



API 5L グレードB鋼管は、以下の関連要件に従って製造されます。API 5L石油・ガス産業のパイプライン輸送システムに広く使用されています。
グレードBとも呼ばれるL245特徴は、鋼管の最小降伏強度が245 MPa.
API 5L ラインパイプには、次の 2 つの製品仕様グレードがあります。PSL1主に標準的な輸送システムで使用されていますが、PSL2より高い機械的強度とより厳格な試験基準を備え、より過酷な条件に適しています。
製造プロセスはシームレスに(SMLS)、電気抵抗溶接(ERW)、またはサブマージアーク溶接(見た)は、さまざまな設置および運用のニーズに合わせて選択できます。
ボトップスチールは、中国にある厚肉大口径両面サブマージアークLSAW鋼管の専門メーカーです。
所在地: 中国河北省滄州市;
総投資額:5億人民元
工場面積:60,000平方メートル。
年間生産能力:JCOE LSAW鋼管20万トン。
設備: 高度な生産およびテスト設備。
専門分野: LSAW鋼管製造
認証: API 5L 認証済み。
API 5LグレードB分類
さまざまな製品仕様レベル (PSL) と配送条件に基づいて、いくつかの異なるタイプに細分化されます。
この分類により、特定のプロジェクトのニーズと作業環境の要件を満たす適切なラインパイプをより適切に選択できるようになります。
PSL1: B.
PSL2: BR;BN;BQ;BM。
特殊な使用環境には、いくつかの特殊な PSL 2 鋼管が使用されます。
サワーサービス環境: BNS、BQS、BMS。
オフショア サービス環境: BNO、BQO、BMO。
縦方向の塑性ひずみ容量を必要とするアプリケーション: BNP、BQP、BMP。
配送条件
| PSL | 配送条件 | パイプグレード/鋼材グレード | |
| PSL1 | 圧延まま、焼きならし圧延、熱機械圧延、熱機械成形、焼きならし成形、焼きならし、焼き戻し。 または、もし同意、SMLSパイプのみ焼入れ焼戻し | B | L245 |
| PSL 2 | 圧延のまま | BR | L245R |
| 焼きならし圧延、焼きならし成形、焼きならし、または焼きならし焼き戻し | BN | L245N | |
| 焼き入れ焼き戻し | BQ | L245Q | |
| 熱機械圧延または熱機械成形 | BM | L245M | |
鋼管の出荷状態とは、主に鋼管の製造工程の最後に行われる熱処理やその他の処理を指し、これらの処理は鋼管の機械的性質、耐食性、構造安定性に重要な影響を及ぼします。
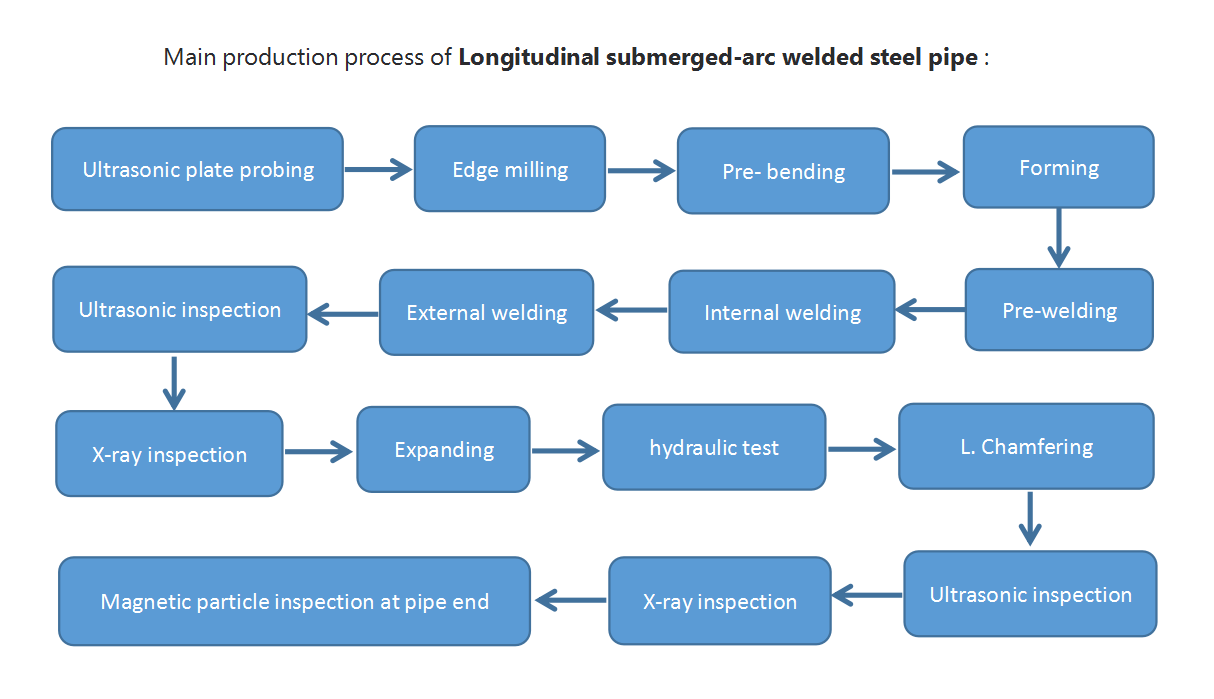
API 5L GR.B鋼管製造プロセス
API 5L 規格グレード B パイプは、次の表のいずれかの製造プロセスを使用して製造できます。
| API 5L PSL1 グレードB | SMLS | LFW | HFW | サウル | SAWH | カウル | 牛 |
| API 5L PSL2 グレードB | SMLS | — | HFW | サウル | SAWH | カウル | 牛 |
製造プロセスの頭字語の意味について詳しく知るには、ここをクリック.
LSAW大口径・厚肉鋼管に最適なソリューションです。
外観上の特徴は、パイプの長手方向に溶接があることです。
パイプエンドタイプ
API 5L グレード B 鋼管の端部タイプは、PSL1 と PSL2 で異なる場合があります。
PSL 1 鋼管端部
ベル型の端; プレーンエンド;特殊カップリング用プレーンエンド; ねじ端.
ベル型端: ソケット端の D ≤ 219.1 mm (8.625 インチ) および t ≤ 3.6 mm (0.141 インチ) のチューブに限定されます。
ねじ端: ねじ端パイプは、D < 508 mm (20 インチ) の SMLS および縦方向シーム溶接パイプに限定されます。
PSL 2 鋼管端部
プレーンエンド.
プレーンパイプ端部の場合は、次の要件に従う必要があります。
t ≤ 3.2 mm (0.125 in) の平端パイプの端面は直角に切断する必要があります。
t > 3.2 mm(0.125インチ)の平端管は、溶接のために開先加工を施す必要があります。開先角度は30~35°、開先ルート面の幅は0.8~2.4 mm(0.031~0.093インチ)とします。
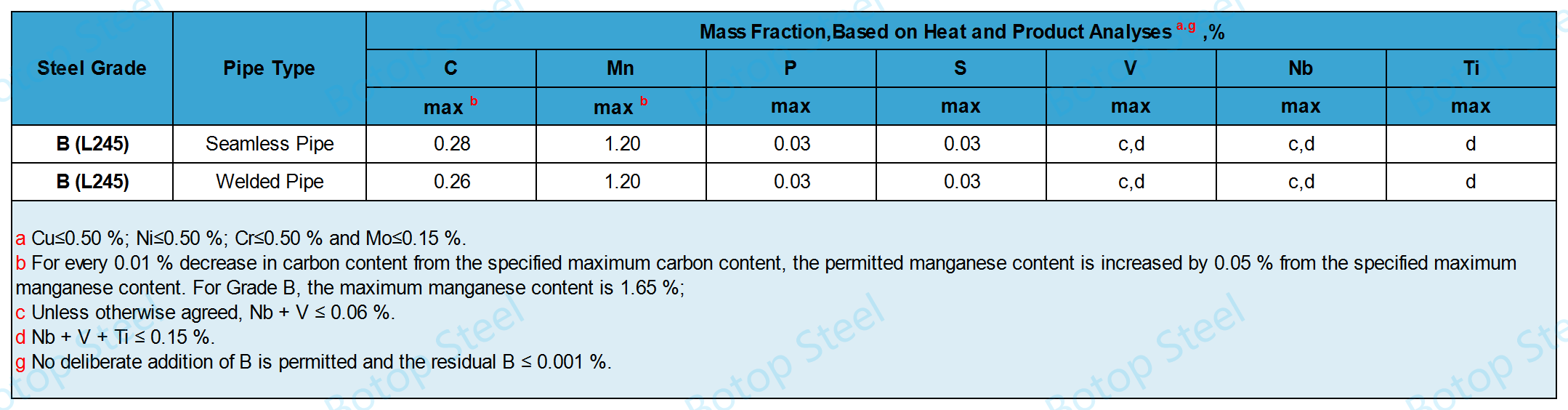
API 5LグレードB化学組成
PSL1およびPSL2鋼管t>25.0mm(0.984インチ)の化学組成は合意により決定されるものとする。
t ≤ 25.0 mm (0.984 in.) の PSL 1 パイプの化学組成
t ≤ 25.0 mm (0.984 in.) の PSL 2 パイプの化学組成
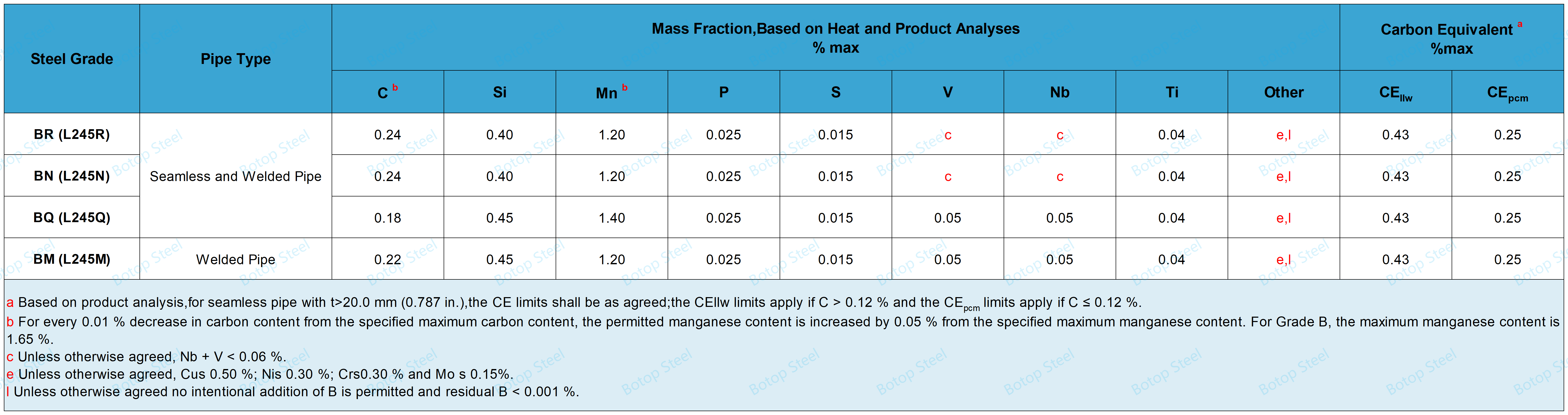
PSL2鋼管製品については、炭素含有量≤0.12%、炭素当量CEPCM次の式を使用して計算できます。
CEPCM= C + Si/30 + Mn/20 + Cu/20 + Ni/60 + Cr/20 + Mo/15 + V/15 + 5B
PSL2鋼管製品については、炭素含有量 > 0.12%、炭素当量CEllw以下の式を使用して計算できます。
CEllw= C + Mn/6 + (Cr + Mo + V) / 5 + (Ni + Cu) / 15
API 5LグレードB機械的性質
引張特性
PSL1 GR.B 引張特性

PSL2 GR.B 引張特性
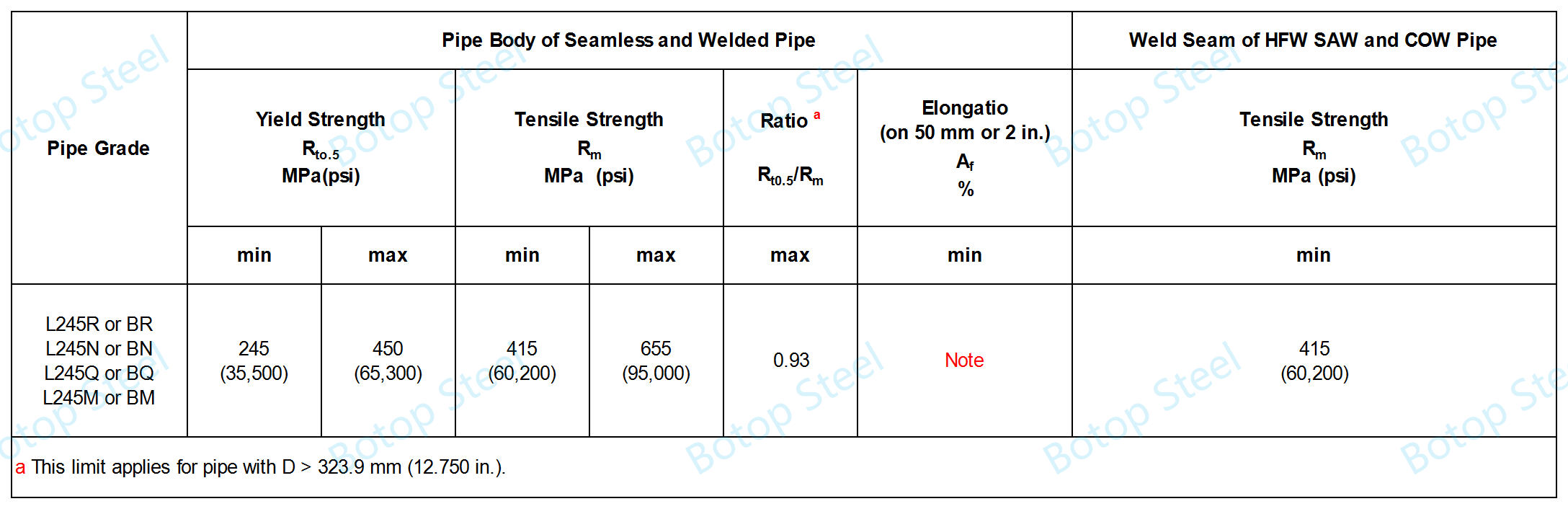
注記: 指定された最小伸び、Af次の式を使用して決定されるものとする。
あf= C × (Axc0.2/U0.9)
CSI 単位を使用した計算の場合は 1940、USC 単位を使用した計算の場合は 625,000 です。
Axc 適用可能な引張試験片の断面積は、次のように平方ミリメートル(平方インチ)単位で表されます。
1) 円形断面試験片の場合、130 mm2(0.20 インチ)2)12.7 mm(0.500インチ)および8.9 mm(0.350インチ)の試験片の場合;65 mm2(0.10 インチ2)直径6.4mm(0.250インチ)の試験片の場合
2) フルセクション試験片の場合、a) 485 mmのいずれか小さい方2(0.75 インチ)2)およびb)試験片の断面積Tは、指定された外径と指定された管壁の厚さを使用して算出され、最も近い10 mmに丸められます。2(0.01 インチ2);
3) ストリップ試験片の場合、a) 485 mmのいずれか小さい方2(0.75 インチ)2)およびb)試験片の断面積(指定された試験片の幅と指定されたパイプの壁厚を使用して算出され、最も近い10 mmに丸められたもの)2(0.01 インチ2);
U指定された最小引張強度であり、メガパスカル(平方インチあたりの重量)で表されます。
曲げ試験
試験片のどの部分にも割れが生じてはならず、溶接部にも割れが生じてはなりません。
平坦化テスト
LSAW鋼管には適用されません.
適していますEW, LW、 そしてCWチューブの製造タイプ。
ガイド曲げ試験
深さに関係なく、溶接金属に 3.2 mm (0.125 インチ) を超える亀裂や破裂がないかどうかを確認します。
母材、HAZ、または溶融ラインに、長さが 3.2 mm (0.125 インチ) を超えるか、指定された壁の厚さの 12.5 % を超える亀裂や破裂がないか確認します。
PSL 2パイプのCVN衝撃試験
CVN(シャルピーVノッチ)衝撃試験は、急激な衝撃荷重を受けたときの材料の靭性を評価するための標準化された試験方法です。
次の要件は、グレード X60 または L415 以下に適用されます。
| PSL 2管の管体に対するCVN吸収エネルギー要件 | |
| 指定外径 D mm(インチ) | フルサイズCVN吸収エネルギー 分 Kv J (ft.lbf) |
| ≤762 (30) | 27 (20) |
| >762(30)から2134(84) | 40 (30) |
PSL 2溶接管のDWT試験
試験あたりの平均せん断面積は、試験温度 0 °C (32 °F) で 85 % 以上でなければなりません。
壁の厚さが 25.4 mm (1 インチ) を超えるチューブの場合、DWT テストの受け入れ要件について交渉する必要があります。
水圧試験
テスト時間
D ≤ 457 mm (18 インチ) のシームレスおよび溶接鋼管の全サイズ:テスト時間 ≥ 5秒;
溶接鋼管 D > 457 mm (18 インチ):テスト時間 ≥ 10秒.
テスト頻度
各鋼管。

試験圧力
静水圧試験圧力Pは平端鋼管式を使って計算できます。
P = 2St/D
Sフープ応力です。この値は、鋼管の指定された最小降伏強度×パーセンテージ(MPa(psi)単位)に等しくなります。
API 5LグレードB用標準テスト圧力の場合はパーセンテージが 60%、オプションのテスト圧力の場合はパーセンテージが 70% になります。
D <88.9 mm (3.500 インチ) の場合、試験圧力が 17.0 MPa (2470 psi) を超える必要はありません。
D > 88.9 mm (3.500 インチ) の場合、試験圧力が 19.0 MPa (2760 psi) を超える必要はありません。
t指定された壁の厚さ(ミリメートル(インチ)単位)です。
D指定された外径で、単位はミリメートル (インチ) です。
非破壊検査
SAWチューブ用2つの方法、UT(超音波検査)またはRT(放射線検査)が通常は使用されます。
ET(電磁気試験)はSAWチューブには適用できません。
グレードがL210/A以上、直径が60.3 mm(2.375インチ)以上の溶接管の溶接継ぎ目は、規定どおりに全厚と長さ(100 %)について非破壊検査を行う必要があります。

UT非破壊検査

RT非破壊検査
外径と壁の厚さを指定する
鋼管の外径および肉厚の規格値は、ISO 4200そしてASME B36.10M.

寸法公差
直径と真円度の許容差
鋼管の直径は、任意の円周面における鋼管の円周をπで割ったものとして定義されます。
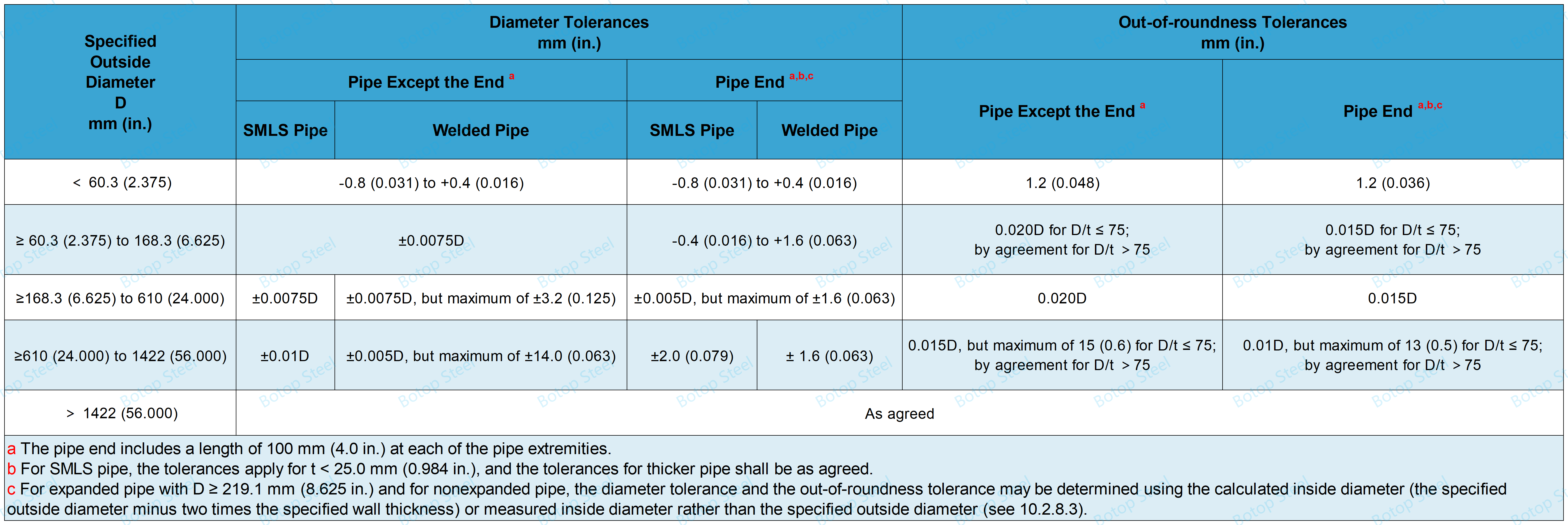
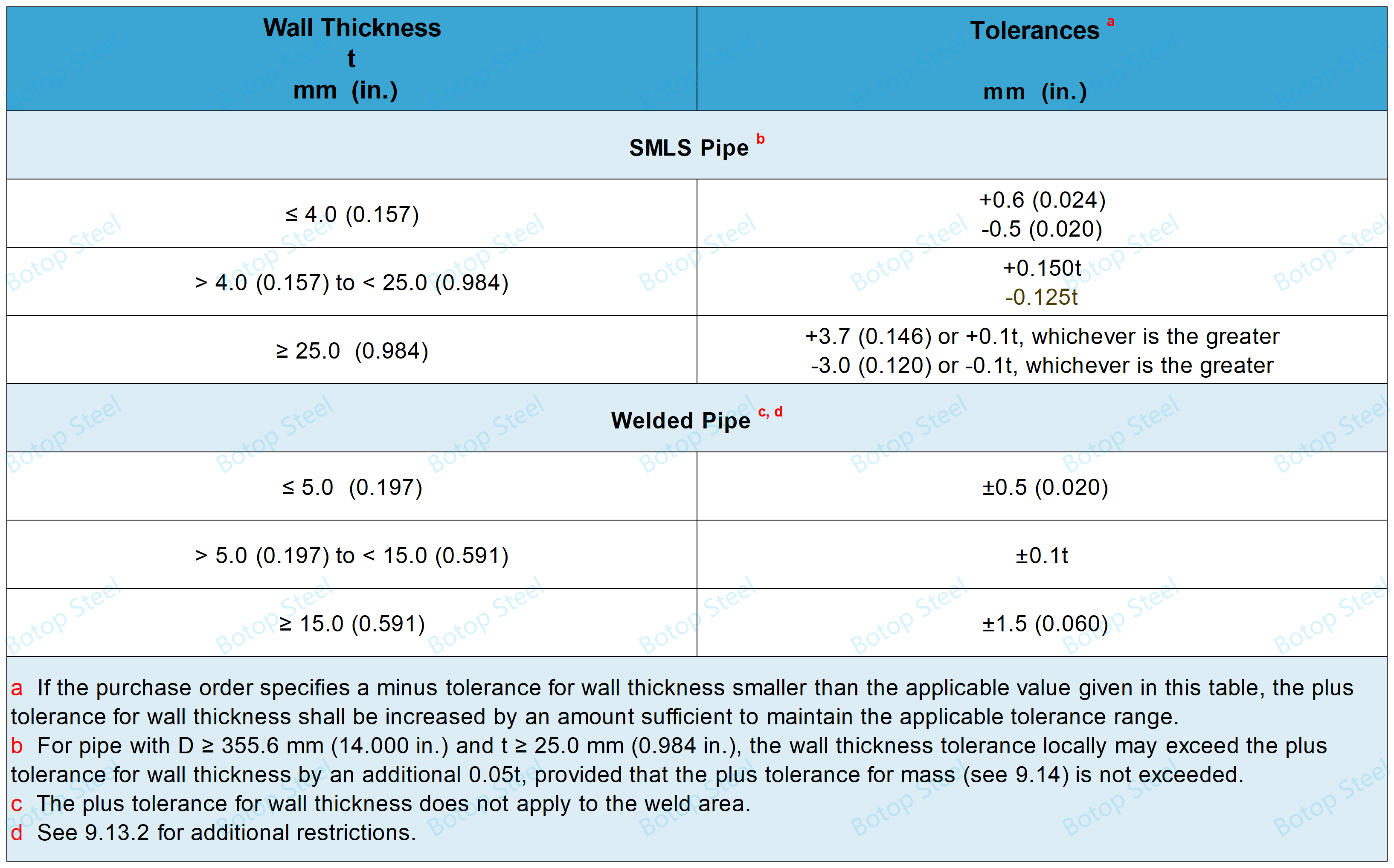
壁厚の許容差
長さの許容範囲
おおよその長さ±500 mm (20 インチ) の許容範囲内で納品されるものとします。
許容範囲ランダムな長さ
| ランダム長さ指定 メートル(フィート) | 最小長さ メートル(フィート) | 各注文品目の最小平均長さ メートル(フィート) | 最大長 メートル(フィート) |
| ねじ込み式パイプ | |||
| 6 (20) | 4.88 (16.0) | 5.33 (17.5) | 6.86 (22.5) |
| 9 (30) | 4.11 (13.5) | 8.00 (26.2) | 10.29 (33.8) |
| 12 (40) | 6.71 (22.0) | 10.67 (35.0) | 13.72 (45.0) |
| プレーンエンドパイプ | |||
| 6 (20) | 2.74 (9.0) | 5.33 (17.5) | 6.86 (22.5) |
| 9 (30) | 4.11 (13.5) | 8.00 (26.2) | 10.29 (33.8) |
| 12 (40) | 4.27 (14.0) | 10.67 (35.0) | 13.72 (45.0) |
| 15 (50) | 5.33 (17.5) | 13.35 (43.8) | 16.76 (55.0) |
| 18 (60) | 6.40 (21.0) | 16.00 (52.5) | 19.81 (65.0) |
| 24 (80) | 8.53 (28.0) | 21.34 (70.0) | 25.91 (85.0) |
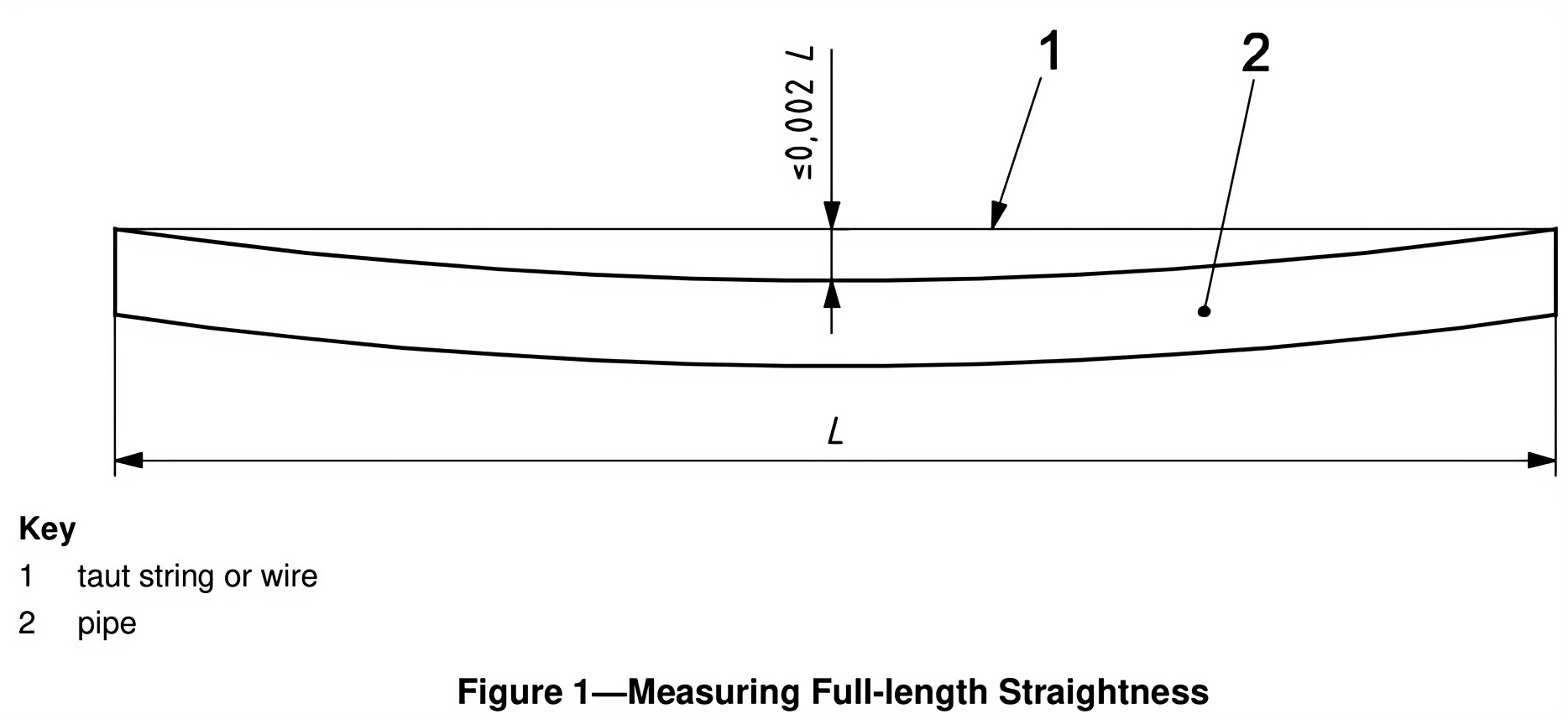
真直度に対する許容度
真直度偏差チューブの全長: ≤ 0.200 L;
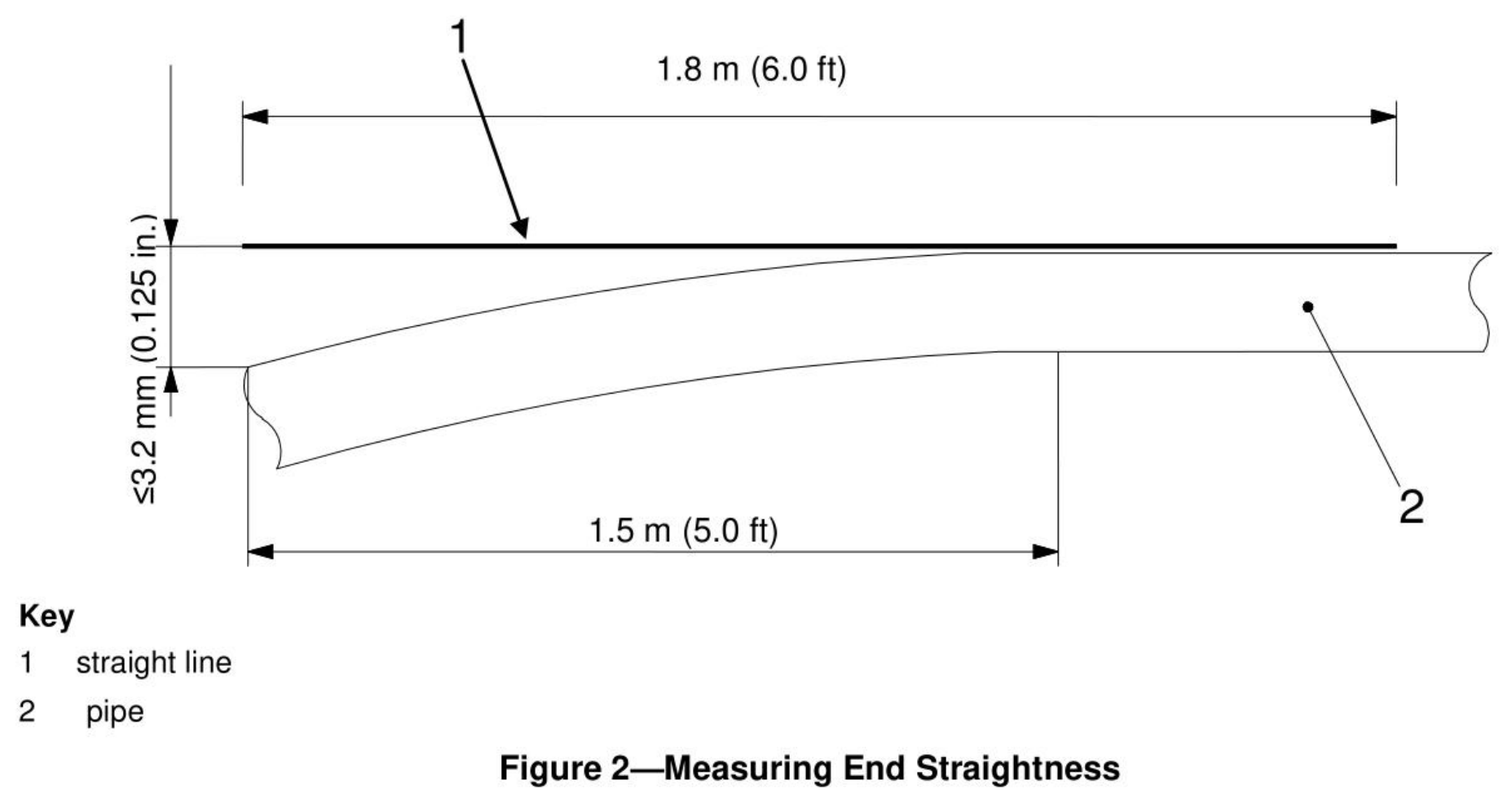
真直度の偏差1.5 m (5.0 ft) の鋼管端: ≤ 3.2mm (0.125インチ)。
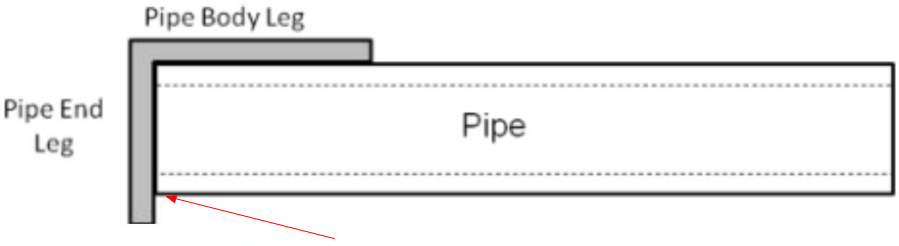
真直度に対する許容度
端部の直角度は、パイプの端部に対して直角であると定義されます。
直角度は1.6 mm(0.063インチ)未満でなければなりません。直角度は、管端と管端脚部との間の隙間として測定されます。
溶接継ぎ目の許容差
最大許容ラジアルオフセットSAW パイプおよび COW パイプ用。
| 指定壁厚 t mm(インチ) | 最大許容ラジアルオフセットamm(インチ) |
| ≤ 15.0 (0.590) | 1.5 (0.060) |
| > 15.0 (0.590) から 25.0 (0.984) | 0.1トン |
| > 25.0 (0.984) | 2.5 (0.098) |
| aこれらの制限はストリップ/プレートの端部溶接にも適用される。 | |
最大許容溶接ビード高さSAW パイプおよび COW パイプ用 (パイプ端部を除く)。
| 指定壁厚 mm(インチ) | 溶接ビードの高さ mm(インチ) マキシム | |
| 内部ビード | 外部ビード | |
| ≤13.0 (0.512) | 3.5 (0.138) | 3.5 (0.138) |
| >13.0 (0.512) | 3.5 (0.138) | 4.5 (0.177) |
溶接部は隣接する鋼管の表面まで滑らかに移行する必要があります。
パイプ端の溶接部は、残留溶接高さが ≤ 0.5 mm (0.020 インチ) になるように、長さ 100 mm (4.0 インチ) まで研磨する必要があります。
質量の許容範囲
各鋼管:
a) 特殊軽量サイズのパイプの場合: -5.0% - +10.0%
b) グレードL175、L175P、A25、A25Pのパイプの場合:-5.0%~+10.0%
c) その他のすべてのパイプの場合: -3.5% - +10.0%。
ロットあたりのパイプ(受注ロット18トン以上(20トン以上)):
a) グレード L175、L175P、A25、A25P の場合: -3.5%
b) その他のすべてのグレードの場合: -1.75%。
API 5L GR.B アプリケーション
API 5L グレード B 鋼管はラインパイプの一種で、主に石油、天然ガス、水などの流体の輸送に使用され、石油・ガス業界でよく使用される材料の 1 つです。
石油・ガス輸送システムAPI 5L グレード B 鋼管は、石油およびガス田の抽出および処理施設で原油や天然ガスを集積システムまたは処理施設に輸送するために一般的に使用されています。
水道管給水や灌漑システムを含む水輸送に使用する場合、耐食性を向上させるためにコーティングやクラッディングなどの追加の表面処理を施すことがあります。
製油所製油所では、API 5L グレード B 鋼管が、原油の分留から得られるさまざまな化学物質や中間体の輸送に使用されます。
建設とインフラ建設業界では、特に液体の長距離輸送が必要な橋梁、支持構造物、その他の重要なインフラプロジェクトの建設に使用されます。
API 5LグレードB相当
ASTM A106 グレードB: シームレス炭素鋼チューブは、通常、高温サービス用であり、化学組成と機械的特性は API 5L グレード B と非常に類似しています。ASTM A106 グレード B は、高温の水蒸気、化学物質、石油製品の輸送によく使用されます。
ASTM A53 グレードB: これは別の種類の炭素鋼管で、溶接管またはシームレス管が可能で、機械、建設、その他のエンジニアリング用途で広く使用されています。主に低圧・低温度用途に使用されますが、一部の機械的特性パラメータはAPI 5LグレードBに類似しています。
EN 10208-2 L245NB可燃性ガスやその他の液体を輸送するパイプラインの製造に使用されます。L245NB(1.0457)は、API 5LグレードBに類似した機械的特性を持つ中強度パイプライン用鋼です。
ISO 3183 L245: 石油およびガス産業のパイプライン輸送システムに使用されます。ISO 3183 の L245 は、特性が API 5L グレード B に非常に近いため、多くの場合、互換的に使用できます。
当社が提供できる追加サービス
ボトップスチール当社は、高品質の API 5L グレード B 鋼管を提供するだけでなく、幅広い防錆コーティング オプション、カスタマイズされたパッケージ ソリューション、包括的な物流サポートなど、一連のサポート サービスも提供し、お客様のさまざまなニーズに対応できるようにしています。
私たちは、お客様が必要とするすべての製品とサービスに便利にアクセスできるワンストップ調達プラットフォームの構築に尽力しています。当社のプロフェッショナルで信頼性の高いサービスにより、プロジェクトのあらゆるステップを効率的かつ手間なく完了し、品質と進捗を確保できます。私たちの目標は、お客様にとって最も信頼できるパートナーとなることです。
防錆コーティング
ボトップスチール幅広い腐食防止コーティングオプションを提供しています。塗装、亜鉛メッキ、3LPE(HDPE)、3LPP、FBE、セメント質カウンターウェイトプロジェクトのさまざまな使用要件を満たすことができます。
包装
当社では、ベール、防水シート、木箱、パイプ キャップなど、さまざまな梱包オプションを提供しており、お客様の特定のニーズに合わせてカスタマイズできます。


テクニカルサポート
当社は、プロジェクトのあらゆる段階をカバーする包括的な技術サポートサービスの提供に尽力しています。プロジェクト前の入札準備から、プロジェクト中の調達・輸送手配、そしてプロジェクト後のメンテナンスやトラブルシューティングまで、当社の専門チームが専門的なアドバイスとサポートを提供いたします。
私たちの目標は、お客様が中国で高品質かつ手頃な価格の製品を購入できるようお手伝いし、プロジェクトが円滑かつ費用対効果の高い形で進められるよう支援することです。皆様と共にWin-Winの未来を築いていくことを楽しみにしています。









