



ASTM A335 P91, juga dikenal sebagaiASME SA335 P91, adalah pipa baja paduan feritik tanpa sambungan untuk penggunaan suhu tinggi, UNS No. K91560.
Ini memiliki minimalkekuatan tarik sebesar 585 MPa(85 ksi) dan minimumkekuatan luluh sebesar 415 MPa(60 ksi).
Halaman 91terutama mengandung unsur paduan seperti kromium dan molibdenum, dan berbagai unsur paduan lainnya ditambahkan, termasuk dalam kategoribaja paduan tinggi, sehingga memiliki kekuatan super dan ketahanan korosi yang sangat baik.
Selain itu, P91 tersedia dalam dua jenis,Tipe 1DanTipe 2, dan umumnya digunakan di pembangkit listrik, kilang minyak, fasilitas kimia, peralatan penting, dan perpipaan di lingkungan bersuhu tinggi dan bertekanan tinggi.
Pipa baja P91 dikategorikan menjadi dua jenis, Tipe 1 dan Tipe 2.
Kedua jenis tersebut sama dalam hal sifat mekanik dan persyaratan lainnya seperti perlakuan panas,dengan sedikit perbedaan dalam komposisi kimia dan fokus aplikasi spesifik..
Komposisi kimiaDibandingkan dengan Tipe 1, komposisi kimia Tipe 2 lebih ketat dan mengandung lebih banyak unsur paduan untuk memberikan ketahanan panas dan korosi yang lebih baik.
AplikasiKarena komposisi kimianya yang dioptimalkan, Tipe 2 lebih cocok untuk suhu yang sangat tinggi atau lingkungan yang lebih korosif, atau dalam aplikasi yang membutuhkan kekuatan dan daya tahan yang lebih tinggi.
Pipa baja ASTM A335 harustanpa cela.
Proses manufaktur tanpa sambungan dikategorikan menjadipenyelesaian panasDanditarik dingin.
Berikut adalah diagram proses penyelesaian akhir panas.

Secara khusus, P91, pipa baja paduan tinggi, yang sering digunakan di lingkungan yang keras dengan suhu dan tekanan tinggi, pipa baja tanpa sambungan ini memiliki tegangan yang seragam dan dapat dibuat menjadi berdinding tebal, sehingga menjamin keamanan yang lebih tinggi dan efektivitas biaya yang lebih baik.
P91 Semua pipa harus diberi perlakuan panas untuk mengoptimalkan struktur mikro pipa, meningkatkan sifat mekaniknya, dan meningkatkan ketahanan terhadap suhu dan tekanan tinggi.
| Nilai | Jenis Perlakuan Panas | Suhu Normalisasi | Suhu Penempaan |
| P91 Tipe 1 dan Tipe 2 | menormalkan dan meredam atau | 1900 - 1975 ℉ [1040 - 1080 ℃] | 1350 ~ 1470 ℉ [730 - 800 ℃] |
| pendinginan dan penempaan | 1900 - 1975 ℉ [1040 - 1080 ℃] | 1350 - 1470 ℉ [730 - 800 ℃] |
Komponen Kimia Tipe 1 P91
| Nilai | Komposisi, % | ||||||
| P91 Tipe 1 | C | Mn | P | S | Si | Cr | Mo |
| 0,08 - 0,12 | 0,30 - 0,60 | Maksimum 0,020 | 0,010 maks. | 0,20 - 0,50 | 8.00 - 9.50 | 0,85 - 1,05 | |
| V | N | Ni | Al | Nb | Ti | Zr | |
| 0,18 - 0,25 | 0,030 - 0,070 | 0,40 maks | 0,02 maks | 0,06 - 0,10 | 0,01 maks | 0,01 maks | |
Komponen Kimia Tipe 2 P91
| Nilai | Komposisi, % | ||||||
| Komponen Kimia Produk Tipe 2 P91 | C | Mn | P | S | Si | Cr | Mo |
| 0,07 - 0,13 | 0,30 - 0,50 | Maksimum 0,020 | Maksimum 0,005 | 0,20 - 0,40 | 8.00 - 9.50 | 0,80 - 1,05 | |
| V | Ni | Al | N | Rasio N/Al | Nb | Ti | |
| 0,16 - 0,27 | 0,20 maks. | 0,02 maks | 0,035 - 0,070 | ≥ 4.0 | 0,05 - 0,11 | 0,01 maks | |
| Zr | Sn | Sb | As | B | W | Cu | |
| 0,01 maks | 0,01 maks | 0,003 maks. | 0,01 maks | 0,001 maks. | Maksimum 0,05 | 0,10 maks | |
Dengan dua gambar di atas, mudah untuk melihat perbedaan antara unsur kimia Tipe 1 dan Tipe 2 serta pembatasannya.
1. Sifat Tarik
Uji tarik umumnya digunakan untuk mengukurkekuatan luluh, kekuatan tarik, Danpemanjangann dari program eksperimental pipa baja, dan banyak digunakan dalam pengujian sifat material.
| P91 Tipe 1 dan Tipe 2 | |||
| Kekuatan tarik | 85 ksi [585 MPa] min | ||
| Kekuatan luluh | 60 ksi [415 MPa] min | ||
| Pemanjangan | Persyaratan Perpanjangan | Membujur | Melintang |
| Perpanjangan dalam 2 inci atau 50 mm, (atau 4D), min, %; Perpanjangan minimum dasar untuk dinding dengan ketebalan 6 inci [8 mm] dan lebih, uji strip, dan untuk semua ukuran kecil yang diuji pada penampang penuh. | 20 | — | |
| Saat spesimen bulat standar dengan panjang ukur 2 inci atau 50 mm atau ukuran yang lebih kecil secara proporsional dengan panjang ukur sama dengan 4D (4 kali diameter) digunakan | 20 | 13 | |
| Untuk uji strip, pengurangan untuk setiap penurunan ketebalan dinding sebesar 1/32 inci [0,8 mm] di bawah 5/16 inci [8 mm] dari perpanjangan minimum dasar sebesar poin persentase berikut akan dilakukan. | 1 | — | |
2. Kekerasan
Berbagai metode pengujian kekerasan dapat digunakan, termasuk Vickers, Brinell, dan Rockwell.
| Nilai | Brinell | Vickers | Rockwell |
| P91 Tipe 1 dan Tipe 2 | 190 - 250 HBW | 196 - 265 HV | 91 HRBW - 25HRC |
Ketebalan dinding <0,065 inci [1,7 mm]: Tidak diperlukan uji kekerasan;
0,065 inci [1,7 mm] ≤ ketebalan dinding <0,200 inci [5,1 mm]: Uji kekerasan Rockwell harus digunakan;
Ketebalan dinding ≥ 0,200 inci [5,1 mm]: penggunaan uji kekerasan Brinell atau uji kekerasan Rockwell bersifat opsional.
Uji kekerasan Vickers berlaku untuk semua ketebalan dinding pipa. Metode pengujian dilakukan sesuai dengan persyaratan E92.
3. Uji Perataan
Eksperimen harus dilakukan sesuai dengan Bagian 20 dari standar ASTM A999.
4. Uji Tekuk
Tekuk 180° pada suhu ruangan, tidak boleh ada retakan yang muncul di bagian luar dari bagian yang ditekuk.
Ukuran > NPS25 atau D/t ≥ 7.0: Uji tekuk harus dilakukan tanpa uji perataan.
5. P91 Program Eksperimental Opsional
Item-item eksperimental berikut ini bukanlah item pengujian yang wajib, jika diperlukan dapat ditentukan melalui negosiasi.
S1: Analisis Produk
S3: Uji Perataan
S4: Struktur Logam dan Pengujian Etching
S5: Fotomikrograf
S6: Fotomikrograf untuk Setiap Bagian
S7: Perlakuan Panas Alternatif - Kelas P91 Tipe 1 dan Tipe 2
Uji hidrostatis P91 harus memenuhi persyaratan berikut.
Diameter luar > 10 inci [250 mm] dan ketebalan dinding ≤ 0,75 inci [19 mm]: ini harus berupa uji hidrostatik.
Ukuran lain untuk pengujian listrik non-destruktif.
Untuk tabung baja paduan feritik dan baja tahan karat, dindingnya dikenai tekanan tidak kurang dari60% dari kekuatan luluh minimum yang ditentukan.
Tekanan uji hidrostatis harus dipertahankan setidaknya selama 5stanpa kebocoran atau kerusakan lainnya.
Tekanan hidrolikdapat dihitung menggunakan rumus:
P = 2St/D
P = tekanan uji hidrostatik dalam psi [MPa];
S = tegangan dinding pipa dalam psi atau [MPa];
t = ketebalan dinding yang ditentukan, ketebalan dinding nominal sesuai dengan nomor jadwal ANSI yang ditentukan atau 1,143 kali ketebalan dinding minimum yang ditentukan, in. [mm];
D = diameter luar yang ditentukan, diameter luar yang sesuai dengan ukuran pipa ANSI yang ditentukan, atau diameter luar yang dihitung dengan menambahkan 2t (seperti yang didefinisikan di atas) ke diameter dalam yang ditentukan, in. [mm].
Pipa P91 diperiksa dengan menggunakan metode uji E213. Standar E213 terutama berkaitan dengan pengujian ultrasonik (UT).
Jika secara khusus disebutkan dalam pesanan, pemeriksaan juga dapat dilakukan sesuai dengan metode pengujian E309 atau E570.
Standar E309 biasanya berkaitan dengan inspeksi elektromagnetik (arus eddy), sedangkan E570 adalah metode inspeksi yang melibatkan susunan arus eddy.
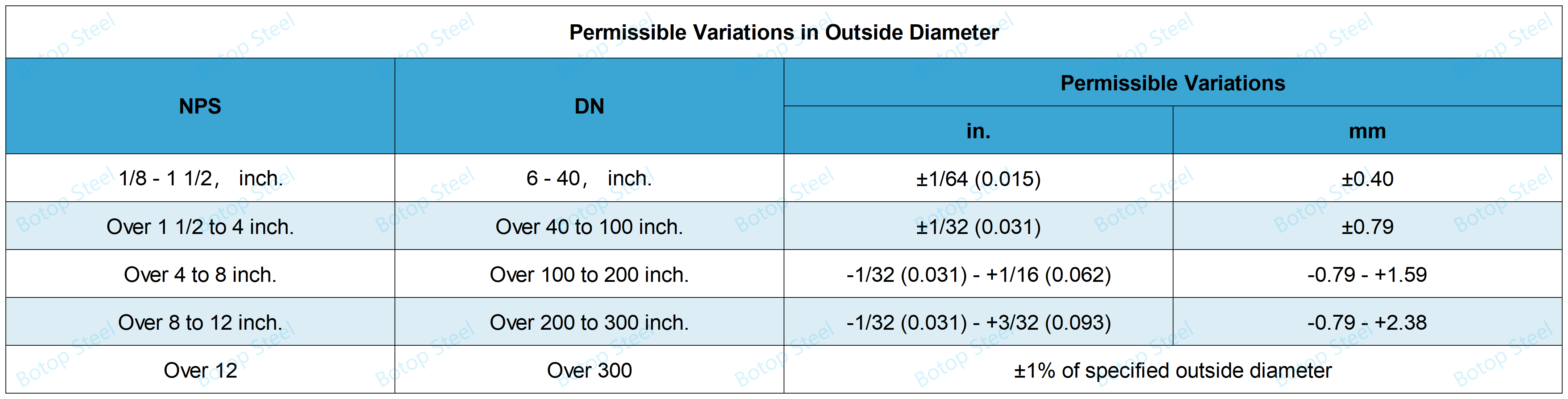
Variasi Diameter yang Diperbolehkan
Untuk pipa yang dipesandiameter dalamDiameter bagian dalam tidak boleh berbeda lebih dari ±1% dari diameter bagian dalam yang ditentukan.
Selang dipesanNPS [DN] atau diameter luarDiameter luar tidak boleh berbeda lebih dari yang ditentukan dalam tabel di bawah ini.
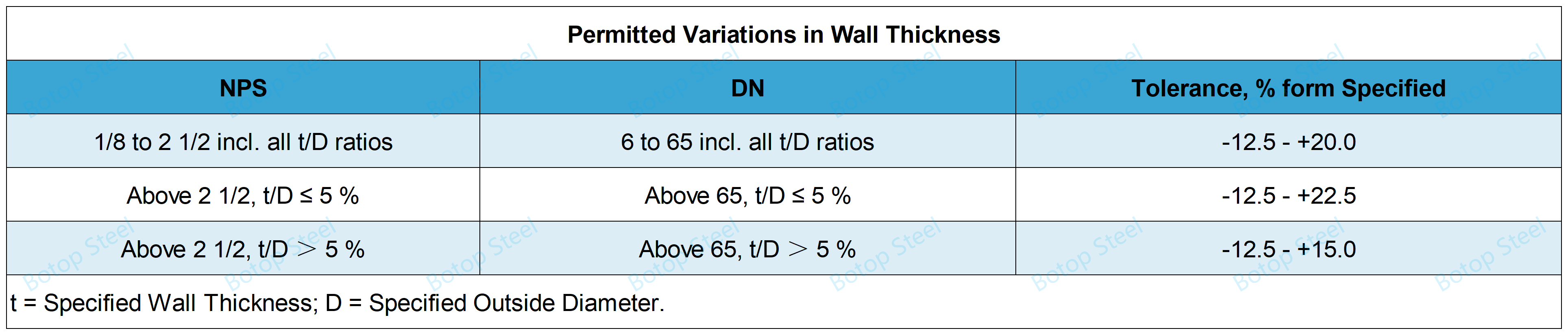
Variasi Ketebalan Dinding yang Diperbolehkan
Pengukuran ketebalan dinding harus dilakukan menggunakan jangka sorong mekanis atau alat uji non-destruktif yang telah dikalibrasi dengan benar dan memiliki akurasi yang sesuai. Jika terjadi perselisihan, pengukuran yang ditentukan menggunakan jangka sorong mekanis akan berlaku.
Ketebalan dinding minimum dan diameter luar untuk inspeksi guna memastikan kepatuhan terhadap persyaratan ini untuk pipa yang dipesan berdasarkan NPS [DN] dan nomor jadwal ditunjukkan padaASME B36.10M.
Cacat
Ketidaksempurnaan permukaan dianggap sebagai cacat jika melebihi 12,5% dari ketebalan dinding nominal atau melebihi ketebalan dinding minimum.
Ketidaksempurnaan
Bekas mekanis, abrasi, dan lubang, yang mana setiap ketidaksempurnaan tersebut lebih dalam dari 1/16 inci [1,6 mm].
Bekas dan goresan didefinisikan sebagai bekas kabel, penyok, bekas pemandu, bekas rol, goresan bola, goresan, bekas cetakan, dan sejenisnya.
Memperbaiki
Cacat dapat dihilangkan dengan penggerindaan, dengan syarat ketebalan dinding yang tersisa tidak kurang dari ketebalan dinding minimum.
Perbaikan juga dapat dilakukan dengan pengelasan tetapi harus mematuhi persyaratan yang relevan dari A999.
Semua pengelasan perbaikan pada P91 harus dilakukan dengan salah satu proses pengelasan dan bahan habis pakai berikut: SMAW, A5.5/A5.5M E90XX-B9; SAW, A5.23/A5.23M EB9 + fluks netral; GTAW, A5.28/A5.28M ER90S-B9; dan FCAW A5.29/A5.29M E91TI-B9. Selain itu, jumlah kandungan Ni+Mn dari semua bahan habis pakai pengelasan yang digunakan untuk pengelasan perbaikan P91 Tipe 1 dan Tipe 2 tidak boleh melebihi 1,0%.
Pipa P91 harus diberi perlakuan panas pada suhu 1350-1470 °F [730-800°C] setelah perbaikan pengelasan.
Permukaan luar pipa baja yang diperiksa harus mengandung unsur-unsur berikut:
Nama atau merek dagang produsen; nomor standar; tingkatan; panjang dan simbol tambahan "S".
Penandaan untuk tekanan hidrostatik dan pengujian non-destruktif pada tabel di bawah ini juga harus disertakan.
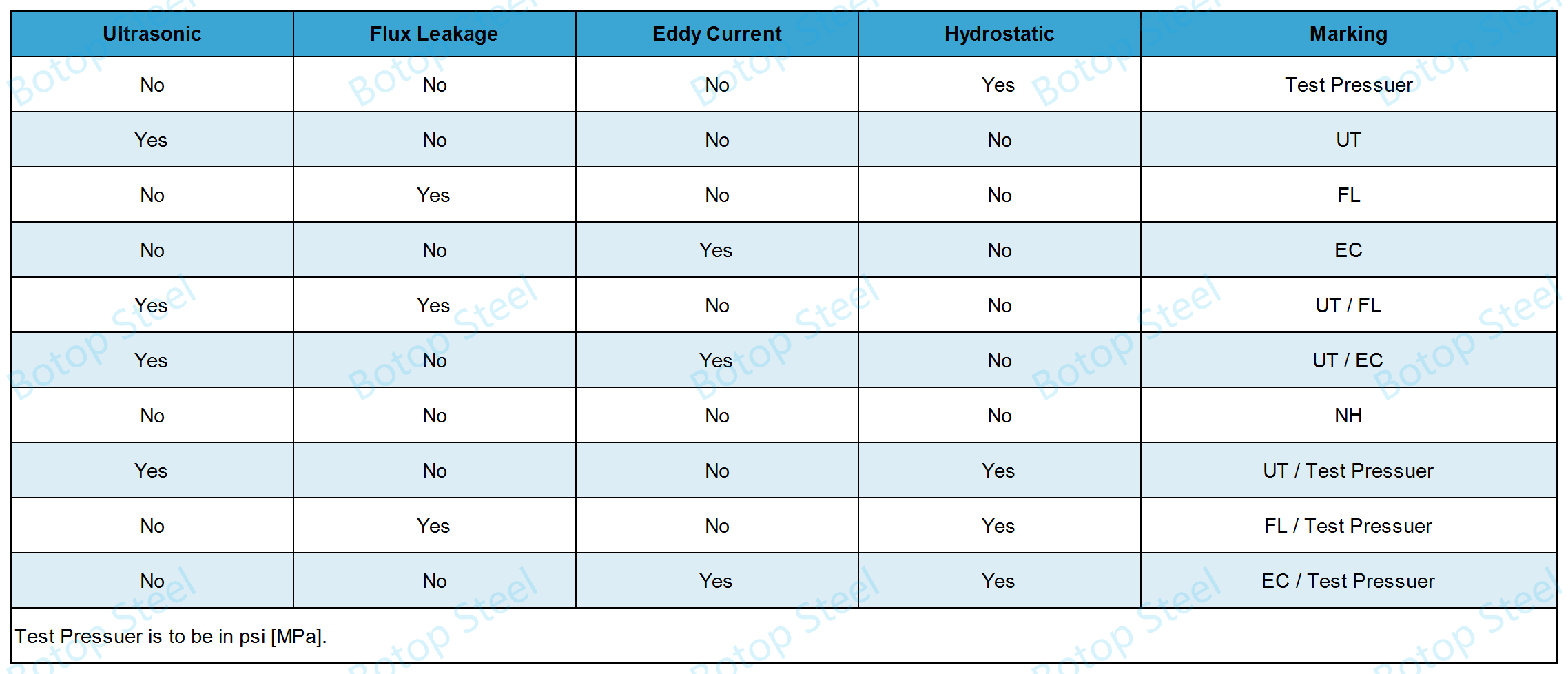
Jika pipa diperbaiki dengan pengelasan, maka harus diberi tanda "WR".
p91 Jenisnya (Tipe 1 atau Tipe 2) harus ditunjukkan.
| ASME | ASTM | EN | GB |
| ASME SA335 P91 | ASTM A213 T91 | EN 10216-2 X10CrMoVNb9-1 | GB/T 5310 10Cr9Mo1VNbN |
Material: Pipa baja tanpa sambungan ASTM A335 P91;
OD: 1/8"- 24";
WTsesuai denganASME B36.10persyaratan;
Jadwal: SCH10, SCH20, SCH30,SCH40, SCH60,SCH80, SCH100, SCH120, SCH140 dan SCH160;
Identifikasi:STD (standar), XS (ekstra kuat), atau XXS (ekstra kuat ganda);
KustomisasiUkuran pipa non-standar juga tersedia, ukuran khusus tersedia berdasarkan permintaan;
PanjangPanjangnya spesifik dan acak;
Sertifikasi IBRKami dapat menghubungi organisasi inspeksi pihak ketiga untuk mendapatkan sertifikasi IBR sesuai kebutuhan Anda. Organisasi inspeksi yang bekerja sama dengan kami antara lain BV, SGS, TUV, dll.
Akhir: Ujung pipa datar, miring, atau komposit;
Permukaan: Pipa ringan, cat, dan perlindungan sementara lainnya, penghilangan karat dan pemolesan, galvanisasi dan pelapisan plastik, serta perlindungan jangka panjang lainnya;
Sedang mengemas: Kotak kayu, kemasan sabuk baja atau kawat baja, pelindung ujung pipa plastik atau besi, dll.














