5L、ISO 9001、ISO 19001、ISO 14001、ISO 45001 など。 |
| 参加プロジェクト | ラナワラ小水力発電所; トルコへのトランジットガスパイプライン第2号; ラナワラ小水力発電所; 都市建設事業等 |
| 輸出国 | オーストラリア、インドネシア、カナダ、サウジアラビア、ドバイ、エジプト、ヨーロッパ、その他の国と地域 |
| 利点 | LSAW 鋼管工場および製造業者; LSAW鋼管卸売業者; LSAW鋼管の在庫業者; 工場直販、品質保証、そしてより安い価格。 |
簡単に言えば、LSAW製造工程では、鋼板を管状に曲げ、サブマージアーク溶接を使用して鋼板の端を溶接して鋼管を形成します。
次に、LSAW 鋼管の製造における重要な手順を説明し、プロセスを明確に理解できるようにします。

1. プレート検査と切断: 鋼管の実装基準と要求寸法に応じて、適格なプレートを適切なサイズに切断します。
2. エッジミリング鋼管の端面をV字形など、溶接に適した形状に加工します。この工程は溶接の品質を左右する重要な要素です。
3. 形成当社では、鋼板をローラーとプレスで連続した管状に成形するJCOE成形工法を採用しています。

4.溶接管状構造の縦方向の継ぎ目では、サブマージアーク溶接によって鋼板の端部を溶融し、鋼管を形成します。これは全工程の中で最も重要な工程です。
5. 検査: 鋼管の 100% 非破壊検査や静水圧漏れ検査など、多数の検査を実施して、完成品が標準要件を満たしていることを確認します。
LSAW鋼管の実際の製造工程では、上記の主要な工程に加えて、多くの微細で複雑な工程があります。これらの工程では、規格を満たす高品質のLSAW鋼管を確実に製造するために、精密な管理と厳格な品質監視が求められます。
1. 高い適応性LSAW鋼管は、高温・高圧の作業環境でよく使用されます。適切なコーティングを施すことで、過酷な気候や複雑な地質条件下においても信頼性の高い性能を維持できます。
2. 溶接品質: LSAWの製造においては、両面サブマージアーク溶接(DSAW)プロセスを採用しています。このプロセスにより、溶接部が完全に溶け込み、高い溶接品質が実現します。溶接部は均一で均一であるため、鋼管の全体的な性能と信頼性がさらに向上します。
3. 大口径厚肉鋼管:
| 略語 | 名前 | 外径 | 壁の厚さ |
| SSAW(HSAW、SAWH) | スパイラルサブマージアーク溶接 | 200~3500ミリメートル | 5~25mm |
| LSAW(SAWL) | 縦方向サブマージアーク溶接 | 350~1500ミリメートル | 8~80ミリメートル |
| ERW | 電気抵抗溶接 | 20~660ミリメートル | 2~20mm |
| SMLS | シームレス | 13.1 - 660ミリメートル | 2~100mm |
上記の生産規模比較からわかるように、LSAW 鋼管は大口径厚肉鋼管の生産において明らかな利点があり、大規模プロジェクトや産業用途のニーズを満たします。
4. 広く使われている: LSAW 鋼管は、その高い強度と優れた性能により、石油・ガス輸送、構造工学、橋梁建設など、高強度鋼管が求められる分野で広く使用されています。



| 標準 | 使用法 | 学年 |
| API 5L / ISO 3183 | ラインパイプ | グレードB、X42、X52、X60、X65、X72など。 |
| GB/T 9711 | ラインパイプ | L245、L290、L360、L415、L450など。 |
| GB/T 3091 | 低圧流体の輸送 | Q195、Q235A、Q235B、Q275A、Q275B など |
| ASTM A252 | 杭打ちパイプ | グレード1、グレード2、グレード3 |
| ASTM A500 | 冷間成形構造パイプ | グレードB、グレードC、グレードD |
| ASTM A501 | 熱間成形構造パイプ | グレードA、グレードB、グレードC |
| EN 10219 | 冷間成形構造パイプ | S275J0H、S275J2H、S355J0H、S355J2H |
| EN 10210 | 熱間仕上げ構造パイプ | S275J0H、S275J2H、S355J0H、S355J2H |
上記に挙げた一般的な鋼管規格に加え、LSAW法による鋼管製造においては、SS400などの鋼板の材質や規格も関係しますが、ここでは記載していません。
LSAW 鋼管の内面と外面は、さまざまな動作環境に合わせてコーティングされることがよくあります。
これらのコーティングは、一時的な保護コーティングまたは長期的な防錆コーティングとして使用できます。一般的なコーティングの種類は次のとおりです。ペイント, 亜鉛メッキ, 3LPE, FBE,TPEP、エポキシコールタールなど
これらのコーティングは、鋼管を腐食から効果的に保護し、耐用年数を延ばし、さまざまな環境条件下での安定性と信頼性を確保します。


LSAW鋼管は重要な工業材料です。様々な国や地域の市場での円滑な流通を確保するため、LSAW鋼管は輸出入の際に一連の認証文書を取得する必要があります。一般的な認証文書には以下が含まれます。API 5L認証、ISO 9001認証、ISO 19001 認証, ISO 14001認証,そして ISO 45001認証.