
צינורות פלדה JIS G 3456צינורות פלדת פחמן מתאימים בעיקר לשימוש בסביבות שירות עם קטרים חיצוניים בין 10.5 מ"מ ל-660.4 מ"מ בטמפרטורות מעל 350 ℃.

כפתורי ניווט
סיווג כיתה JIS G 3456
חומרי גלם
תהליכי ייצור JIS G 3456
קצה צינור
טיפול חם
רכיבים כימיים של JIS G 3456
בדיקת מתיחה של JIS G 3456
ניסוי שיטוח
מבחן כיפוף
בדיקה הידראולית או בדיקה לא הורסת (NDT)
טבלת משקלי צינורות ולוחות זמנים של צינורות לפי JIS G 3456
סבילות ממדיות
הוֹפָעָה
סימון JIS G 3456
יישומי צינורות פלדה JIS G 3456
תקנים הקשורים ל-JIS G 3456
המוצרים הקשורים שלנו
סיווג כיתה JIS G 3456
לתקן JIS G 3456 שלושה דירוגים בהתאם לחוזק המתיחה של הצינור.
STPT370, STPT410 ו-STPT480
הם מייצגים צינורות בעלי חוזק מתיחה מינימלי של 370, 410 ו-480 ניוטון/מ"מ² (MPa) בהתאמה.
חומרי גלם
הצינורות יהיו מיוצרים מפלדה מרוסנת.
פלדה מרוסקת היא סוג מיוחד של פלדה המאופיין בתוספת של יסודות ספציפיים, כגון אלומיניום וסיליקון, במהלך תהליך ההיתוך כדי לספוג ולקשור חמצן וזיהומים מזיקים אחרים בפלדה.
תהליך זה מסיר ביעילות גזים וזיהומים, ובכך משפר את טוהר ואחידות הפלדה.
תהליכי ייצור JIS G 3456
מיוצר באמצעות שילוב מתאים של תהליכי ייצור צינורות ושיטות גימור.
| סמל של כיתה | סמל תהליך הייצור | ||
| תהליך ייצור הצינורות | שיטת גימור | צִיוּן | |
| STPT370 STPT410 STPT480 | חלק:S | גימור חם:H גימור קר:C | כפי שניתן ב-13 ב'). |
| התנגדות חשמלית מרותכת:E מרותך בקצה:B | גימור חם:H גימור קר:C כריתוך בהתנגדות חשמלית:G | ||
עֲבוּרSTPT 480צינור בדרגה גבוהה, יש להשתמש אך ורק בצינור פלדה חלק.
אם משתמשים בריתוך התנגדות, יש להסיר את הריתוכים על המשטחים הפנימיים והחיצוניים של הצינור כדי להשיג ריתוך חלק.
קצה צינור
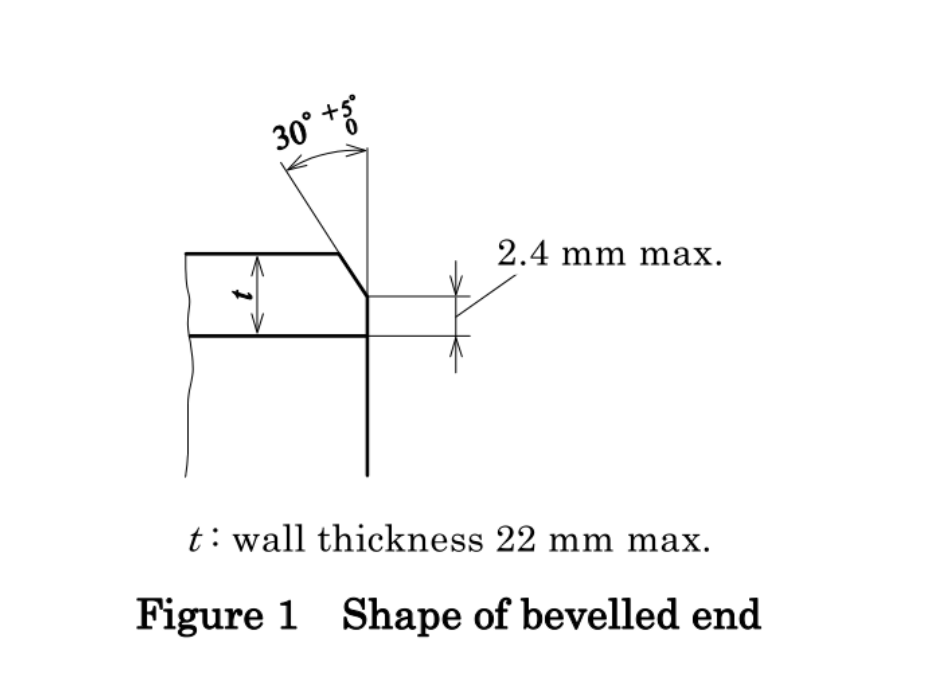
הצינור צריך להיותקצה שטוח.
אם יש צורך לעבד את הצינור לקצה משופע, עבור צינור פלדה בעובי דופן ≤ 22 מ"מ, זווית השיפוע היא 30-35°, רוחב השיפוע של קצה צינור הפלדה: מקסימום 2.4 מ"מ.
צינורות פלדה בעלי קצה משופע ועובי דופן העולה על 22 מ"מ, מעובדים בדרך כלל בצורת שיפוע מרוכב. יישום התקנים עשוי להתייחס לדרישות הרלוונטיות של ASME B36.19.
טיפול חם
בחר את תהליך טיפול החום המתאים בהתאם לדרגה ותהליך הייצור.

רכיבים כימיים של JIS G 3456
בדיקת הרכב כימי
שיטת ניתוח החום תהיה בהתאם לתקן JIS G 0320.
שיטת ניתוח המוצר תהיה בהתאם לתקן JIS G 0321.
| סמל של כיתה | C(פחמן) | Si(סִילִיקוֹן) | Mn(מַנגָן) | P(זַרחָן) | S(גוֹפרִית) |
| מקסימום | מקסימום | מקסימום | |||
| STPT370 | 0.25% | 0.10-0.35% | 0.30-0.90% | 0.035% | 0.035% |
| STPT410 | 0.30% | 0.10-0.35% | 0.30-1.00% | 0.035% | 0.035% |
| STPT480 | 0.33% | 0.10-0.35% | 0.30-1.00% | 0.035% | 0.035% |
סובלנות להרכב כימי
צינורות פלדה חלקים יהיו כפופים לסבולות בטבלה 3 של JIS G 0321.
צינורות פלדה מרותכים בהתנגדות יהיו כפופים לסבולות בטבלה 2 של JIS G 0321.
בדיקת מתיחה של JIS G 3456
שיטות בדיקה: שיטות הבדיקה חייבות להתאים לתקנים ב-JIS Z.2241.
על הצינור לעמוד בדרישות המפורטות בטבלה 4 עבור חוזק מתיחה, חוזק כניעה והתארכות.
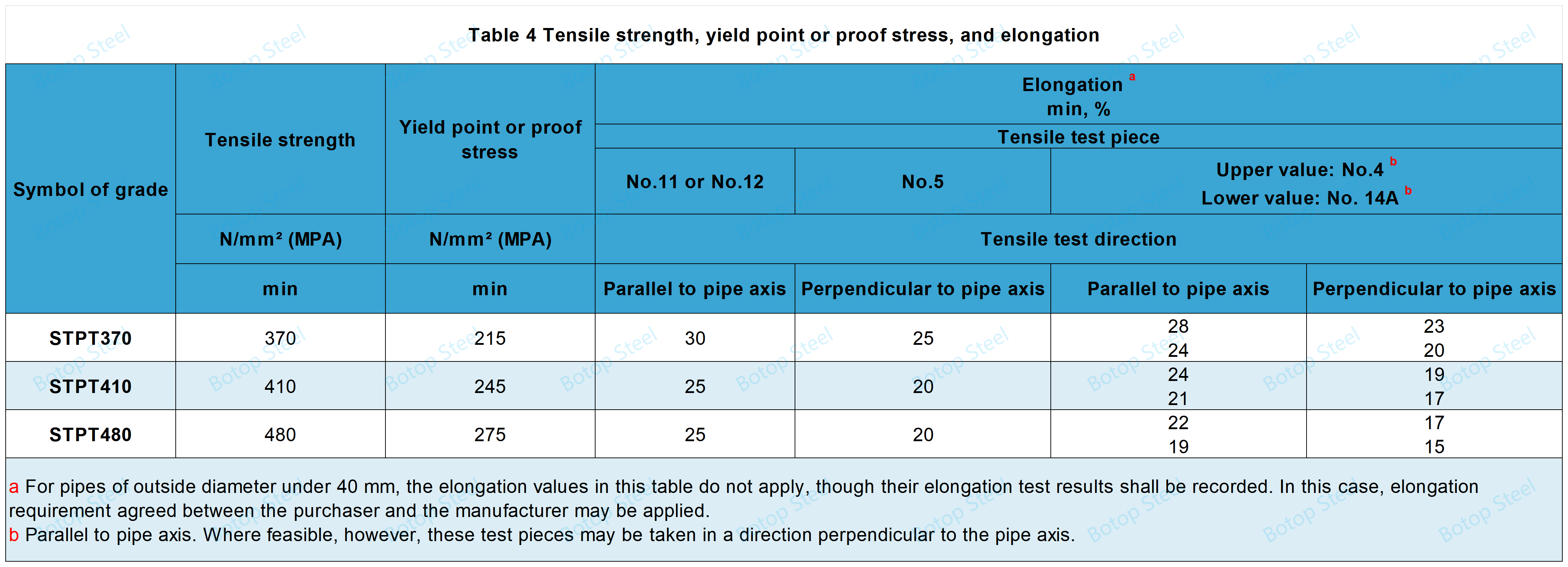
חומר הבדיקה שייעשה בו שימוש יהיה מס' 11, מס' 12 (מס' 12A, מס' 12B, או מס' 12C), מס' 14A, מס' 4 או מס' 5 כפי שצוין ב-JIS Z 2241.
קוטר חלק הבדיקה מספר 4 יהיה 14 מ"מ (אורך מדידה 50 מ"מ).
חתיכות הבדיקה מס' 11 ומס' 12 יילקחו במקביל לציר הצינור,
חלקי בדיקה מס' 14א' ומס' 4, במקביל או בניצב לציר הצינור,
וחתיכת בדיקה מס' 5, בניצב לציר הצינור.
חלק בדיקה מס' 12 או מס' 5 שנלקח מצינור הפלדה המולחם בהתנגדות חשמלית לא יכיל את הריתוך.
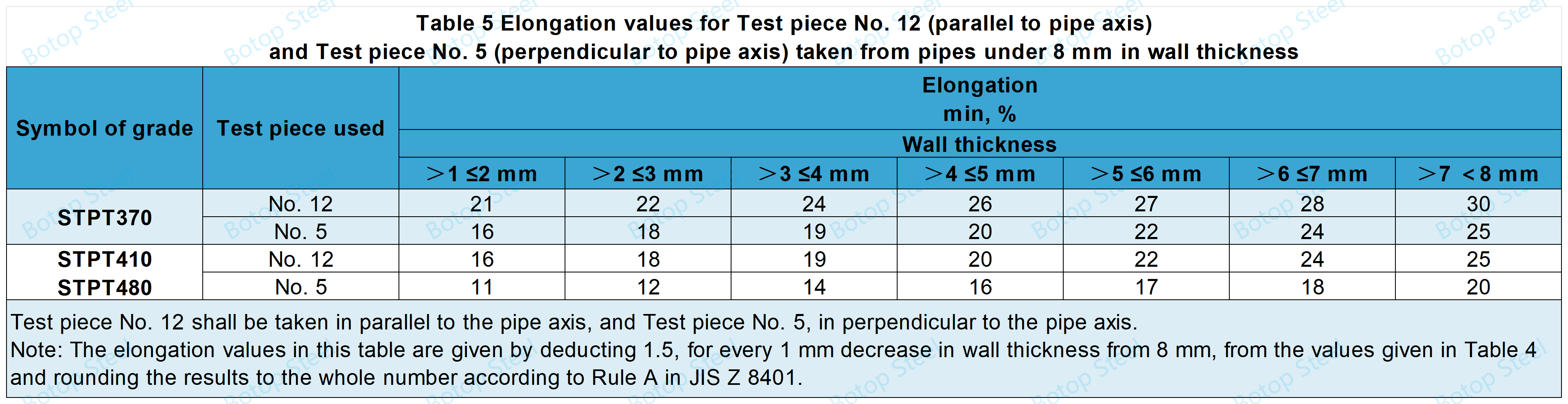
עבור בדיקת מתיחה של צינורות בעובי של פחות מ-8 מ"מ המבוצעת באמצעות חתיכת בדיקה מס' 12 או חתיכת בדיקה מס' 5, תחול דרישת ההתארכות המפורטת בטבלה 5.
ניסוי שיטוח
בטמפרטורת החדר (5°C - 35°C), יש לשטח את הדגימה בין שתי משטחים עד שהיאהמרחק (H) ביניהם מגיע לערך שצוין ולאחר מכן בדקו אם יש סדקים.
H=(1+e)t/(e+t/D)
нמרחק בין משטחים (מ"מ)
t: עובי דופן הצינור (מ"מ)
Dקוטר חיצוני של צינור (מ"מ)
еקבוע המוגדר עבור כל דרגת צינור:
0.08 עבור STPT370,
0.07 עבור STPT410 ו- STPT480
מבחן כיפוף
כיפוף ישים לצינורות בקוטר חיצוני של 60.5 מ"מ או פחות.
שיטת בדיקה בטמפרטורת החדר (5°C עד 35°C), כופפו את חלק הבדיקה סביב המנדרל עד שהרדיוס הפנימי יהיה גדול פי 6 מהקוטר החיצוני של הצינור ובדקו אם יש סדקים. בבדיקה זו, הריתוך צריך להיות ממוקם בזווית של כ-90° מהחלק החיצוני ביותר של הכיפוף.
ניתן לבצע את בדיקת הכיפוף גם בהתאם לדרישה שהרדיוס הפנימי יהיה פי ארבעה מהקוטר החיצוני של הצינור וזווית הכיפוף תהיה 180°.
בדיקה הידראולית או בדיקה לא הורסת (NDT)
יש לבצע בדיקה הידראולית או בדיקה בלתי הרסנית על כל צינור.
בדיקה הידראולית
החזיקו את הצינור לפחות בלחץ הבדיקה ההידראולי המינימלי שצוין למשך 5 שניות לפחות ובדקו שהצינור מסוגל לעמוד בלחץ ללא דליפה.
הזמן ההידראולי מצוין בהתאם ללוח הזמנים של צינור הפלדה.
| טבלה 6 לחץ בדיקה הידראולי מינימלי | ||||||||||
| עובי דופן נומינלי | מספר לוח זמנים: Sch | |||||||||
| 10 | 20 | 30 | 40 | 60 | 80 | 100 | 120 | 140 | 160 | |
| לחץ בדיקה הידראולי מינימלי, מגה פסקל | 2.0 | 3.5 | 5.0 | 6.0 | 9.0 | 12 | 15 | 18 | 20 | 20 |
בדיקה לא הרסנית
אם נעשה שימוש בבדיקה אולטרסאונד, אותות מדגימות ייחוס המכילות תקני ייחוס מסוג UD, כפי שצוין ב-JIS G 0582, ישמשו כרמות אזעקה; כל אות מהצינור השווה או גדול מרמת האזעקה יידחה. בנוסף, העומק המינימלי של שקעים מרובעים לבדיקת צינורות, למעט צינורות בגימור קר, יהיה 0.3 מ"מ.
אם נעשה שימוש בבדיקת זרמי מערבולת, יש להשתמש באותות מתקן ייחוס מסוג EY כפי שצוין ב-JIS G 0583 כרמת האזעקה; כל אות מהצינור השווה לרמת האזעקה או גדולה ממנה יהווה סיבה לדחייה.
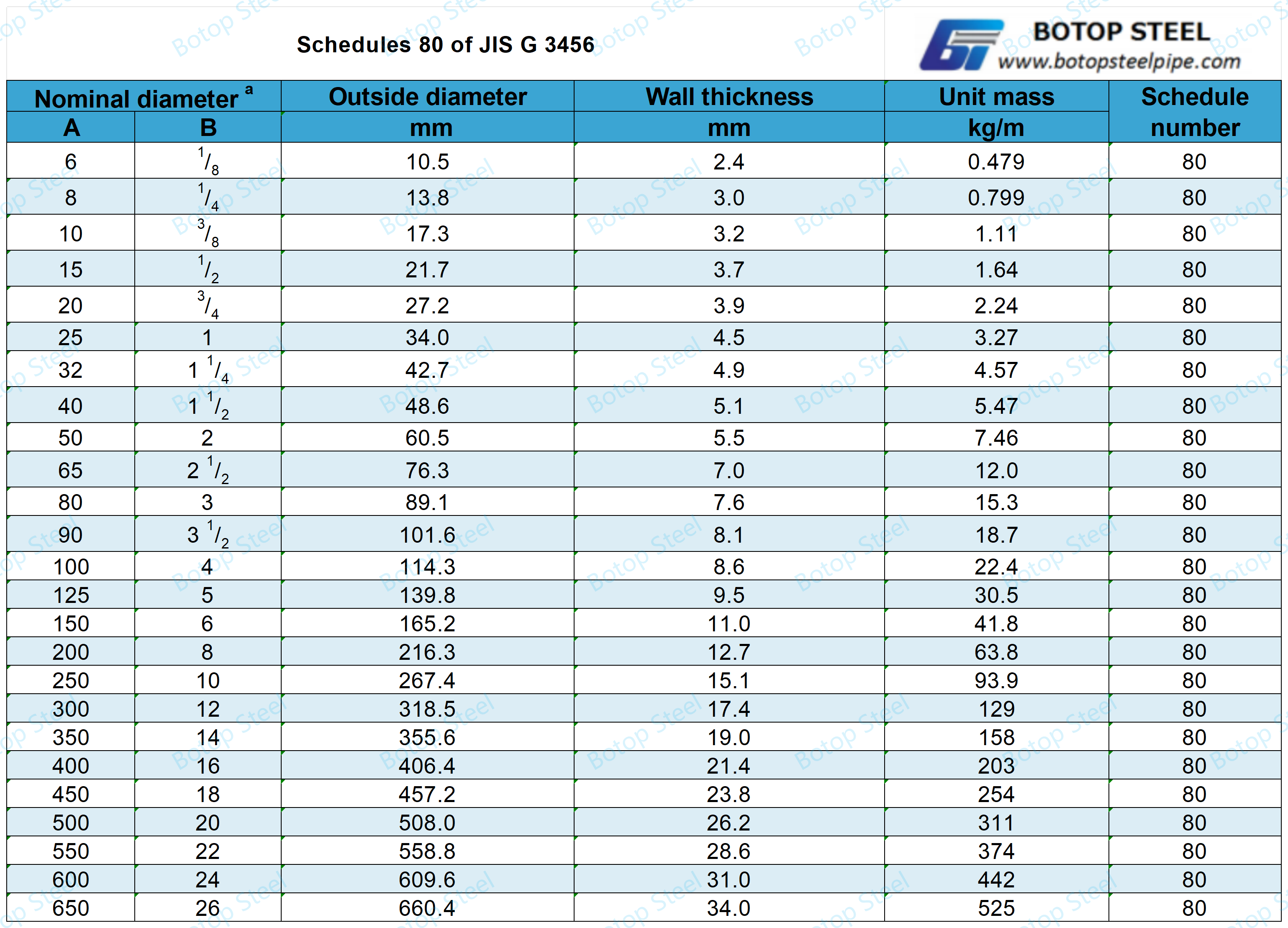
טבלת משקלי צינורות ולוחות זמנים של צינורות לפי JIS G 3456
נוסחת חישוב משקל צינור פלדה
נניח צפיפות של 7.85 גרם/סמ"ק עבור צינור הפלדה ועגלו את התוצאה לשלוש ספרות משמעותיות.
W=0.02466t(Dt)
Wיחידת מסת הצינור (ק"ג/מ"ר)
tעובי דופן הצינור (מ"מ)
Dקוטר חיצוני של צינור (מ"מ)
0.02466: גורם המרה לקבלת W
טבלת משקל צינורות
טבלאות ולוחות זמנים של משקלי צינורות הם מקורות חשובים המשמשים בדרך כלל בהנדסת צנרת.
לוחות זמנים של צינורות
לוח זמנים הוא שילוב סטנדרטי של עובי דופן וקוטר נומינלי של צינור.
צינורות פלדה מסוג Schedule 40 ו- Schedule 80 נמצאים בשימוש נרחב בתעשייה ובבנייה. אלו גדלי צינורות נפוצים עם עובי דופן וקיבולות שונים עבור תרחישי יישום שונים.
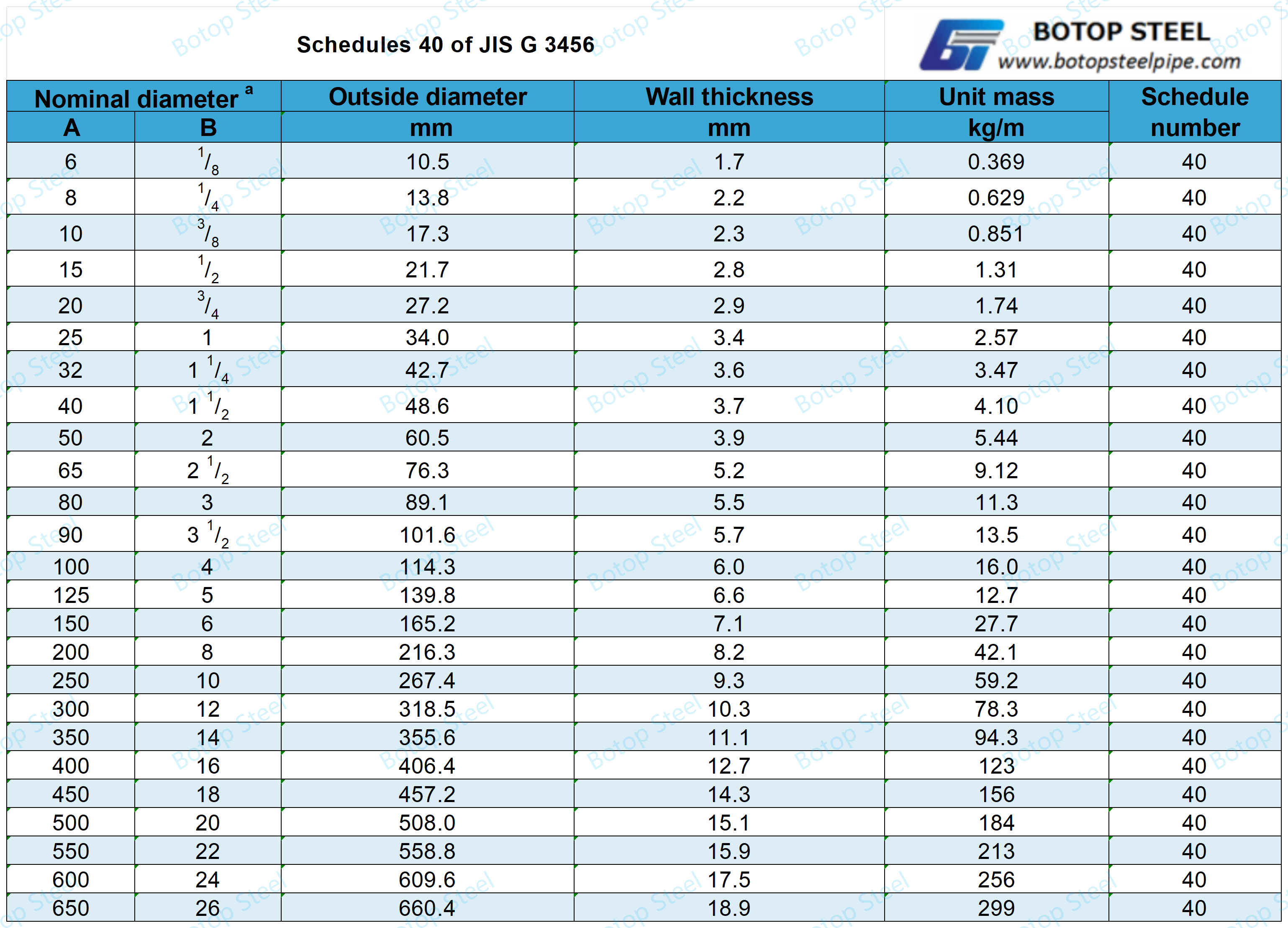
אם אתם רוצים לדעת עוד על הטבלת משקלי צינורות ולוח זמנים של צינורותבסטנדרט, אתה יכול ללחוץ כדי לבדוק את זה!
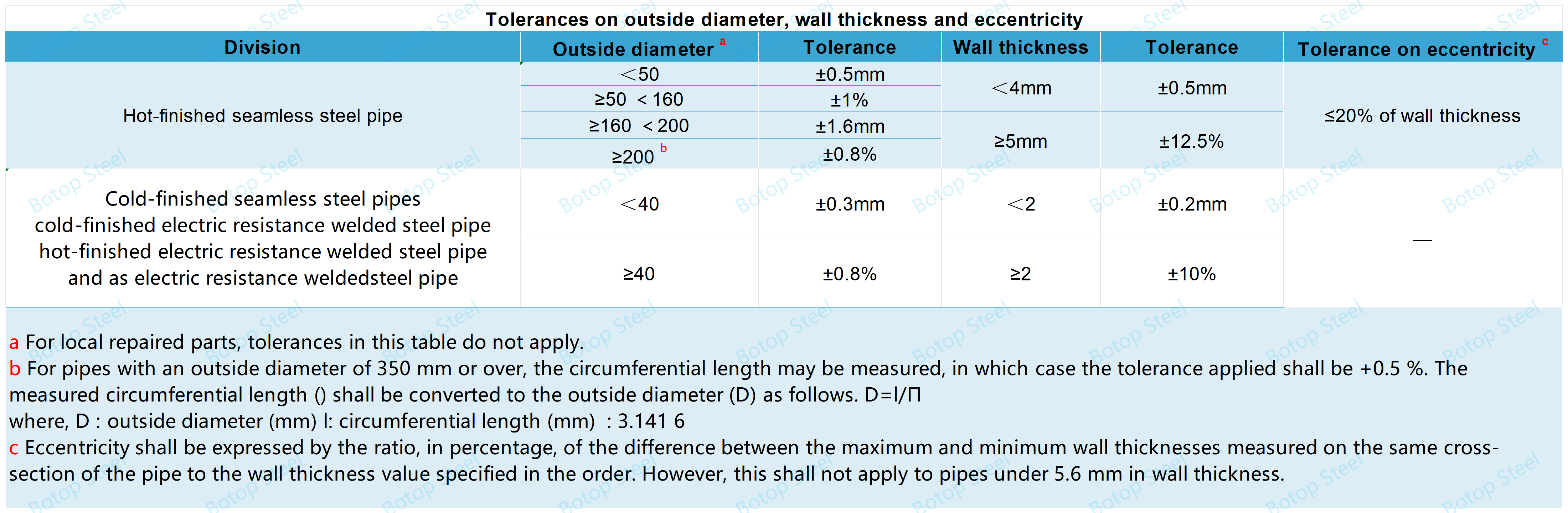
סבילות ממדיות
הוֹפָעָה
המשטחים הפנימיים והחיצוניים של הצינור יהיו חלקים וללא פגמים הגורמים לחוסר יעילות בשימוש.
הצינור צריך להיות ישר, כאשר הקצוות שלו בזווית ישרה לציר הצינור.
ניתן לתקן צינורות באמצעות השחזה, עיבוד שבבי או שיטות אחרות, אך עובי הדופן המתוקן יישאר במסגרת הסבולות שצוינו והמשטח המתוקן יהיה חלק בפרופילו.
עובי הדופן של הצינור המתוקן יישמר במסגרת הסבולות שצוינו ופני השטח של הצינור המתוקן יהיו חלקים בפרופיל.
סימון JIS G 3456
כל צינור שעובר בדיקה צריך להיות מתויג במידע הבא. ניתן להשתמש בתוויות על צרורות עבור צינורות בקוטר קטן.
a) סמל של כיתה
b) סמל תהליך הייצור
סמל תהליך הייצור יהיה כדלקמן. ניתן להחליף את המקפים בנקודות ריקות.
צינור פלדה חלק בגימור חם: -SH
צינור פלדה חלק בגימור קר: -SC
כצינור פלדה מרותך בהתנגדות חשמלית: -EG
צינור פלדה מרותך בהתנגדות חשמלית בגימור חם: -EH
צינור פלדה מרותך בהתנגדות חשמלית בגימור קר: -EC
c) מידות, מבוטא באמצעות קוטר נומינלי × עובי דופן נומינלי, או קוטר חיצוני × עובי דופן.
d) שם היצרן או מותג מזהה
דוּגמָה:BOTOP JIS G 3456 SH STPT370 50A×SHC40 HEAT NO.00001
יישומי צינורות פלדה JIS G 3456
צינור פלדה JIS G 3456 משמש בדרך כלל לציוד ומערכות צנרת בסביבות טמפרטורה ולחץ גבוה, כגון בדוודים, מחליפי חום, צנרת קיטור בלחץ גבוה, תחנות כוח תרמיות, מפעלים כימיים ומפעלי נייר.
תקנים הקשורים ל-JIS G 3456
התקנים הבאים חלים כולם על צנרת בסביבות טמפרטורה ולחץ גבוה וניתן להשתמש בהם כחלופה לתקן JIS G 3456.
ASTM A335/A335M: ישים לצינורות סגסוגת פלדה
DIN 17175: עבור צינורות פלדה חלקים
EN 10216-2: עבור צינורות פלדה חלקים
GB 5310: ישים לצינור פלדה חלק
ASTM A106/A106M: צינורות פלדת פחמן חלקים
ASTM A213/A213M: צינורות וצינורות חלקים מסגסוגת פלדה ופלדת אל-חלד
EN 10217-2: מתאים לצינורות וצינורות מרותכים
ISO 9329-2: צינורות ופינות פלדת פחמן וסגסוגת חלקים
NFA 49-211: עבור צינורות ופינות פלדה חלקות
BS 3602-2: עבור צינורות ואביזרים מפלדת פחמן חלקה
אנו יצרן וספק של צינורות פלדת פחמן מרותכים באיכות גבוהה מסין, וגם ספק צינורות פלדה חלקים, המציעים לכם מגוון רחב של פתרונות צינורות פלדה! אם ברצונכם לדעת מידע נוסף על מוצרי צינורות פלדה, אתם מוזמנים ליצור איתנו קשר.
תגיות: JIS G 3456, SPTP370, STPT410, STPT480, STPT, ספקים, יצרנים, מפעלים, בעלי מניות, חברות, סיטונאות, קנייה, מחיר, הצעת מחיר, בכמויות גדולות, למכירה, עלות.
זמן פרסום: 29 באפריל 2024