
Tubi in acciaio JIS G 3456I tubi in acciaio al carbonio sono adatti principalmente all'uso in ambienti di servizio con diametri esterni compresi tra 10,5 mm e 660,4 mm a temperature superiori a 350°C.

Pulsanti di navigazione
Classificazione di grado JIS G 3456
Materie prime
Processi di produzione JIS G 3456
Estremità del tubo
Trattamento a caldo
Componenti chimici di JIS G 3456
Prova di trazione JIS G 3456
Esperimento di appiattimento
Test di piegabilità
Prova idraulica o prova non distruttiva (NDT)
Tabella del peso dei tubi e schemi dei tubi secondo JIS G 3456
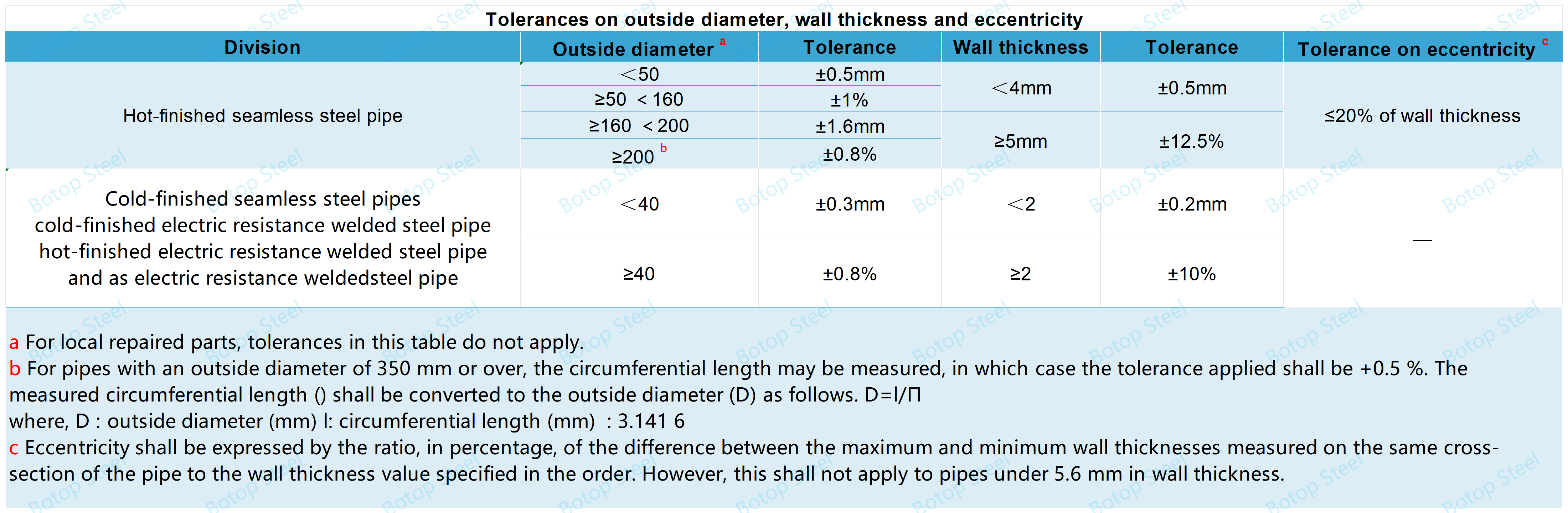
Tolleranze dimensionali
Aspetto
Marcatura JIS G 3456
Applicazioni dei tubi in acciaio JIS G 3456
Standard correlati a JIS G 3456
I nostri prodotti correlati
Classificazione di grado JIS G 3456
Lo standard JIS G 3456 prevede tre gradi in base alla resistenza alla trazione del tubo.
STPT370, STPT410 e STPT480
Rappresentano tubi con una resistenza alla trazione minima rispettivamente di 370, 410 e 480 N/mm² (MPa).
Materie prime
I tubi devono essere realizzati in acciaio calmato.
L'acciaio calmato è un tipo speciale di acciaio caratterizzato dall'aggiunta di elementi specifici, come alluminio e silicio, durante il processo di fusione per assorbire e legare l'ossigeno e altre impurità nocive presenti nell'acciaio.
Questo processo rimuove efficacemente gas e impurità, migliorando così la purezza e l'uniformità dell'acciaio.
Processi di produzione JIS G 3456
Prodotto utilizzando un'appropriata combinazione di processi di fabbricazione dei tubi e metodi di finitura.
| Simbolo di grado | Simbolo del processo di fabbricazione | ||
| Processo di fabbricazione dei tubi | Metodo di finitura | Marcatura | |
| STPT370 STPT410 STPT480 | Senza soluzione di continuità:S | Finitura a caldo:H Rifinito a freddo:C | Come indicato in 13 b). |
| Saldatura a resistenza elettrica:E Saldatura di testa:B | Finitura a caldo:H Rifinito a freddo:C Come saldato a resistenza elettrica:G | ||
PerSTPT 480tubo di grado, devono essere utilizzati solo tubi in acciaio senza saldatura.
Se si utilizza la saldatura a resistenza, le saldature sulle superfici interna ed esterna del tubo devono essere rimosse per ottenere una saldatura liscia.
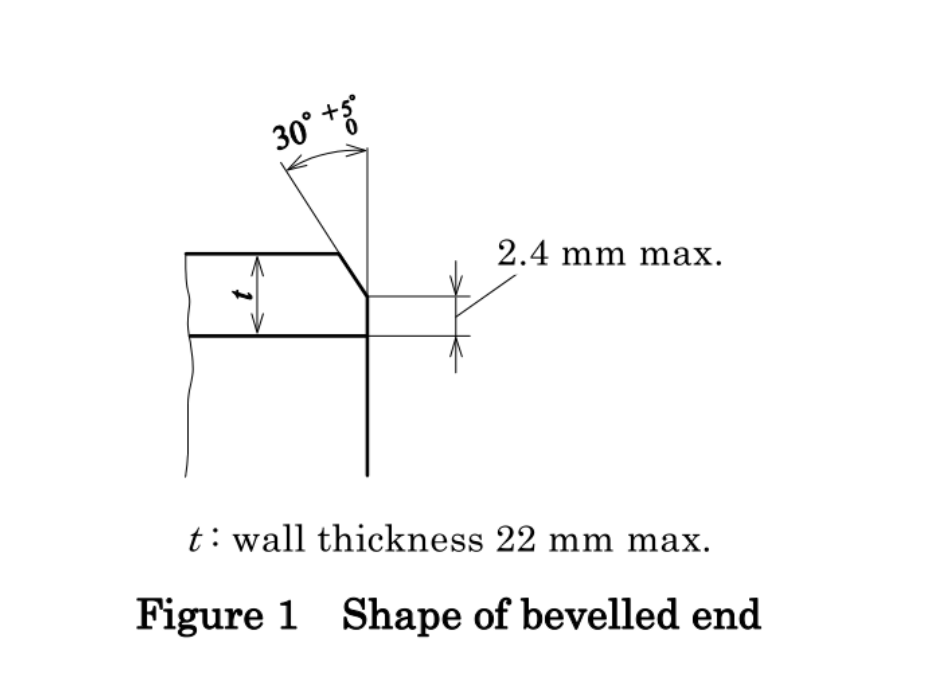
Estremità del tubo
Il tubo dovrebbe essereestremità piatta.
Se è necessario lavorare il tubo con un'estremità smussata, per tubi in acciaio con spessore della parete ≤ 22 mm, l'angolo di smussatura è di 30-35°, la larghezza di smussatura del bordo del tubo in acciaio è max 2,4 mm.
Spessore della parete superiore a 22 mm, estremità inclinata del tubo in acciaio, generalmente lavorato come smusso composito, l'implementazione degli standard può fare riferimento ai requisiti pertinenti di ASME B36.19.
Trattamento a caldo
Selezionare il processo di trattamento termico appropriato in base al grado e al processo di fabbricazione.

Componenti chimici di JIS G 3456
Test di composizione chimica
Il metodo di analisi del calore deve essere conforme alla norma JIS G 0320.
Il metodo di analisi del prodotto deve essere conforme alla norma JIS G 0321.
| Simbolo di grado | C(Carbonio) | Si(Silicio) | Mn(Manganese) | P(Fosforo) | S(Zolfo) |
| massimo | massimo | massimo | |||
| STPT370 | 0,25% | 0,10-0,35% | 0,30-0,90% | 0,035% | 0,035% |
| STPT410 | 0,30% | 0,10-0,35% | 0,30-1,00% | 0,035% | 0,035% |
| STPT480 | 0,33% | 0,10-0,35% | 0,30-1,00% | 0,035% | 0,035% |
Tolleranze per la composizione chimica
I tubi in acciaio senza saldatura devono essere soggetti alle tolleranze indicate nella Tabella 3 della norma JIS G 0321.
I tubi in acciaio saldati a resistenza devono essere soggetti alle tolleranze indicate nella Tabella 2 della norma JIS G 0321.
Prova di trazione JIS G 3456
Metodi di prova: i metodi di prova devono essere conformi agli standard JIS Z.2241.
Il tubo deve soddisfare i requisiti indicati nella Tabella 4 per resistenza alla trazione, resistenza allo snervamento e allungamento.
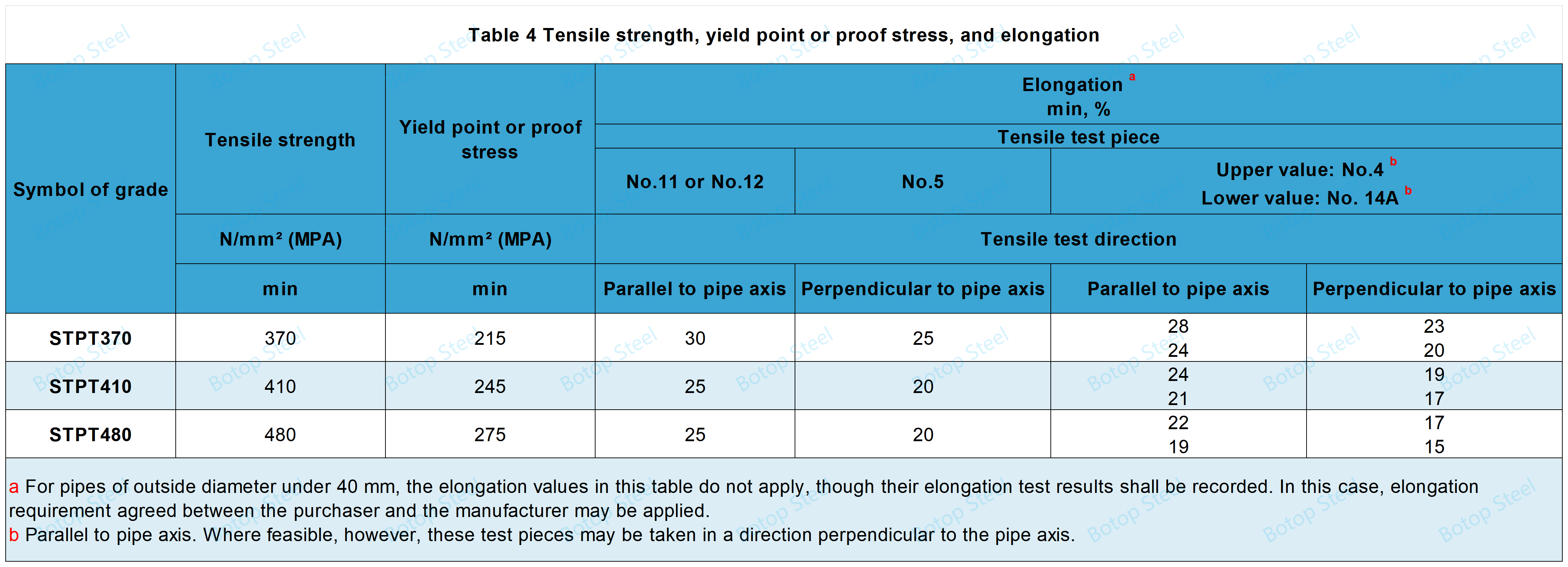
Il provino utilizzato deve essere del tipo n. 11, n. 12 (n. 12A, n. 12B o n. 12C), n. 14A, n. 4 o n. 5 specificato in JIS Z 2241.
Il diametro del provino n. 4 deve essere 14 mm (lunghezza del calibro 50 mm).
I provini n. 11 e n. 12 devono essere prelevati parallelamente all'asse del tubo,
Provini n. 14A e n. 4, sia paralleli che perpendicolari all'asse del tubo,
e il pezzo di prova n. 5, perpendicolarmente all'asse del tubo.
Il provino n. 12 o n. 5 prelevato dal tubo di acciaio saldato a resistenza elettrica non deve contenere la saldatura.
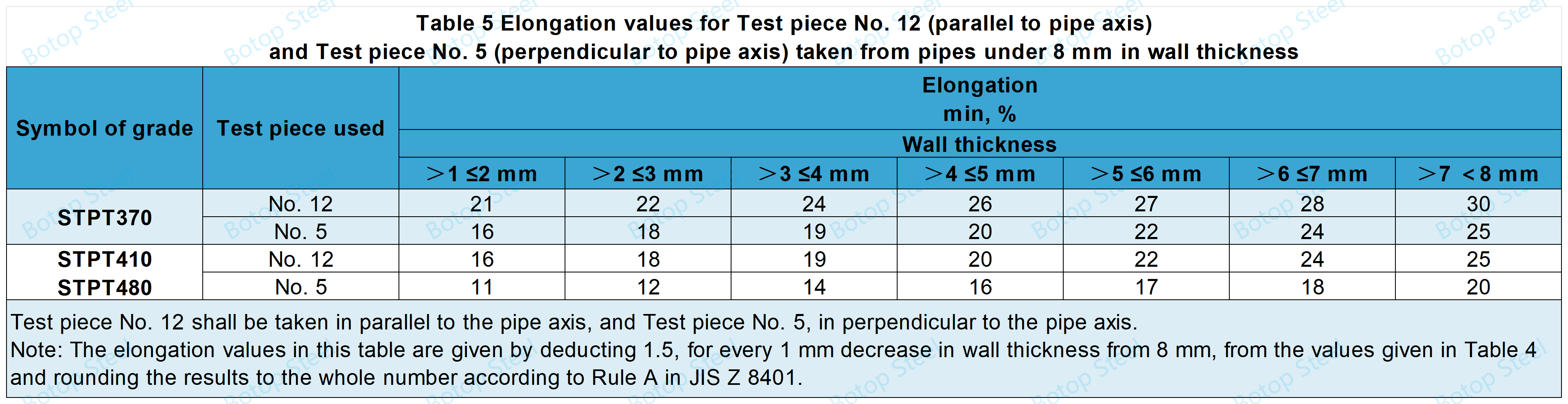
Per la prova di trazione di tubi di spessore inferiore a 8 mm eseguita utilizzando il provino n. 12 o il provino n. 5, si applica il requisito di allungamento indicato nella Tabella 5.
Esperimento di appiattimento
A temperatura ambiente (5°C - 35°C), appiattire il campione tra due piattaforme fino a quando nonla distanza (H) tra di essi raggiunge il valore specificato e quindi verificare la presenza di crepe.
H=(1+e)t/(e+t/D)
н: distanza tra i piani (mm)
t: spessore della parete del tubo (mm)
D: diametro esterno del tubo (mm)
е: costante definita per ogni grado di tubo:
0,08 per STPT370,
0,07 per STPT410 e STPT480
Test di piegabilità
La piegabilità è applicabile ai tubi con un diametro esterno pari o inferiore a 60,5 mm.
Metodo di prova A temperatura ambiente (da 5°C a 35°C), piegare il provino attorno al mandrino fino a quando il raggio interno non è pari a 6 volte il diametro esterno del tubo e verificare la presenza di crepe. In questa prova, la saldatura deve essere posizionata a circa 90° dalla parte più esterna della curva.
Il test di piegabilità può essere eseguito anche in conformità al requisito che il raggio interno sia quattro volte il diametro esterno del tubo e l'angolo di piegatura sia di 180°.
Prova idraulica o prova non distruttiva (NDT)
Su ogni tubo deve essere eseguito un test idraulico o un test non distruttivo.
Prova idraulica
Mantenere il tubo almeno alla pressione minima di prova idraulica specificata per almeno 5 secondi e verificare che il tubo sia in grado di resistere alla pressione senza perdite.
Il tempo idraulico è specificato in base alla tabella dei tubi in acciaio.
| Tabella 6 Pressione minima di prova idraulica | ||||||||||
| Spessore nominale della parete | Numero di programma: Sch | |||||||||
| 10 | 20 | 30 | 40 | 60 | 80 | 100 | 120 | 140 | 160 | |
| Pressione minima di prova idraulica, Mpa | 2.0 | 3.5 | 5.0 | 6.0 | 9.0 | 12 | 15 | 18 | 20 | 20 |
Test non distruttivi
Se si utilizza l'ispezione a ultrasuoni, i segnali provenienti da campioni di riferimento contenenti standard di riferimento di tipo UD, come specificato nella norma JIS G 0582, devono essere utilizzati come livelli di allarme; qualsiasi segnale proveniente dal tubo pari o superiore al livello di allarme deve essere respinto. Inoltre, la profondità minima delle cavità quadrate per la prova dei tubi, ad eccezione della finitura a freddo, deve essere di 0,3 mm.
Se si utilizza l'ispezione a correnti parassite, i segnali provenienti da uno standard di riferimento di tipo EY, come specificato in JIS G 0583, devono essere utilizzati come livello di allarme; qualsiasi segnale proveniente dal tubo uguale o superiore al livello di allarme deve essere motivo di rifiuto.
Tabella del peso dei tubi e schemi dei tubi secondo JIS G 3456
Formula di calcolo del peso del tubo d'acciaio
Si supponga una densità di 7,85 g/cm³ per il tubo di acciaio e si arrotonda il risultato a tre cifre significative.
W=0,02466t(Dt)
W: massa unitaria del tubo (kg/m)
t: spessore della parete del tubo (mm)
D: diametro esterno del tubo (mm)
0,02466: fattore di conversione per ottenere W
Tabella del peso dei tubi
Le tabelle e gli schemi dei pesi dei tubi sono riferimenti importanti, comunemente utilizzati nell'ingegneria delle condotte.
Tabelle delle tubazioni
Una tabella è una combinazione standardizzata dello spessore della parete e del diametro nominale di un tubo.
I tubi in acciaio Schedule 40 e Schedule 80 sono ampiamente utilizzati nell'industria e nell'edilizia. Si tratta di tubi di dimensioni comuni con diversi spessori di parete e capacità per diversi scenari applicativi.
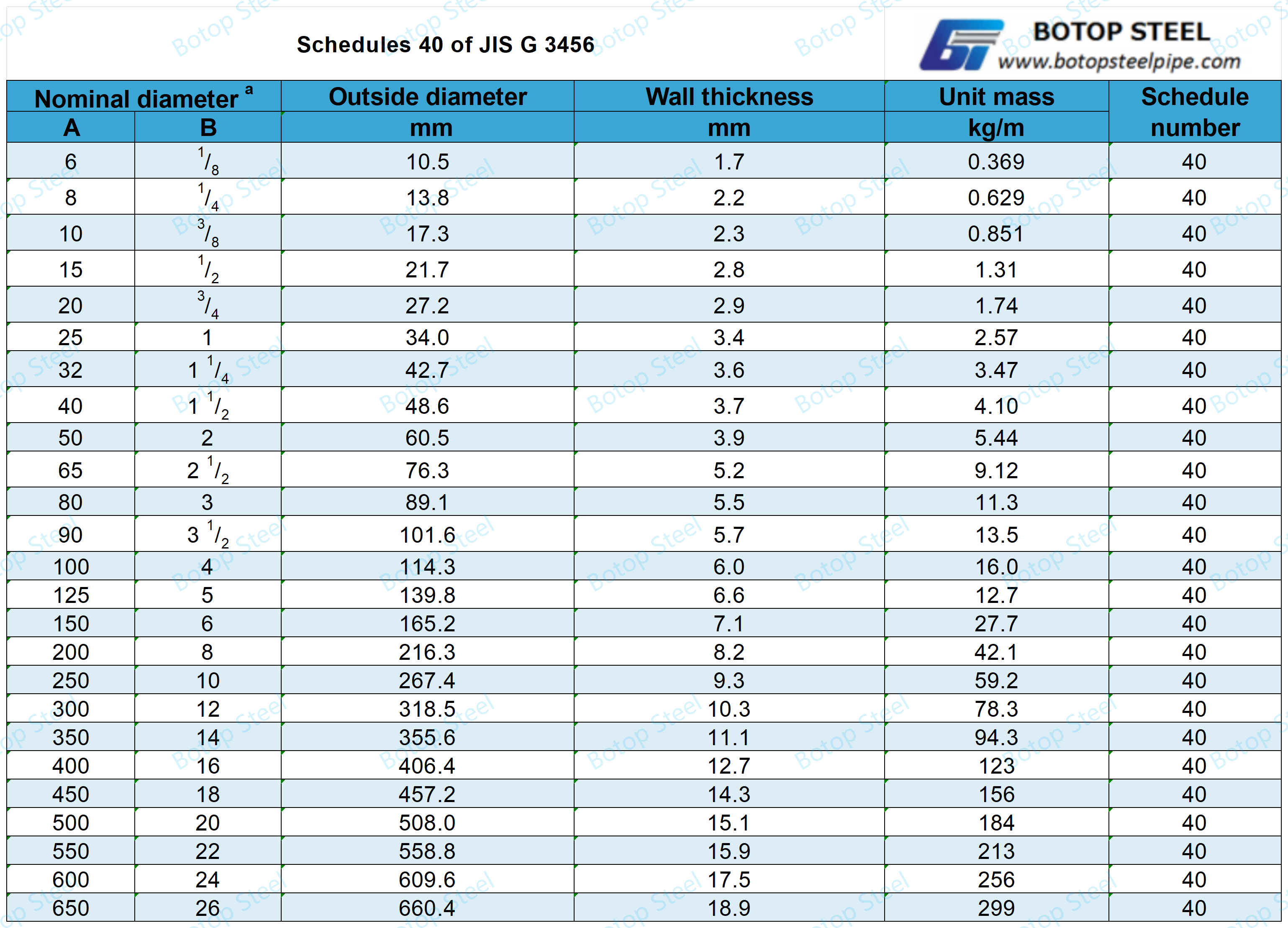
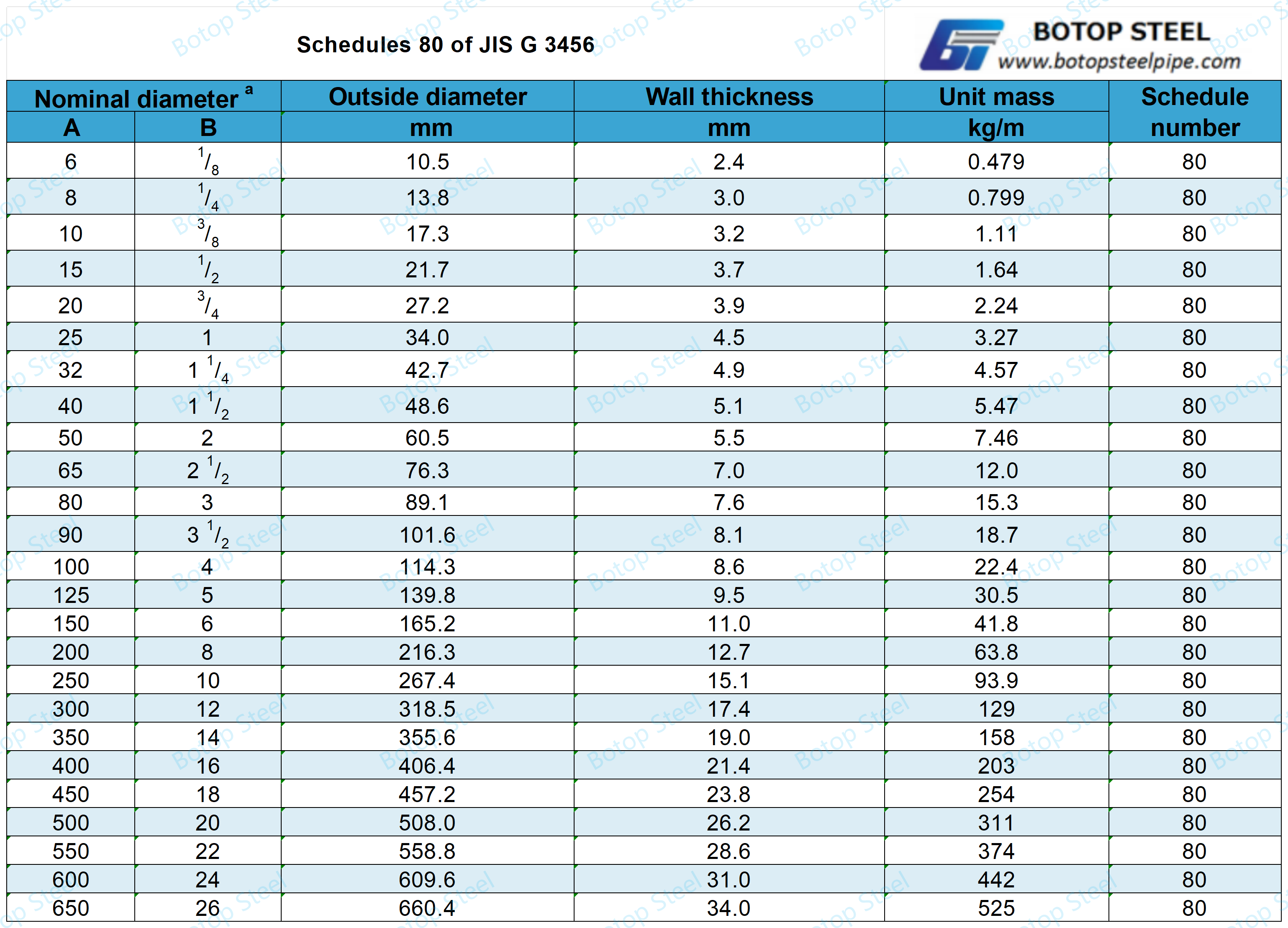
Se vuoi saperne di più sutabella dei pesi dei tubi e programma dei tubinello standard, puoi cliccare per verificarlo!
Tolleranze dimensionali
Aspetto
Le superfici interne ed esterne del tubo devono essere lisce e prive di difetti che ne possano compromettere l'utilizzo.
Il tubo deve essere dritto, con le estremità perpendicolari all'asse del tubo.
I tubi possono essere riparati mediante rettifica, lavorazione meccanica o altri metodi, ma lo spessore della parete riparata deve rimanere entro le tolleranze specificate e la superficie riparata deve avere un profilo liscio.
Lo spessore della parete del tubo riparato deve essere mantenuto entro le tolleranze specificate e la superficie del tubo riparato deve avere un profilo liscio.
Marcatura JIS G 3456
Ogni tubo che supera l'ispezione deve essere etichettato con le seguenti informazioni. Le etichette possono essere utilizzate sui fasci di tubi di piccolo diametro.
a) Simbolo di grado
b) Simbolo del processo di fabbricazione
Il simbolo del processo di fabbricazione deve essere il seguente. I trattini possono essere sostituiti da spazi vuoti.
Tubo in acciaio senza saldatura finito a caldo:-SH
Tubo in acciaio senza saldatura finito a freddo:-SC
Come tubo di acciaio saldato a resistenza elettrica:-EG
Tubo in acciaio saldato a resistenza elettrica finito a caldo: -EH
Tubo in acciaio saldato a resistenza elettrica finito a freddo:-EC
c) Dimensioni, espresso da diametro nominale × spessore nominale della parete, o diametro esterno × spessore della parete.
d) Nome del produttore o marchio identificativo
Esempio:BOTOP JIS G 3456 SH STPT370 50A×SHC40 CALORE NO.00001
Applicazioni dei tubi in acciaio JIS G 3456
I tubi in acciaio JIS G 3456 vengono solitamente utilizzati per apparecchiature e sistemi di tubazioni in ambienti ad alta temperatura e alta pressione, come caldaie, scambiatori di calore, tubazioni del vapore ad alta pressione, centrali termoelettriche, impianti chimici e cartiere.
Standard correlati a JIS G 3456
Tutti gli standard seguenti sono applicabili alle tubazioni in ambienti ad alta temperatura e alta pressione e possono essere utilizzati come alternativa allo standard JIS G 3456.
ASTM A335/A335M: applicabile ai tubi in acciaio legato
DIN 17175: per tubi in acciaio senza saldatura
EN 10216-2: per tubi di acciaio senza saldatura
GB 5310: applicabile ai tubi in acciaio senza saldatura
ASTM A106/A106M: Tubi in acciaio al carbonio senza saldatura
ASTM A213/A213M: Tubi e condotte senza saldatura in acciaio legato e acciaio inossidabile
EN 10217-2: Adatto per tubi e tubazioni saldati
ISO 9329-2: Tubi e condotte in acciaio al carbonio e legato senza saldatura
NFA 49-211: per tubi e tubazioni in acciaio senza saldatura
BS 3602-2: per tubi e raccordi in acciaio al carbonio senza saldatura
I nostri prodotti correlati
Siamo produttori e fornitori cinesi di tubi in acciaio al carbonio saldati di alta qualità, nonché rivenditori di tubi in acciaio senza saldatura, e vi offriamo un'ampia gamma di soluzioni per tubi in acciaio! Per maggiori informazioni sui prodotti in acciaio, non esitate a contattarci.
Tag: JIS G 3456, SPTP370, STPT410, STPT480, STPT, fornitori, produttori, fabbriche, grossisti, aziende, all'ingrosso, acquisto, prezzo, preventivo, all'ingrosso, in vendita, costo.
Data di pubblicazione: 29-04-2024